大型管架钢结构施工工艺
2016-12-29 22:04王贺隋波
建筑建材装饰 2016年8期
关键词:焊接变形
王贺+隋波

摘要:盘锦港荣兴港区油#3-#5泊位工程管架钢结构施工采用卧式分片组对焊接的新型工艺,使管架安装装配精准、结构牢固,达到提高施工质量和效率的目的。
关键词:管道铜;结构支架;成片组对;焊接变形;整体吊装
中图分类号:TU765 文献标识码:A 文章编号:1674-3024(2016)08-46-03
前言
管道钢结构支架是管道的支撑,良好的管架施工质量是管道安装的前提,也是保证管道系统安全运行的重要条件。以往管架钢结构施工一般采用钢柱构构件、钢梁构件独立组对焊接、安装的工艺,制作时各个独立构件尺寸偏差较大,安装时各个构件尺寸配合偏差更大,严重影响管架安装整体的质量。为此,本工程采用卧式分片组对焊接的新型工艺:管架结构分片预制、现场分片整体吊装的工艺,并制定控制变形焊接工艺,为本工程质量提供很好的保证。
1工程概况
盘锦港荣兴港区油#3-#5泊位工程采用大型钢结构框架式管道支架(见图1)。管架类型多、结构大,其中最大的E型管架高12,4m,跨度17,1m。框架柱与钢梁采用刚性连接,钢梁腹板与框架柱上的承剪板采用高强度10,9S级大六角头螺栓连接,钢梁翼缘板与柱身或钢柱悬臂结构采用单边V形加衬垫全焊透焊缝连接。典型管架结构(见图1)。
2施工工艺流程
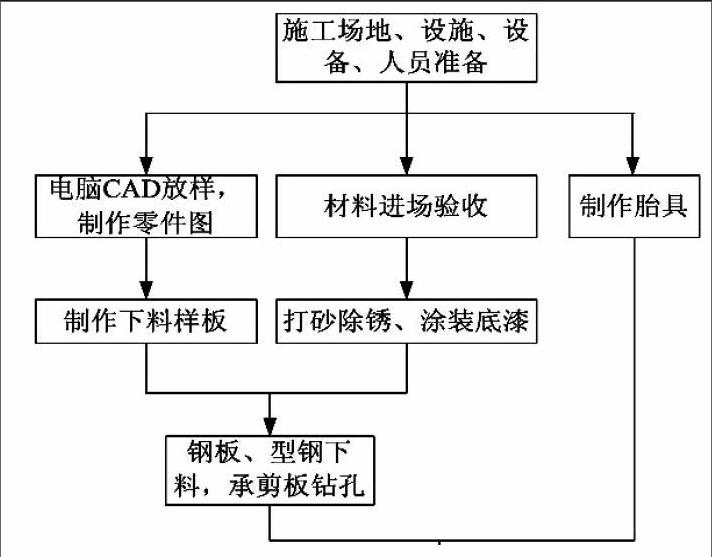
2.1管架钢结构制作流程(见图2)
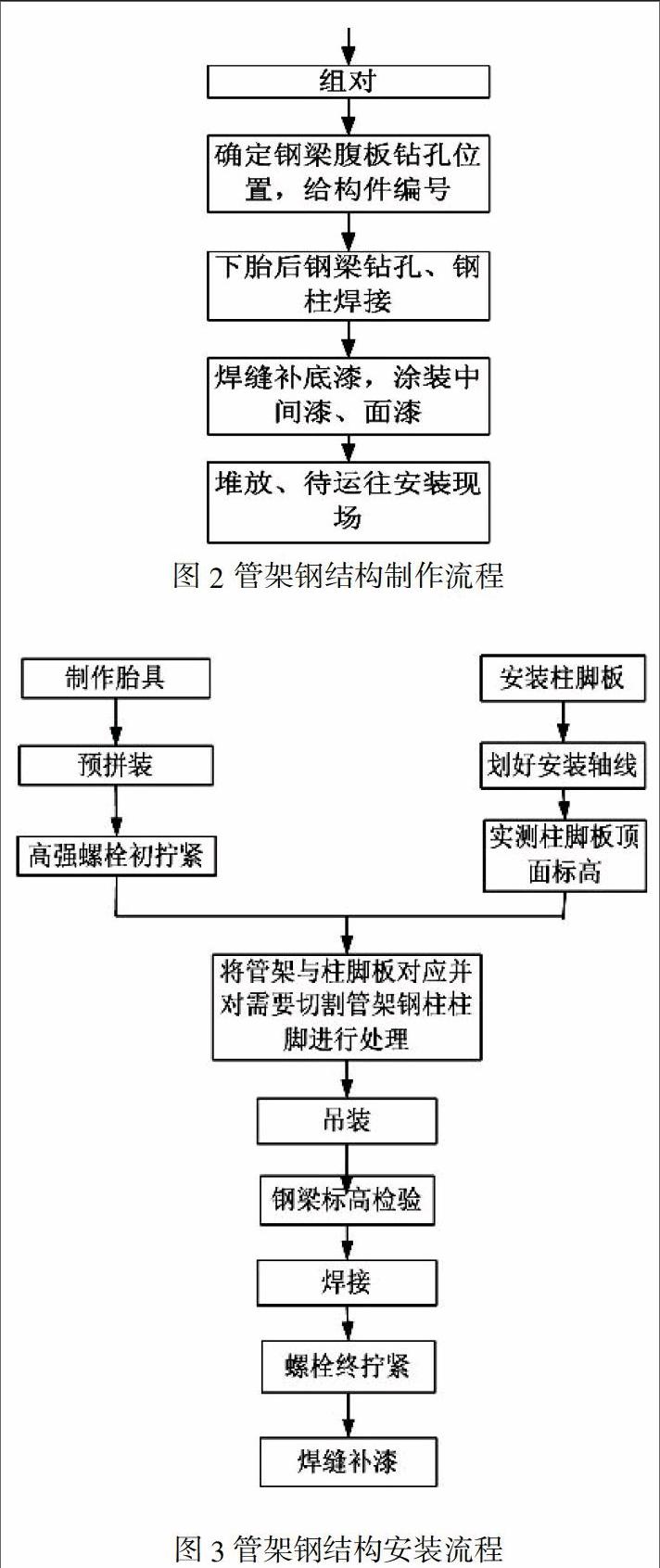
2.2管架钢结构安装流程(见图2)
3主要施工工艺及措施
(1)依据设计图纸对管架结构进行电脑整体放样,在整体放样基础上形成零件、构件图、立面图、平面布置图。根据零件尺寸对应原材料钢板及型钢的规格进行电脑排板套料,以降低材料损耗,并提高施工作业效率。
(2)由于施工现场条件所限,须采用半自动、手工气割下料;依据电脑放样零件图,用薄铁皮制作零件下料样板:样板各尺寸应与零件图完全一致,并由质量人员一一检验核对。
(3)钢材喷砂除锈与底漆涂装。受打砂机内部作业空间限制,需对尺寸过大的钢材进行切割,对部分用量较少、所下零件尺寸较大的钢板要进行提前排板,确定切割位置。除锈质量应达到《GB8923-88涂装前钢材表面锈蚀等级和除锈等级》中Sa2.5级的要求,底漆涂装应均匀且漆膜厚度满足设计要求。
(4)零件下料。
①依据型钢排版方案和样板对型钢和钢板下料,并对自由边进行打磨,满足无毛刺和光顺的要求,有变形时予以调校:下料后对零件的规格尺寸及编号进行标记。
⑦由于钢梁腹板与框架柱上的承剪板采用高强度螺栓连接,因此在制作承剪板时应特别注意螺栓孔径和间距的控制,高强螺栓孔径比螺栓直径大2mm,允许偏差为0-0.21mm:螺栓孔应有12H的精度,孔壁表面粗糙度Ra不应大于12.5μm。
(5)组对
①在传统类似管架结构预制施工中,钢梁与钢柱之间的牛腿连接板采用独立下料、制作螺栓孔的方法,钢柱、钢梁构件制作时采用独立拼装制作的方法(如图4),制作时依据构件图图纸尺寸位置,牛腿连接板直接在型钢柱、梁上进行组对焊接;这些梁、柱之间牛腿连接板没有进行尺寸配合,现场安装时出现大量梁、柱构件无法连接在一起,导致大批管架无法安装。而出现这些问题的原因就是:型钢自身弯曲扭曲变形过大、零件下料、钢梁制孔、钢柱组对过程中的尺寸偏差、焊后整体变形等,会导致现场安装时钢柱构件与钢梁构件装配质量较差,出现翼缘板对接焊缝错边、对接间隙偏差过大。钢梁腹板与钢柱承剪板不能紧贴、螺栓孔不能对齐的问题。
②采用卧式分片组对焊接的新型工艺,是结合管架结构形式(如图5),1、2轴钢柱结构与钢梁之间通过牛腿连接,牛腿连接处节点连接板较多,且为主要承重结构,装配精度要求高;而A,B轴为柱身直接与钢梁连接,连接节点结构较简单。所以我们采用了1、2轴成片组对的方法:根据图纸尺寸及钢柱、钢梁的规格预设胎具,将钢柱、钢梁及连接板等零件放入胎具之中,用钢楔、卡兰等工具调整其位置以达到要求,然后点焊固定,并依据牛腿连接板螺栓孔的位置确定钢梁腹板的开孔位置(如图5、6);组对完毕后对构件进行编号并做好标记:钢梁从胎具上取下后制作螺栓孔,
③组对时须注意:
a.钢柱承剪板必须调平,不等有弯、扭曲的情况,且与钢梁腹板紧贴,不得有缝隙,b.钢梁翼缘板与钢柱上的牛腿连接板组对间隙必须符合图纸43、44号节点大样图(如图7)的对接要求,且错边不能大于2mm。
④采用新的组对工艺的优点:
a.钢柱与钢梁之间牛腿连接板螺栓孔能够装配精准,避免错孔、扩孔,b.钢梁翼缘板与钢柱上的牛腿连接板对接间隙尺寸精准,且无超标错边,为后续焊接打下良好基础;c.现场梁、柱构件组拼快,作业效率高,降低人工及吊机费用。
(6)钢柱构件焊接
焊接采用手工电弧焊和二氧化碳气体保护焊,本工程中母材材质全部为0235B型,因此焊材选用E4303型焊条和ER50-6型焊丝。
由于钢柱焊缝较多,大量、连续的焊接热量导致了构件弯曲、扭曲变形,为此,采用跳焊工艺能够减少局部一次受热过大的原理来控制焊接变形。具体焊接顺序方案如下:
①首先焊接承剪板与钢柱腹板的焊缝,这样能够率先固定好承剪板与钢柱的相对位置。焊接顺序为①→②→③→④(如图8所示)。
②然后焊接承剪板与翼缘连接板的焊缝,这样就完全固定了承剪板,同时固定了翼缘连接板的位置。⑤、⑥、⑦、⑧焊接顺序不分先后。(如图9所示)。
③再焊肋板与钢柱的焊缝,焊接顺序为⑨→⑩→11→12(如图10所示)。
④最后焊接翼缘连接板与钢柱的焊缝,焊接顺序为13→14→15→16(如图11所示)。每条焊缝焊接时,先焊无坡口的一侧,再焊有坡口的一侧。
⑤对于过长焊缝可采用分段退焊的方法。
(7)补涂底漆,涂装中间漆、面漆
①涂装前应先对钢柱腹板连接板及钢梁高强度螺栓连接摩擦面进行清理,保证其干净、整洁,不得有油漆,在清理完毕后用胶带粘贴密封,避免氧化铁的出现和受到后续涂装施工的影响。
②涂装时,应先对焊缝处补涂底漆,然后分别涂装中间漆和面漆,且严格控制涂层间时间间隔。
(8)现场分片拼装
①钢构件运往安装现场后,在现场搭设临时胎具进行预拼装。②拼装之前,需对钢构件高强度螺栓连接摩擦面上贴敷的胶带进行清理。③依据编号将钢构件在胎具中拼装成片并调整到满足图纸要求后,进行高强螺栓初拧紧并在梁柱连接处进行点焊加固。④高强度大六角头螺栓施工初、终拧扭矩的确定:根据《钢结构工程施工质量验收规范》中T=k*P*d
式中:T为施工终拧扭矩(N*m);
k为高强螺栓连接副扭矩系数的平均值,经过扭矩系数复试验得出为0.14;
P为高强螺栓施工预拉力(kN),按表5.8.4.1取值为170kN:d为高强度螺栓公称直径(mm),取20mm,
将数据带人公式T=0.14*170*20≈480N*m,
初拧扭矩值为终拧扭矩值的50%,故初拧扭矩值为240N*m。
(9)安装柱脚板
①依据图纸要求焊接抗剪键与柱脚板,将柱脚板安装于基础之上,并拧紧螺栓。②测量放线:在已安装固定的柱脚底板面,通过测量将两柱中心线做好标记,作为安装基准水平方向基准线。
(10)根据基础实际标高对钢柱二次加工
由于部分管架基础交付高程与设计要求有较大偏差,为保证管架钢梁标高符合设计要求。我们采用调整钢柱高度的方法:首先对柱脚板上表面标高进行测量,得出其与图纸要求的偏差,然后将管架钢柱与柱脚板一一对应,结合设计图纸中钢梁标高,对需要二次加工的钢柱进行切割,以达到安装后钢梁标高满足设计要求的目的。
(11)吊装
将双吊点对称布置于成片管架最高层钢梁上,使用汽车吊进行吊装(如图12),管架到位后将其与提前安装好的柱脚板点焊固定。
(12)管架钢梁标高检验
将钢尺悬挂于钢梁上表面并竖直下拉,用水准仪查看其刻度,保证钢梁标高符合设计要求,其偏差不得超过2mm。
(13)现场焊接
①采用手工电弧焊和二氧化碳气体保护焊,焊材为E4303型焊条和ER50-6型焊丝。②钢梁翼缘板与钢柱悬臂结构的连接板之间的焊缝须全熔透。质量等级为二级。③首先焊接钢柱与柱脚板之间的焊缝,由于焊缝间隙不同,为减少焊接变形,先焊间隙较小的焊缝,后焊间隙较大的。④由于临海高空作业、钢梁翼缘板与钢柱悬臂结构的连接板之间的焊缝质量要求较高,使用二氧化碳气体保护焊时,施工人员制作了防风笼,保证了焊接质量。
(14)高强螺栓紧固
在焊接完成后对高强螺栓进行复拧和终拧。高强度螺栓连接副终拧后,螺栓丝扣外露应为2~3扣。
(15)焊缝补漆
现场焊接完毕后,及时对焊缝进行打磨清理,补涂底漆、中间漆、面漆;对倒运和安装过程中损坏的涂层要及时修补。
4结束语
此次管架钢结构施工进行了大量工艺改进、采用卧式分片预制、钢柱构件焊接顺序控制和安装现场预拼装等新的工艺方法有效的保证了安装装配尺寸精度和施工效率,使得本工程施工质量跨上了新的台阶,也为同类工程的施工起到了很好的指导和借鉴作用。
猜你喜欢
山东工业技术(2017年6期)2017-03-28
科学与财富(2016年18期)2016-12-22
中国高新技术企业(2016年30期)2016-12-20
科教导刊·电子版(2016年8期)2016-06-27
北极光(2016年2期)2016-04-29
哈尔滨理工大学学报(2015年3期)2015-09-21
科技与创新(2015年17期)2015-09-11
科技与创新(2015年12期)2015-07-21
中国高新技术企业(2014年8期)2014-06-14