
卧式气化罐制造及质量控制
2017-01-10 01:48刘亮
中国设备工程 2016年16期
刘亮
(中核建中核燃料元件有限公司,四川 宜宾 644000)
卧式气化罐制造及质量控制
刘亮
(中核建中核燃料元件有限公司,四川 宜宾 644000)
本文主要介绍了卧式气化罐的加工、组对、焊接、检验等制造工艺过程,该设备采用结构复杂的快开门结构,制造的难度相当大。设备在使用过程中要承受0.08MPa的压力,罐内通过电加热产生120℃的高温热空气对30B容器中的六氟化铀进行加热,罐体要承受压力,同时具备密封性能。因为运行时一旦装有六氟化铀物料的30B容器连接处有泄漏,气化罐将起到二次屏障的作用,如果这个二次屏障泄漏,将出现严重的核泄漏事件。中核建中核燃料元件有限公司在制造过程中通过强化质量控制计划,细化工艺方案,从而保证设备制造过程中的关键部位主筒体的焊缝严格受控,总装后罐盖开门机构灵活、密封性能满足图纸技术要求,气化罐经1.0MPa水压试验、0.84MPa氨检漏试验满足技术要求,经联动试车,设备整体性能满足铀转化干法工艺制造的工艺要求。
卧式气化罐;质量控制;制造;试验
卧式气化罐是核燃料元件制造铀转化干法生产线上的关键设备,设计方按Ⅱ类压力容器设计,核燃料生产线的重点工程项目中核建中公司GFX200科研项目、812.08工程400吨扩产、中核北方公司4×100吨干法项目均使用该设备进行UF6气化,其工作原理是将装有UF6的30B容器推入气化罐内,在罐内对30B容器内装的液态UF6进行加热,使30B容器内的液态UF6气化,通过在线称重,实时监控转化过程,气化后物料传送至下一道工序,由于30B容器内介质的特殊性,对该设备的制造要求也是相当严苛。
1 气化罐的特性及结构特点
(1)气化罐的技术特性。气化罐参照JB/ T4731-2005《钢制卧式容器》进行制造、试验及验收,并参考TSGR0004-2009《固定式压力容器安全技术监察规程》制造、检验及制造许可要求。根据容器容积和设计压力的值,该设备达到Ⅰ类容器的标准,但是设计方图纸中明确提出按照Ⅱ类压力容器制造,可见设计方对该设备的重视程度。(2)气化罐结构及特点。设备主要原材料材质为Q345R和16MnⅣ,主要受压元件筒体为δ12厚Q345R材质卷制成DNφ1400的筒体,两端封头,图1中右端为椭圆形封头与筒体焊接成型,左端为球形封头与法兰组焊成快开门结构(图1)。
2 气化罐制造过程的质量控制
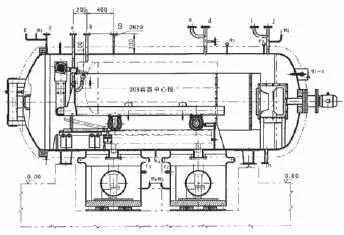
图1 气化罐结构图
(1)焊接工艺评定。根据设备图纸技术条件进行焊接工艺评定。(2)材料控制。原材料、外购件应在合格供货商中选择品牌质量优、服务全面、交货及时的供应商。主要受压原材料进行复验,筒体用钢板进行100%超声检测,并在母材上取样,进行化学性能、机械性能的复检。(3)气化罐筒体制造。①筒体卷制成型的几何尺寸允许偏差,筒体圆度≦14;A类B类焊接接头对口错边量≦3;筒体直线度≦3.3,卷制后的筒体右端与椭圆封头组对、左端与带颈法兰组对、筒体之间的组对尺寸环环相扣,所以都必须将筒体的直径公差控制在一定范围,从而满足对筒体圆度、错边量、棱角度的要求,若对接尺寸超差会使焊缝处因结构不连续而造成应力集中。②筒体组对焊接。筒节、筒体、封头的焊接采用埋弧自动焊接方式,埋弧自动焊接较手工焊具有明显的优势,其送丝速度均匀、焊缝宽度、余高一致且一次成形,确保产品质量、降低劳动强度、提高工作效率,对焊缝质量是一个非常可靠的保证,手工焊因打底和盖面造成的气孔缺陷,通过对焊缝外观进行检查,结果合格,效果非常理想。(4)焊缝的检测。按图纸技术要求对A、B类焊缝进行100%X射线检测,A类焊缝总长4732mm,B类焊缝总长33723mm,所有焊缝经100%X射线检测,检测标准JB/T4730.2-2005,要求合格级别Ⅱ级,检测结果合格。
3 气化罐加工过程的难点和关键点
(1)气化罐罐盖的加工。①罐盖结构分析。罐盖主要由球型封头、法兰、轴承座及轴焊接而成,虽然设计图纸中对法兰底面与支撑轴的垂直度未提出具体要求,但是从快开启门构造原理分析来看,整个罐盖是以轴承座为圆心和支点旋转,如果垂直度未达到的话,罐盖旋转成椭圆轨迹,将对后序的组对组装带来相当大的困难,甚至是颠覆性的。罐盖的右端面为气化罐的密封面,该平面与唇型氟橡胶密封圈贴合形成密封面,是保证设备整体密封性的关键所在。②罐盖的加工工艺的策划。设备制造过程中焊接和热处理将对罐盖产生的变形,如何保证法兰密封面的平面度是保证设备的密封性的难点。制定合理的机械加工工艺,将罐盖的精加工的安排在焊接与热处理之后进行,最大限度的克服它们带来的变形,所以采用罐盖法兰上、下平面预留焊后加工余量,焊后精加工至尺寸,可以避免焊接变形带来的法兰平面翘曲。(2)对快开门结构密封环的要求。为保证快开门机构的开关灵活,密封性能良好,保证罐内气体不会泄漏,设计采用唇型氟橡胶密封,密封圈镶入法兰槽中背后通入0.6MPa压缩空气,用压空的吹力将密封圈紧贴罐盖密封面,从而起到密封作用。所以该作用机理对氟橡胶的软硬程度有较高的要求,图中设计要求氟橡胶达到邵氏硬度45度,硬度太硬装配困难、太软密封效果不好,既保证装配顺利,又起到密封效果。(3)磁力风机底座加工难点。本设备在罐体内需要高温循环风,设计采用磁力风机,磁力风机采用机械磁力密封结构,既可以转动,同时也可以保证设备工作时,罐内热空气不外泄。由于磁力风机出厂时叶轮是做过动平衡实验的,所以为确保风机安装后运转平稳,对磁力风机的安装底座有严格的要求,包括底座平面度、底座安装内孔相对罐体中心的垂直度等。如何正确加工磁力风机底座也是整台设备加工的关键点,我们采取的加工工艺是对安装磁力风机的底座的上平面和内孔保留3~5mm余量,先粗加工后,将留有余量的底座与球型封头焊接成形。整体焊接完成后上立式车床以图中A面为基准精加工高度418尺寸上平面及φ150内孔到尺寸,从而保证电机接触上平面的平面度,以及电机内孔的垂直度,防止焊接产生的变形,保证磁力风机高速运转时的平稳性。(4)气化罐整体热处理。该设备进行焊后热处理,根据设备使用材料Q345R、16MnⅣ等相关材料特点,制定热处理工艺规范。热处理的目的是消除设备筒体在卷圆受到机械挤压以及设备在焊接时,受热产生的热应力,焊缝周围热影响区产生的应力,设备整体热处理后,设备内应力消除,内部组织更加稳定。
4 气化罐的验收
(1)对设备进行耐压试验及气密性试验。在完成了无损检测、总装检验等项目后,对气化罐进行耐压试验及气密性试验,图纸要求耐压试验的介质采用水,水压试验是对容器密封结构和焊缝以及容器强度的检查,气化罐经1.0MPa水压试验,无渗漏、无可见的异常变形、无异常响声,试验合格。气密性试验的介质为含氨体积比1%的压缩空气,经0.84MPa试验,用酚酞试液检查各焊缝及密封面符合要求,无渗漏、无异常声响,试验结论为合格。(2)空载验收和运行验收。空载验收包括对气化罐密封性能、风扇运转情况、电子称、30B轨道以及角阀操纵装置能否正常、气化罐升温检查等内容。经用户现场试验验收后,该设备运行正常和完全具备生产能力。
5 结语
从影响该设备制造零部件加工、焊接、装配、检测等主要因素入手,经分析研究,提出保证其壳体与门制造精度、焊接质量的工艺措施,并成功用于制造,保证了产品以优异质量交付用户,实践证明制造工艺方法正确。2012年中核建中核燃料元件有限公司又在中核北方公司4×100吨生产线中成功制造4台气化罐,已安装至用户现场进行调试,并投入使用,用户对建中公司发来感谢信。(2)核设备制造需把握的关键要素。核设备制造要先熟悉设备工艺使用特性,尤其是动态特性的变化,现场的工艺流程,便于对设备制造质量细节部位的加工质量进行识别与控制。制造加工前的质量策划非常必要,对加工过程质量风险辨识清楚,对过程环节的工艺文件,过程信息辨识完整,使过程控制更加精准有效,提高产品的质量可靠性,不出现系统质量风险。
[1]GB150.1~150.4-2011.压力容器.
[2]JB/T4731-2005.钢制卧式容器.
[3]NB/T47014-2011.承压设备焊接工艺评定.
[4]JB/T4730.1~4730.6-2005.承压设备无损检测.
TL21
A
1671-0711(2016)11(下)-0018-02
猜你喜欢
一重技术(2021年5期)2022-01-18
环境卫生工程(2021年4期)2021-10-13
格言·校园版(2021年22期)2021-09-27
煤气与热力(2021年7期)2021-08-23
智慧少年·故事叮当(2021年3期)2021-06-29
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
装备制造技术(2020年1期)2020-12-25
诗林(2019年6期)2019-11-14
