基于四辊可逆冷轧机的实训室研发
2017-01-12 03:29山西工程职业技术学院王远
河北农机 2016年12期
山西工程职业技术学院 王远
基于四辊可逆冷轧机的实训室研发
山西工程职业技术学院 王远
在理实一体化教学理念的指导下,提出了300mm单机架四辊可逆冷轧机组生产线的研究思路。文中首先介绍了轧钢生产线的组成,并以四辊可逆冷轧机为例,对轧钢生产线的整体布局进行了详细的描述。为理实一体化教学的落实奠定了良好的基础。
理实一体化;四辊可逆冷轧机;教学;工作辊;支撑辊
引言
近年来,随着钢铁产品的多样化,轧钢机械也在专业人员的研究下向着多元化方向发展。钢铁工业生产的最终环节是轧钢生产,同时轧钢也是钢铁加工的重要方法之一[1],钢铁的轧制在我国的工业体系中占有很重要的基础地位。
目前,轧钢生产主要是以钢坯为原料,经过各类轧钢机械加工生产出不同类型的钢铁成品。轧钢加工分为热轧加工和冷轧加工。冷轧加工是在常温下对热轧钢进行加工,因此从实训室轧钢教学的角度上分析,冷轧生产线的建设较易实现。在冷轧板带钢生产线上,四辊可逆轧机是较为经典的平行辊轧机,该工作机座是由四个垂直布置的水平轧辊组成,分别为两个工作辊和两个支撑辊,板带钢在轧制过程中仅在两个中间的工作辊间进行。
轧钢实训室建设的目的主要是有利于教学人员对轧钢机械结构及控制的研究,以及轧钢专业的学生能够在学习过程中通过动手操作控制板带钢的轧制,进行更深层次的研究与学习。
1 300mm教学用单机架四辊可逆冷轧实验机组
300mm教学用单机架四辊可逆冷轧实验机组主要由轧钢生产线、液压控制系统以及电气控制系统三部分组成。
轧钢生产线是以300mm单机架四辊可逆冷轧机为主轧机,开卷机、夹送直头机、入口液压剪、左卷取机、机前装置、机后装置、夹送辊、圆盘剪、切尾剪、右卷取机为辅助轧钢机械组成的一套板带钢冷轧生产线。
液压系统主要包括伺服液压系统、传动液压系统。传动系统由传动泵站及3个传动阀台组成,用于对机组中的普通传动油缸的动作控制;先进的电液比例控制系统,用于对轧机的液压压上油缸及轧线标高调整油缸进行高精度的比例伺服控制[2-3]。
电气控制系统的主传动采用直流电动机,西门子(6RA70系列)全数字控制的晶闸管整流调速;自动化系统选用CPU314-2DP处理器,完成整个机组的信息采集及逻辑顺序控制。S7-300 PLC通过PROFIBUS-DP网与功能PLC从站(6RA70)以及ET200M形成分布式结构,实现机组速度主令控制、自动发电量控制(AGC)、生产过程监控、设备故障报警等功能。
2 机组工艺流程
可逆轧工艺流程:
第一道次:上卷→开卷机→夹送矫直机→液压剪→机前装置→四辊轧机→机后装置→液压剪→转向辊→右卷取机→卸卷小车。
第二道次:右卷取机→转向辊→液压剪→机后装置→四辊轧机→机前装置→→左卷取机→卸卷小车。
为了便于操作人员正确操作,故将测定好的数据列成表(表1),液压传动系统的系统压力设定为8~12 MPa,主要用于一般传动。液压伺服系统的系统压力设定为16~25MPa,主要用于压上缸向上拖动下支撑辊以及弯辊缸对上、下工作辊施加弯辊力。工作辊及支撑辊直径均为300mm,左卷取机和右卷卷取的卷筒直径均为410mm。表中其他数据为数据上限,操作人员在操作过程中所设定的数据应小于或等于该上限。
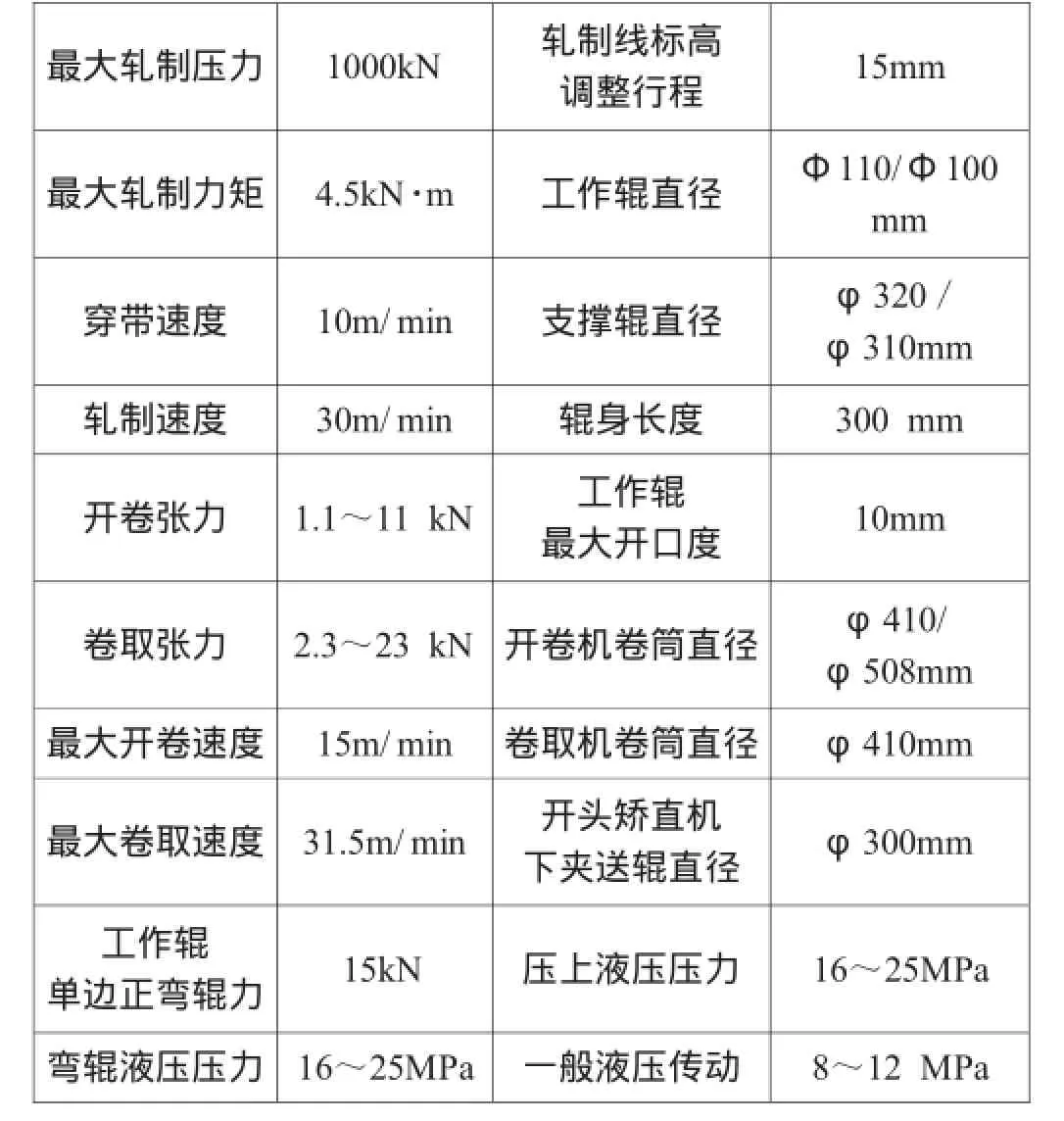
表1 机组性能
3 300mm单机架四辊可逆冷轧机组主轧机的设计
图1为300mm单机架四辊冷轧机组的主轧机,机架为闭式机架,操作人员在换辊时需要用到换辊小车进行轴向换辊,由于该轧机为单机架轧机,故换辊采用手动换辊。两个工作辊和两个支撑辊垂直布置在机架上,工作辊为轧钢生产的主要部件,同时也是易损件,在工作一段时间之后需要进行换辊维护。轧机的平衡装置采用的是八缸式平衡装置,工作辊有四个平衡缸,支撑辊也有四个平衡缸[4]。压上装置采用的是液压压上缸,压上缸位于机架下横梁上,压上缸的液压系统采用的是液压伺服系统,传感器通过对辊缝的闭环监控,将信号反馈到电气控制系统,再通过液压伺服系统驱动压上缸进行工作。
该四辊冷轧机为可逆冷轧机,操作人员可以通过电控系统设置道次,对轧机轧制板带钢的方向进行控制。从图1可以看出,带钢可以向右进行轧制,同时也可以向左轧制,轧制线标高的调整行程为15mm[5]。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
山东冶金(2022年4期)2022-09-14
山东冶金(2022年3期)2022-07-19
江苏钢铁(2022年9期)2022-07-02
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
中国金属通报(2021年2期)2021-05-23
航天工业管理(2019年11期)2019-04-20
能源(2017年9期)2017-10-18
凿岩机械气动工具(2016年2期)2016-11-11