
降低R 19.7 tex成纱条干异常的生产实践
2017-02-27 09:42贺梅
纺织器材 2017年1期
贺 梅
(咸阳纺织集团 三分厂,陕西 咸阳 712000)
降低R 19.7 tex成纱条干异常的生产实践
贺 梅
(咸阳纺织集团 三分厂,陕西 咸阳 712000)
为了降低环锭纺R 19.7 tex纱突发性条干异常,对布面出现的条干形态进行分析,采用排除法确定突发性条干异常产生原因是粗纱停车时三罗拉颤动所致;分析导致三罗拉颤动的根本原因是三罗拉与下销棒距离偏大,将罗拉座中安装下销棒的内壁宽度由2.95 mm改造为2.40 mm,问题解决。指出:常规纱疵大多可通过粗细节长度推算产生位置,非常规纱疵需结合排除法解决;反复验证、找准原因,是解决实际生产问题的关键。
R 19.7 tex;条干;机械波;罗拉;颤动;下销棒;纱疵
0 引言
咸阳纺织集团三分厂自2015年8月投产以来,布面纱疵基本稳定,但10月下旬,陆续出现条干疵布,起初条干疵布每天达5匹~8匹,之后与日俱增,布面质量严重下降。为此,纺纱技术人员、相关职能人员上机检查,分析研究,追踪试验并整改,使布面条干得以控制,达到预期效果。现对R 19.7 tex纱降低突发性成纱条干的具体实践情况进行介绍。
1 生产工艺流程及条干形态
生产流程:B0-A2300型往复式抓棉机→CL-P型预清棉机→MX-I 6型集成混开棉机→CL-C1型精清棉机→TC5-1型梳棉机→FA313B-60型并条机(头并)→RSB-D45C型并条机(末并)→SMT1801型粗纱机→Z71型细纱机→AC X5型络筒机。
布面条干形态不同,起初粗节长度为6cm~10 cm,之后粗节长度为40 cm~50 cm,最后又变为20 cm~28 cm。
2 条干纱疵原因分析
对布面条干形态及长度分析,条干纱疵产生环节应在细纱工序[1],故对问题进行查找。
2.1 派专人上车摸细纱牵伸胶辊、胶圈是否运行正常,对查出的不良锭子进行纺纱试验。
2.2 针对络筒工序个别锭子纱线频繁断头问题,对频繁断头锭子纱线进行乌斯特条干试验,经多次反复试验发现易断头的纱线条干CV值高达21%~27%,指标明显异常。
2.3 为了查找条干CV值高的其他锭子,在细纱落纱后,对整台车1440个锭子进行标识,以便在络筒倒纱时准确查找频繁断头的细纱锭子及对应粗纱。经过多次追踪测试,发现易断头纱线波谱图不稳定,主要有以下两种现象。
2.3.1 R 19.7 tex成纱机械波在50 cm处的波谱图、曲线图,如图1和图2所示。
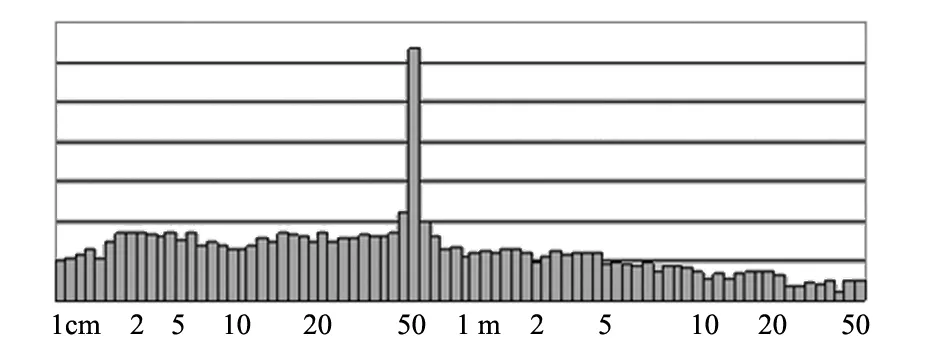
图1 R 19.7 tex纱50 cm机械波波谱图
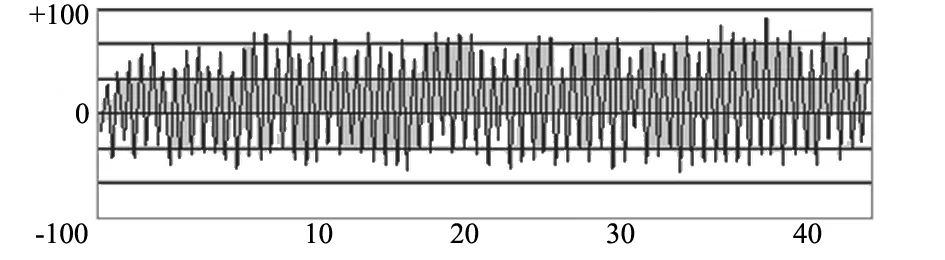
a) 纱段1
b) 纱段2
经测试R 19.7 tex的50 cm机械波对应的成纱条干CV值为23.63%,细节为321个/km,粗节为28个/km,棉结为36个/km。
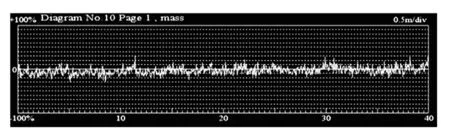
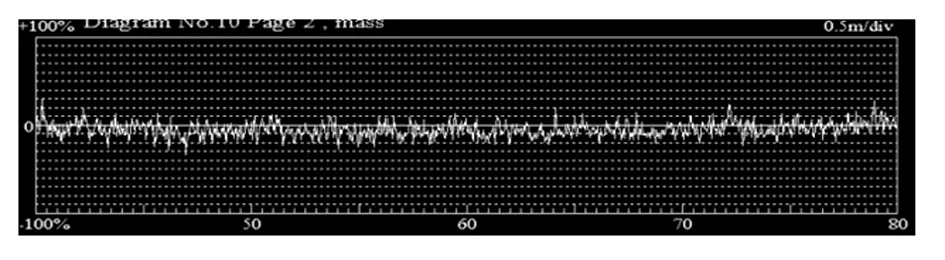
2.3.2 R 19.7 tex成纱机械波在25 cm处的波谱图及曲线图,如图3和图4所示。

图3 R 19.7 tex纱25 cm机械波波谱图

a) 纱段1
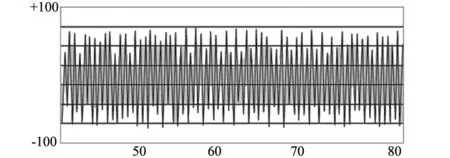
b) 纱段2
经测试R 19.7 tex的25 cm机械波对应的成纱条干CV值为21.83 %,细节为64个/km,粗节为2个/km,棉结为7个/km。从曲线图可知纱线粗细节波动较大,高达±90%,指标严重异常。
2.4 将R 19.7 tex纱存在50 cm、25 cm机械波所对应的粗纱进行条干测试,条干CV值为16.22%~20.10%,指标明显异常[2]。
3 粗纱工序机械波原因分析
3.1 对9台粗纱机的传动齿轮、牵伸通道的胶辊、胶圈、罗拉,在动态、静态时逐锭检查,未发现异常[3]。
3.2 从细纱所查粗纱发现,起初条干纱出现在5号粗纱机,后来逐步出现在6、8、7、4、2、1号,在所查粗纱中发现一个特殊规律,有些条干纱是粗纱同一落纱且在同一位置出现异常,可能是粗纱在某一时间牵伸传动部位出现异常所致,初步怀疑是值车工在处理粗纱断头时频繁点动开车,产生不匀纱。为了验证这一推测,在3号粗纱机上点动开车6次,纺粗纱25 m,测试发现条干在10cm处略有机械波,条干CV值为7.12%,基本正常,排除了这一疑点。
3.3 经技术人员认真细致观察并不断摸索试验,在1号粗纱机上不断点动开关车并摸胶辊、胶圈,发现粗纱机在每次关车后、即将停车前,三罗拉严重颤动,但在正常生产运转时牵伸通道罗拉转动一切正常。之后对其它粗纱机逐台关车摸牵伸胶辊、罗拉,发现每台车停车前均存在三罗拉不同程度颤动问题。颤动程度分3种:第1种是严重顿挫;第2种是明显顿挫;第3种是轻微顿挫。经过对严重罗拉颤动机台频繁开关车并取样试验成纱条干,其波谱图、曲线图形态基本吻合,从而判断导致出现突发性条干的主要原因是三罗拉颤动。
4 罗拉颤动原因分析及解决方案
4.1 罗拉颤动原因分析
我厂所用粗纱机于2015年8月投入使用,罗拉直径为32 mm,胶圈规格为41.5 mm,该机原装胶圈生产日期为2013年12月,虽然还未达到2 a使用寿命周期,但胶圈购回后,由于新厂房,车间空调等一系列配置均未完善,对胶圈存放有一定的影响,机器使用运转一定时间后胶圈出现龟裂、硬化等问题,导致三罗拉颤动[4]。
根据罗拉颤动由重到轻的顺序,逐台将原胶圈更换为2015年3月制造的胶圈,更换后,各机台罗拉颤动问题消除。图5为R 9.8 tex粗纱更换胶圈后的波谱图,条干CV值为6.12%。图6和图7为R 9.8 tex纱所纺R 19.7 tex细纱波谱图和曲线图,
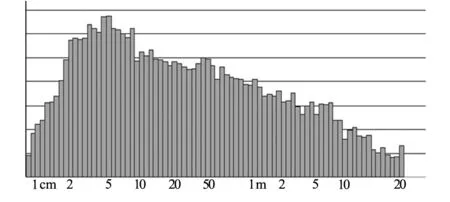
图5 R 9.8 tex粗纱更换胶圈后的波谱图

图6 R 19.7 tex细纱波谱图
a) 纱段1
b) 纱段2
纱线条干CV值为11.91%,细节为2个/km,粗节为10个/km,棉结为24个/km。
图5~图7表明,更换胶圈后粗纱、细纱条干曲线波动正常,各项指标均在正常范围内。
随着粗纱机胶圈的更换,成纱条干纱疵率大幅下降,由原来的3.50%下降到0.23%,达到了预期目的。但连续使用2个月后,布面再次出现大量条干波动,经检查发现粗纱三罗拉颤动问题再次发生。为了杜绝继续产生条干波动,将三罗拉颤动严重的机台胶圈再次进行更换,罗拉颤动问题又一次消失,之后更换所有机台胶圈,问题得以解决。
随着罗拉颤动问题的二次出现,为了查找根本原因,技术人员对每台车胶圈的更换时间进行了跟踪检查,发现胶圈刚上机时牵伸通道运转一切正常,当胶圈使用一周后罗拉开始出现轻微颤动,半个月后罗拉明显颤动,一个月后罗拉逐步出现严重颤动。
4.2 罗拉颤动解决方案
4.2.1 检查牵伸系统各部分齿轮啮合状态,对其进行重新安装,罗拉颤动未消失。
4.2.2 分别更换不同厂家生产的同规格、不同规格胶圈,经试验发现罗拉顿挫问题仍然存在。
4.2.3 将下胶圈直径由41.50 mm调整到41.75 mm,胶圈在纺纱过程中出现左右滑移;采用直径为41.60 mm胶圈时,罗拉仍出现颤动问题。
4.2.4 调整胶辊加压。胶辊压力由前向后依次为120 N/双锭、200 N/双锭、150 N/双锭、150 N/双锭,按顺序调整为150 N/双锭、200 N/双锭、200 N/双锭、200 N/双锭,调整后三罗拉颤动仍未得到改善。
4.2.5 通过调整后区牵伸倍数、罗拉隔距及胶辊加压等相关参数,罗拉颤动问题依然存在。以4号粗纱机纺R 9.8 tex纱为例,具体参数见表1。
表1 纺R 9.8 tex粗纱相关工艺调整参数

工艺参数后区牵伸牙/齿后区牵伸倍数罗拉隔距/mm胶辊加压/N调整前611.356.5×23×30120×200×150×150调整后651.2610×24×33150×250×200×200
4.2.6 改造三罗拉座。将9号粗纱机的安装下销棒内壁宽度收缩0.45 mm,即将内壁宽度由原来的2.95 mm减小到2.50 mm,从而缩短下销与三罗拉之间的距离,以改善下胶圈与三罗拉之间的牵伸张力。改造后刚上机时,牵伸通道罗拉运转基本正常,运转1周后,三罗拉仍然有轻微颤动,半个月后罗拉明显颤动,问题依然存在。
为解决该问题,对罗拉座进行了二次改造,将安装下销棒的内壁宽度在第一次的基础上再收缩0.10mm,即由2.50mm改为2.40mm(原宽度为2.95mm)。罗拉座经二次改造后,在5号粗纱机上进行安装试验,通过跟踪发现牵伸通道罗拉运转正常,问题得到解决。之后,逐步对其它粗纱机的罗拉座进行改进,从根本上杜绝了罗拉颤动问题。
5 结语
在生产实践中,布面产生条干异常的原因是多种多样的。常规纱疵大多可以通过粗细节长度推算出产生位置,非常规纱疵只能结合排除法进行分析解决;关键是要掌握基本工艺原理,熟悉机器操作,在分析过程中多做跟踪对比、故障模拟试验,反复验证、找准原因,从而解决问题。
[1] 张健.细纱工序波谱分析实践[C]//2007’中国纱线质量暨新产品开发技术论坛论文集.西安:全国棉纺织科技信息中心,2007:478-479.
[2] 贺梅.粗纱工序机械波分析[J].纺织器材,2015,42(6):44-47.
[3] 李友仁.电容式条干义在纱线质量控制中的应用[M].北京:中国纺织出版社,2006:110-202.
[4] 徐少范.棉纺质量控制[M].北京:中国纺织出版社,2002:111-122.
Production Practice of Reducing Evenness Abnormality of Yarn R 19.7 tex
HE Mei
(The 3rd Branch of Xianyang Textile Group,Xianyang 712000,China)
To reduce the accidental evenness of ring spun yarn R 19.7 tex,analysis of the evenness state of the fabric by exclusion method finds that the accidental evenness results from fibrillation of the three rollers in roving stop.The fibrillation of the three rollers is fundamentally caused by the large distance between the three rollers and bottom apron bar.Adjustment of the inner width of the bottom apron bar on the roller seat from 2.95 mm to 2.40 mm solves the problem of the transformation.It is pointed out that most of the conventional yarn faults can be located with the length of slubs while the accidental faults should refer exclusion method.Repeated verification for the fibrillation cause is important in production.
R 19.7 tex;evenness;mechanical wave;roller;fibrillation;bottom apron bar;yarn fault
2016-05-05
贺 梅(1975—),女,陕西榆林人,工程师,主要从事棉纺工艺研究及管理方面的工作。
TS103.11
B
1001-9634(2017)01-0048-03
猜你喜欢
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01
高中数理化(2022年2期)2022-02-22
中学生数理化(高中版.高考理化)(2021年5期)2021-07-16
国际纺织导报(2021年1期)2021-04-20
纺织器材(2020年1期)2020-03-24
国际纺织导报(2019年2期)2019-05-30
中国纤检(2015年15期)2015-11-13
合成纤维工业(2015年3期)2015-08-05
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16
化纤与纺织技术(2014年1期)2014-03-30
