
西门子S7—200系列PLC改造车床电气控制系统
2017-02-17 17:45田忠贺
中小企业管理与科技·上旬刊 2017年2期
田忠贺
摘 要:随着我国工业化的发展,在车床方面的需求量增加,使用量比较大的为西门子S7-200系列车床,但是由于对加工效率的要求提高,对加工精度要求的提高,普通的卧式车床电气控制系统已经不能适应加工要求,针对这一情况,相关技术人员在原有机床基础上,对其电气控制系统进行PLC改造,改造后零件加工精度得到提高,工作效率提高,降低了故障率。下面就对这些方面进行分析,希望给有关人士一些借鉴。
关键词:S7-200系列;PLC改造;电气控制系统
中图分类号: TM571 文献标识码: A 文章编号: 1673-1069(2017)04-188-2
0 引言
通过对很多工厂现实情况调查,发现其现有的西门子S7-200系列PLC都处于闲置状态,技术人员通过对其继电器控制系统进行改进,不仅改装费用低,而且达到很好的效果,提高机床加工的自动化水平,还可以有效利用一部分的西门子S7-200系列PLC,有效节约企业的资源,将资源合理化利用,下面就以C650普通卧式车床电气控制系统改造为例进行分析。
1 分析车床改造在电力拖动方面的需求
C650普通卧式车床电气控制中,有一个主动控制功能,动力来源于三相鼠笼型异步电动机M1拖动,设计应用功率是30KW,而且该装置还可以在完全空载状态下启动。对于刀架横向移动而言,需要进行左右移动的精确控制,进而保证刀具进给量在一个可以控制的范围内,完成这一项工作不仅需要运动驱动,还需要挂轮箱传给溜板箱的配合,这样才能对刀架进行拖动。车床在车削螺纹的时候,主轴的旋转运动和刀架移动有一个合理的比例关系,因此设计人员使用了一台电动机进行拖动,主轴箱产生动力,动力依靠机械传动链进行传递,这样才能很好的拖动刀架。对于选用的主轴电动机而言,其可以正向旋转和反向旋转,在进行零件加工时,会产生非常大转动惯量,因此必须应用速度继电器对设备停车进行控制,为了调整和加工零件方便,使用主轴电动机还配备了电动功能。
2 分析主动电动机的控制特点
对于主轴电动机而言,在对其进行有效控制时,需要KM1、KM2、KM3接触器的共同控制,电动机的接线主要由三部分组成,第一部分是KM1、KM2两个触点组成的,这样电动机就可以进行正转和反转的调整,第二部分是互感器和电流表组成,都和主电动机的回路连通,通过时间继电器就可以进行延时操作,在短路时间范围内电流表会暂时短接,第三部分是通过交流接触器主触点对电阻进行控制。
除此之外,在原有的C650型卧式车床电气控制系统中,还设置了辅助控制装置,电动机单独拖动溜板箱移动,这样拖动的速度会更快,提高整体的工作效率,一线工作人员的强度也得到大幅度降低。结合实际需求,还可以转换为手动控制,因此设计的M3属于点动,KM5接触器对其进行控制。
3 西门子S7-200系列PLC改造车床电气控制系统的实施
3.1 分析设计的改造方案
技术人员通过全面了解C650型卧式车床电气控制电路,确定了以下基本改造方案,第一点,对于原车床工艺、加工方法等都不需要进行改变,可以提高改造进度,降低改造成本。第二点,在改造过程中,将主电路的原有元件都予以保留,不对其电气的操作方法进行改变。第三点,电气控制系统控制元件主要有接触器、热继电器、按钮、行程开关等,这些元件的作用和之前的作用相同,因此不需要进行改变。第四点,主轴的进给启动、变速冲动、低速、制动、高速等操作方法不需要进行改变,第五点,对于原油设备的继电器控制硬件连接方式进行改变,变为PLC编程模式,提高工作效率,第六点,在之前的线路中短接了一个时间继电器KT,在改造时将其用KA进行替换,这样就可以使用内部时间继电器进行控制,KA完成动断触点之后,就可以对主电机进行正反转的控制。
3.2 分析具体的改造内容
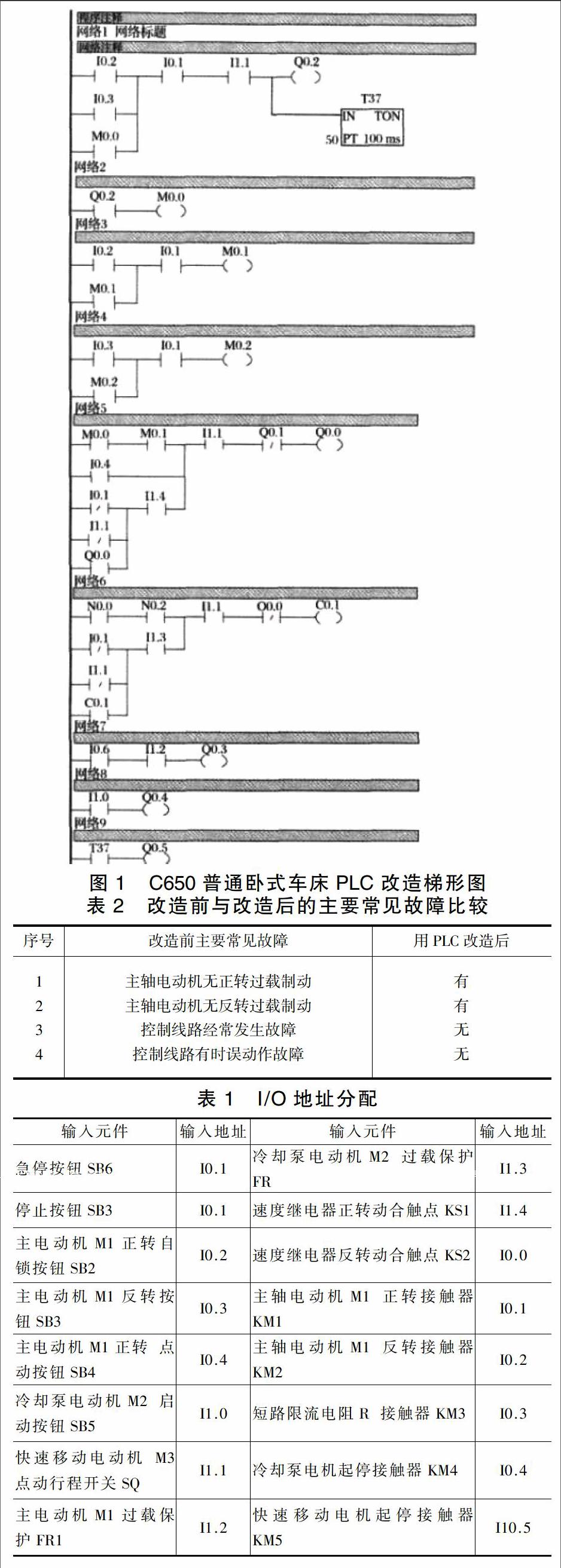
3.2.1 分析对I/O地址分配的改造方法
对于车床的电气控制系统而言,不需要过多的复杂功能,只需要逻辑运算等一些简单的控制功能,对于需要改造的车床而言,单机自动化控制系统非常适合,不仅改造成本低,而且现有控制功能就可以满足实际的元件加工。表1是I/O地址分配情况,对于该车床的电气控制系统而言,共需要六个输出信号,十个外部输入信号,结合PLC现有的输出点和输入点,比改造后需要的有30%的冗余,这一为了以后的扩展,或者对该控制系统进行后续的完善工作,使用的PLC型号为SIEMENSS7-200CPU224[1],使用供电系统为AC220V,输入点是DC24V14,对于继电器型在交流10点输出,具体的分配情况如下所示[3]。
3.2.2 对主轴电动机的控制措施分析
技术人员对基床的各个部分进行了检查,发现线路没有问题后,就可以进行正常的通电操作,先将电动机的正转按钮按下,让动合触点处于一个闭合状态,然后接通Q0.2,当PLC在通电状态下,I1.1和I0.1都处于闭合狀态,那么整个线路就处于闭合状态,这样主轴电动机就开始正向转动,当转速达到120r/min时,继电器的正转动触点开始闭合,为正向旋转反向制动做好了准备,T37进行计时,在5s之后就开始动作,T37动合点触点闭合,然后将Q0.5连通,电流表对主轴电动机运行电流进行检测,保证其工作的正常。
3.2.3 分析对快速移动的改造
电动机在快速移动时,将SQ位置开关压下,接通Q0.4电动机就会启动运行,将开关SQ.I1.0释放,动合触点开始复位,电动机就会停止运行,当停电的时候,或者电压不足的时候,KM5就开始复位,就可以对电机进行欠压和失压保护。
3.2.4 改造后故障情况分析
经过改造之后,车床故障有了明显降低。
4 总结
通过以上对西门子S7-200系列PLC车床电气控制系统进行改造,虽然改造整体投入很大,但是设备运行的故障率有效降低,设备运行的安全性、稳定性都有很大提高,日常维护成本降低,降低了操作故障。
参 考 文 献
[1] 邱利军,王凯,李勇.西门子S7-200系列PLC改造车床电气控制系统[J].国外电子测量技术,2010,29(11):63-67.
[2] 孙绍晟.西门子S7-200PLC改造半轴壳液压外圆车床电气系统[J].中小企业管理与科技,2010(33):279-280.
[3] 高安邦,石磊,高晓辉.德国西门子S7-200PLC版机床电气与PLC控制技术理实一体化教程[M].机械工业出版社,2012(3):132-134.
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
电力与能源系统学报·中旬刊(2020年1期)2020-06-30
科学导报·学术(2019年28期)2019-09-10
智富时代(2018年6期)2018-08-06
智富时代(2018年6期)2018-08-06
环球市场信息导报(2018年17期)2018-08-05
科学与财富(2018年14期)2018-06-11
科学家(2017年24期)2018-01-11
科学与财富(2016年34期)2017-03-23
电气世界(2009年7期)2009-08-28
