
旋转式多工位自动干果包装机的设计
2017-03-14 07:24王丰元聂家琎
食品与机械 2017年1期
王丰元 李 兰 李 震 聂家琎 周 俊 曹 硕
(1. 青岛理工大学汽车与交通学院,山东 青岛 266520;2. 青岛理工大学机械工程学院,山东 青岛 266520)
旋转式多工位自动干果包装机的设计
王丰元1李 兰1李 震2聂家琎2周 俊2曹 硕2
(1. 青岛理工大学汽车与交通学院,山东 青岛 266520;2. 青岛理工大学机械工程学院,山东 青岛 266520)
针对现有的干果包装机多为功能单一、占地面积大、对人工依赖程度高等问题,设计一种旋转式多工位自动干果包装机,该机器集干果的定量收集、装袋、热塑封袋、纸袋整齐装箱、自动封箱等功能于一体。该机器结构紧凑,功能齐全,主要包括3个系统,即:旋转式可控定量投料系统,集抓袋、开袋、装袋、封袋于一体的打包系统,装箱、封箱系统。经实验验证,该机器每小时能包装720袋(合360 kg)干果,损失率≤2%。
干果;包装机;旋转式;多工位;可控定量
现有的干果包装机器[1]多采用光电技术和重感称量方式进行计量,利用大型流水线进行包装,功能单一,占地面积大,对人工依赖程度高,而且所需成本较高。
封少坤[2]发明了一种改进型食品包装机,根据被计量物的特性结合可细微调控的食斗开闭合门达到瞬时计数的功能,设置有称重提醒装置可包装出一定质量的食品。过山[3]发明了一种干果坚果零食包装机器,该机器是将干果用盒体包装成三角锥形。Young-Man Jeong等[4]构建了一个包装自动化系统,并制造了一个自动监测系统来测试其性能的好坏和螺丝/螺栓生产线包装过程中的自动化程度。Yamamoto等[5]开发了一个在可回收托盘或单层托盘上包装草莓的自动包装系统。邓永祥等[6]对CH型透明纸包装机烟包压紧装置进行了改进,采用气缸配合的停机可提升式压紧装置,以解决小盒烟包表面被输送带擦出划痕的问题。邵忠良[7]设计了一种基于PLC的FFS包装机移动平台及控制系统,使之能够自由平移、旋转及定位等,与下料口准确对接,协调定量秤、包装机的动作配合,从而使系统按照设定的工艺流程高效地完成整个生产过程。上述典型案例基本满足各类形态被包装物的包装需求,相较之,本研究采用整体化多工位设计思路,将其全部功能利用同一驱动轴得以实现,机构简单且完成度高。
根据市场需求和干果包装需要,本研究拟设计一种旋转式多工位自动干果包装机,该机器集干果的定量收集、装袋、热塑封袋和纸袋的整齐装箱、自动封箱等功能于一体,可以实现干果的装袋、装箱一体化自动包装,与传统流水线生产相比,占地面积小,无需人工参与,大大提高了干果包装的效率。而且像葵花子、桂圆、蚕豆等体积较小的干果,对重量要求不那么严格,以体积作为标准计量方式更为便捷。采用可降解材料的纸袋包装(最大体积为800 cm3),在包装过程中不易损坏,符合绿色包装的理念。
1 总体设计方案
1.1 总体布置方案
旋转式多工位自动干果包装机主要包括3个系统,分别为:旋转式可控定量投料系统,集抓袋、开袋、装袋、封袋于一体的打包系统,装箱、封箱系统。产品整体结构见图1。旋转式可控定量投料系统位于机器最上端,主要实现干果的储料、送料、定量、调控容积功能;打包系统位于旋转式可控定量投料系统下方,主要实现干果可调控的定量装袋、封袋功能;斜面间歇运动式整齐装箱系统和环形自动封箱系统位于机器底端,主要实现袋装干果的自动装箱、封箱功能。
包装机整体尺寸为1 200 mm×1 200 mm×1 800 mm(长×宽×高),动力由电机提供,其型号为JK 90YCJ 90/4(济宁精科电机有限责任公司)。机架采用20 mm×20 mm×4 mm 的角钢,材料为轧制钢。传动方式主要是带传动和齿轮传动,小带轮结构为实心式,大带轮结构为腹板式,材料均为HT200。限位导轨直径1 200 mm,采用铝合金材料。
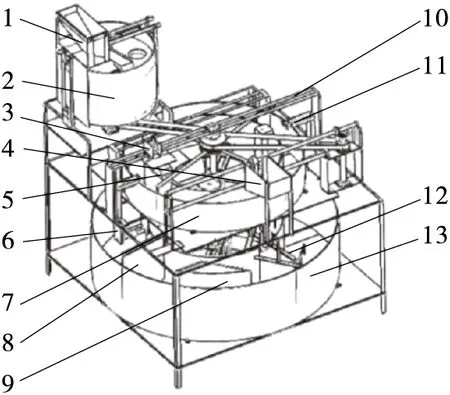
1. 料斗 2. 旋转式定量桶 3. 鼓风机 4. 储袋箱 5. 吸盘 6. 封箱装置 7. 小挡板 8. 大轮毂 9. 束箱机构 10. 小轮毂 11. 热塑封袋装置 12. 前挡板 13. 大挡板
1.2 包装机工作原理及工作过程
将一定量的干果倒入机架上方的储料斗1(见图1),干果沿着储料斗滑槽进入旋转式定量桶2中,经定量后均匀落入伸缩定量管中,利用齿轮齿条升降机构调节伸缩定量管体积,进而控制干果的包装体积和质量。同时,电动机顺次带动各级锥齿轮转动,从而带动皮带上的抓袋叶片循环转动,抓袋叶片在运动过程中抓下储袋箱4中的包装纸袋。纸袋落到滑槽上时,固连在轮毂上的辐条推动包装袋间歇式运动,当纸袋到达光电感应处时,气缸带动具有吸气功能的吸盘5将纸袋吸开,同时鼓风机3工作将纸袋完全展开。纸袋装料后,运送到热封装置11处,气缸带动封袋器将纸袋封口,完成封袋后,纸袋经滑槽落入纸箱中,滑槽处装有计数继电器,当落下纸袋数达到设定值时,封箱系统开始工作。封箱系统中,箱子沿轨道依次经过:可复位连杆机构、左右合盖装置及可复位封箱装置。在左右合盖处,纸箱完成左右合盖,最后利用可复位封箱装置,将纸箱胶封。可使干果损失率≤2%,干果成功收集率≥98%。整个包装过程无需人工参与,只需要机械工作即可完成。包装后的干果胶封在箱子中,便于下一步的运输与流通。
2 主要系统的设计
2.1 旋转式可控定量投料系统的设计
旋转式可控定量投料系统,集干果体积的定量、可改变体积、可振动防阻塞三大功能于一体,包括料斗、定量装置、旋转装置、震动装置,见图2。将一定量的干果倒入机架上方的储料斗,干果沿着储料斗滑槽进入旋转式定量桶中,为使干果能顺利通过料斗,料斗出口形状设置为40 mm×40 mm的正方形,此时固定在机架上的挡板挡住干果转动并落入直径为60 mm的伸缩定量管中。由链轮带动齿轮齿条纵向移动转化为升降盘的平动,从而控制定量管的长度(120~200 mm),进而控制干果的包装体积和质量。同时,电动机顺次带动各级锥齿轮转动,从而带动皮带上的抓袋叶片循环转动,抓袋叶片在运动过程中抓下储袋箱中的包装纸袋。
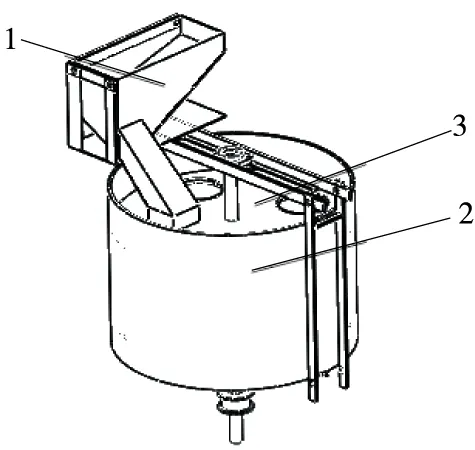
1. 料斗 2. 旋转式定量桶 3. 定量盘
2.1.1 旋转式定量桶 旋转式定量桶(图3)的直径为40 mm、高为40 mm,桶壁是透明的,方便控制人员根据桶壁上刻度来调整伸缩定量管体积,电动机获得动力进行旋转,带动平动式升降盘进行上下平移。定量盘、平动式升降盘通过主轴自上而下依次连接在一起,伸缩定量管环形阵列在定量盘上,安装在定量盘与平动式升降盘之间,开口上大下小,可以随着平动式升降盘的上下移动而压缩和伸长,从而控制定量管的长度,起到干果定量的作用。
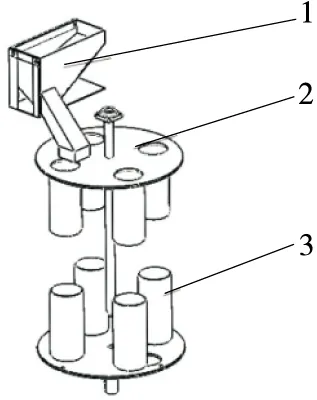
1. 料斗 2. 定量盘 3. 伸缩定量管
2.1.2 平动式升降盘 平动式升降盘(图4)的主轴由电机提供动力,在定量过程中,平动式升降盘固定不动,随着定量盘的转动,挡料板把落在定量盘上的干果拨到每一个伸缩定量管内,挡料板与机架固连在一起,考虑到定量盘转速不大,故其所受到的弯曲应力未达到其强度极限。出料管直径为66 mm,安装在平动式升降盘下方,保证出料管上端压缩部分在平动式升降盘向上或向下运动时能够与升降盘紧密接触,确保干果不会漏出,一定量的干果通过出料管投出。出料管一侧安装有偏心震动装置,偏心轴的旋转给出料管稳定而高速的震动,保证干果不会堵塞在出料管内。
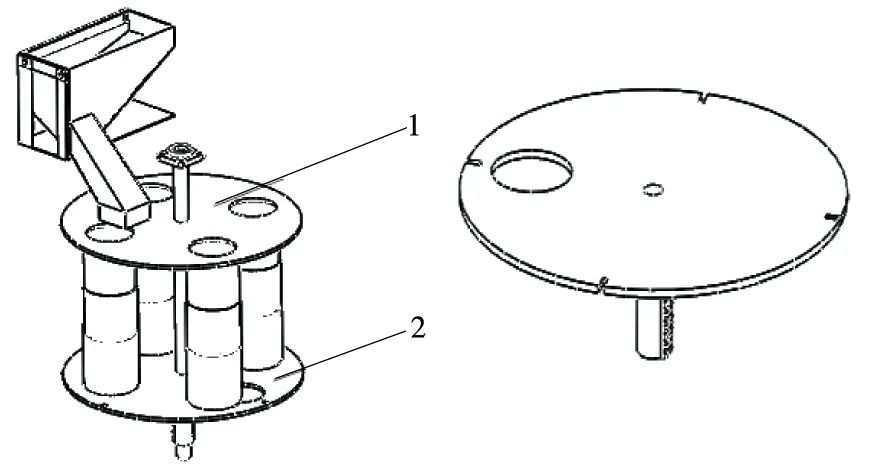
1. 定量盘 2. 平动式升降盘
2.2 打包系统的设计
集抓袋、开袋、装袋、封袋为一体的打包系统俯视图见图5,包括摩擦取袋装置、包装袋运送装置、吸盘式开袋装置、落料装置、热塑封袋装置、槽轮间歇机构和主轴。电动机顺次带动各级锥齿轮转动,从而带动皮带上的抓袋叶片循环转动,抓袋叶片在运动过程中抓取储袋箱中长为180 mm、宽为130 mm的包装纸袋。纸袋落到滑槽上时,固连在轮毂上的辐条推动包装袋间歇式运动,当运动到吸盘式开袋装置处时,感应器感应到包装袋,气缸开始工作,带有抽气功能的吸盘吸附在包装袋两侧,当轮毂下次开始转动时,感应器停止工作,气缸撤回,从而带动吸盘将包装袋开口,在此过程中鼓风机也通过感应器实现对包装袋完全展开。当包装袋推动到指定位置时,伸缩定量管中的干果落入袋中。继续推动包装袋运动,当包装袋运动到热塑封袋装置处时,光电感应装置进行感应,并控制气缸工作,袋子在气缸的作用下合口并瞬时高温加热,完成热塑封袋工作。
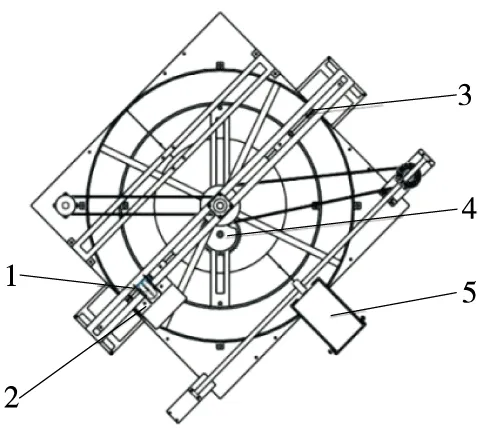
1. 鼓风机 2. 鼓风开袋装置 3. 热塑封袋装置 4. 槽轮间歇机构 5. 储袋箱
以上各个工序是在机器中上部的滑槽中完成,为保证有足够的空间保证干果包装带可以在滑槽中移动,滑槽的内外壁直径及高度应设计得恰当合理。整个滑槽被以上工序均分为四段,每隔90°为一个工序。
2.2.1 摩擦取袋装置 摩擦取袋装置包括储袋箱、抓袋装置,见图6。抓袋装置包括第一皮带轮、第二皮带轮和皮带以及安装在皮带上的抓袋叶片,此处为了防止皮带打滑,采用同步带,使其所传递载荷增大,传动效率提高。储袋箱安装在机架上,其另一侧开口,抓袋叶片安装在皮带上,皮带连接皮带轮,两个皮带轮分别安装在带轮轴上,带轮轴安装在带轮支架上,带轮轴另一端安装有锥齿轮,锥齿轮与锥齿轮相配合并安装在电动机主轴上。首先将纸袋整齐地放入储袋箱内,使袋子有折叠的一侧朝外。通过电机带动第一、第二皮带轮及皮带转动,其上的抓袋叶片与纸袋的接触摩擦[8],从而使纸袋下落至透明桶滑槽。根据纸袋的大小,储袋箱底面倾斜20°,后板装有弹簧,目的是使袋子在重力和弹力的作用下,一直处于储袋箱前部,同时储袋箱的底板前部开有长方形槽,其宽度为2 mm,保证每次抓袋叶片抓取一个纸袋落下。
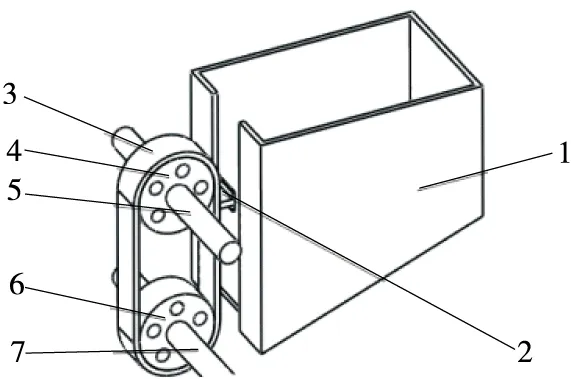
1. 储袋箱 2. 抓袋叶片 3. 同步带 4、6. 带轮 5、7. 带轮轴
2.2.2 吸盘式开袋装置 吸盘式开袋装置包括气缸、吸盘(一个装在与气缸连接的平板上,另一个固定在上滑槽内壁上方)、真空发生器、鼓风机和光电开关,见图7。运动的纸袋到达吸盘式开袋装置,光电感应器接收到信号,使气缸发生动作,在真空发生器的作用下吸盘将纸袋打开,此时鼓风机向打开的纸袋中进行鼓风,鼓风机功率为20 W,转速为1 200 r/min,使纸袋下部得以充分展开,为下一步向纸袋中投料做好准备。
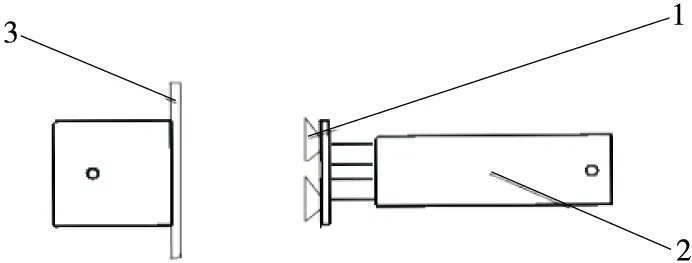
1. 吸盘 2. 气缸 3. 挡板
2.2.3 热塑封袋装置 热塑封袋装置位于上滑槽末端,纸袋运动到此处时,光电感应元件进行感应,随后气缸带着热塑板弹出,在上滑槽内壁上部装有海绵条,两者紧密贴合,利用瞬时高温加热使袋子迅速热熔封合,完成封袋工作。
2.2.4 槽轮间歇机构 槽轮间歇机构(图8)、第二皮带轮依次安装在主轴上端,其目的在于实现轮毂的间歇运动,使透明桶滑槽上的落袋、鼓风、落料、束带及热塑5个工位同时工作,且能实现每个工位一个纸袋,每个纸袋依次按照顺序完成以上工作。其中主动拨盘直径为90 mm,从动槽轮直径为70 mm,两者中心距为126 mm,由电机带动主动拨盘连续运动,其速度为1.25 r/s,而从动槽轮每分钟转过3圈,完成12个袋子的抓、开、装、封工序。此系统与上层投料系统实现良好配合,确保一袋一出、一料一投。同时,包装好的纸袋沿落袋槽下,进入下一个装箱封箱系统。
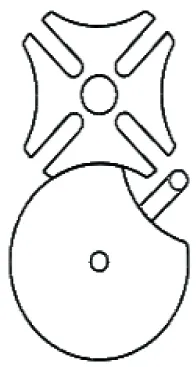
图8 槽轮间歇机构俯视图Figure 8 Slot wheel intermittent mechanism
2.3 装箱封箱系统的设计
装袋封袋系统与装箱封箱系统(图9)通过计数继电器连接,在包装袋完成封口之后,通过落袋槽落入下滑槽上的箱子中,在下落过程中,光电开关感应到包装袋对计数继电器发出指令,计数继电器开始计数。当箱子内的包装袋数量达到计数继电器设定值时,大轮毂开始工作,在挡板推动下,运动到箱体滑槽2/5处时,前挡板将箱子的前盖合上,箱体在前进过程中,使对称可复位连杆机构(图10)将箱体后盖合上。当推动到箱体滑槽3/5处时,左右合盖机构(图11)将箱子左、右页合闭,当推动到箱体滑槽4/5处时,可复位封箱胶带机将箱子封死。

1. 大轮毂 2. 合前盖机构 3. 合侧盖机构 4. 胶带封箱

1. 连杆机构 2. 支架

1. 箱体盒右盖机构 2. 箱体盒左盖机构
2.4 传动系统的设计
本产品采用多种传动方式相结合,主要包括圆柱齿轮传动、锥齿轮传动、齿轮齿条传动、链传动、皮带传动等。其中,电机直接与圆柱齿轮相连,达到减速的目的;由传动带动齿轮齿条纵向移动转化为升降盘的平动,从而控制定量管的长度,起到干果定量的作用;为了减轻机器的震动,采用带传动,使传动更为平稳。传动系统的正确利用,使得机器的运转速度得以控制,并且将各系统合理安排连接,实现总体包装功能。
针对于带传动的设计[9]155-159,取带轮的传动比为i=2,小带轮转速为n1=6 r/min,传递的额定功率为120 W,从而确定带的型号为A型普通V带,带长为1 250 mm,中心距为400 mm,大、小带轮的基准直径分别为75,150 mm。
针对于电机减速器的高速级齿轮传动的设计[9]210-216,已知电机的输入功率为120 W,小齿轮转动为n1=48 r/min,传动比为i=4,包装机工作平稳,转向不变,故可分为以下几个步骤:
2.4.1 齿轮类型、精度等级、材料及齿数选定 按照齿轮单级传动方案,选用直齿圆柱齿轮传动,压力角取为20°。全自动包装机为一般工作机器,参考“各类机器所用齿轮传动的精度等级范围”[10],选用7级精度。选择小齿轮材料为40Cr,齿面硬度280HBS,齿数为24;大齿轮材料为45钢,齿面硬度240HBS,齿数为96。
2.4.2 小齿轮分度圆直径 按齿面接触疲劳强度进行设计,使得小齿轮分度圆直径d1t满足:
(1)
式中:
d1t——小齿轮分度圆直径,mm;
KHt——接触疲劳强度计算的载荷系数的试选值;
T1——小齿轮传递的转矩,N·mm;
φd——齿宽系数;
ZH——区域系数;
ZE——材料的弹性影响系数;
Zε——接触疲劳强度用重合系数;

然后再对其进行调整。
2.4.3 模数 按齿根弯曲疲劳强度设计,使得模数满足:
(2)
式中:
mt——模数;
KFt——载荷系数的试选值;
Yε——弯曲疲劳强度计算的重合度系数;
YFa——齿形系数;
Ysa——应力修正系数;
2.4.4 几何尺寸计算 计算出分度圆的直径d1和d2、中心距a和齿轮宽度b,考虑到不可避免的安装误差,为了保证设计齿宽和节省材料,一般将小齿轮略加宽5~10 mm。
2.4.5 圆整中心距后的强度校核
(3)
(4)
2.4.6 主要设计参数 最终确定齿数z1=24,z2=96,模数m=2mm,压力角α=20°,中心距a=120mm,齿宽b1=55mm,b2=48mm。小齿轮选用40Cr(调质),大齿轮选用45钢(调质)。齿轮按7级精度设计。
3 结论
通过对干果包装机的市场分析,提出并设计了一种集干果的定量收集、装袋、热塑封袋和纸袋的整齐装箱、自动封箱等功能于一体的旋转式多工位自动干果包装机,该机器采用旋转式可控定量投料系统实现干果的储料、送料、定量、调控容积功能;集抓袋、开袋、装袋、封袋于一体的打包系统实现干果可调控的定量装袋、封袋功能;斜面间歇运动式整齐装箱系统和环形自动封箱系统实现袋装干果的自动装箱、封箱功能。最终通过多次试验得到,干果损失率≤2%,果实破碎率≤1%,干果成功收集率≥98%。该机器全部采用机械机构实现功能,操作简单,适用性强。整体采用封闭式圆柱形设计,大大减少机器占地面积,因而具有良好的应用前景。但本机的计量方式是量杯式的,计量精度不够,进一步开发时可采用多头计量称和光电控制的自动数粒等方式。
[1] 包装机[DB/OL]. [2016-12-03].http://baike.baidu.com/link?url=dymilzmElDsu-Wm8-N_fMvduboqZsPx1TNTka_-f06LAAPqtgsIguh5QI5JKnpiUfAAr0EpoEEjTFZVah3X2ojdiz-MfB1LmJ5BMtNAc3ykZX-T1cLCD_h0EXBMT3ImV8.
[2] 封少坤. 一种改进型食品包装机: 中国, 104276296A[P]. 2015-01-14.
[3] 过山. 干果坚果零食包装: 中国. 202163763U[P]. 2012-03-14.
[4]JEONGYM,KIMYS,KIMSS,etal.Constructionofanautomationsystemfortheinspectionandpackingprocessesofascrew/boltproductionline[J].JournalofMechanicalScienceandTechnology, 2013, 27(6): 1 835 -1 824.
[5]YAMAMOTOS,OCHIAIY,SAITOS.etal.Studyonanautomaticpackingsystemforstrawberries[J].AppliedEngineeringinAgriculture, 2012, 28(4): 593-601.
[6] 邓永祥, 李高军.CH透明纸包装机烟包压紧装置的改进[J]. 食品与机械, 2016, 32(5): 110-113.
[7] 邵忠良. 基于PLC的FFS包装机移动平台设计及控制系统实现[J]. 食品与机械, 2013, 29(3): 157-160.
[8] 温诗铸, 丁建宁. 微型机械设计基础研究[J]. 机械工程学报, 2000, 36(7): 39-42.
[9] 濮良贵, 陈国定, 吴立言. 机械设计[M]. 北京: 高等教育出版社, 2013.
[10] 廖念钊, 古莹菴, 莫雨松, 等. 互换性与技术测量[M]. 北京: 中国质检出版社, 2012: 217-218.
Design of automatic nut packing machine with rotary multi-station
WANG Feng-yuan1LILan1LIZhen2NIEJia-jin2ZHOUJun2CAOShuo2
(1.SchoolofAutomobileandTransportation,QingdaoUniversityofTechnology,Qingdao,Shandong266520,China; 2.CollegeofMechanicalEngineering,QingdaoUniversityofTechnology,Qingdao,Shandong266520,China)
Considering solution for existing nut packing machines on the market with the problems, including non-multifunction, high demanding in area occupation and human labor, a rotary multi-station automatic nut packing machine was designed. The machine combined the function of collecting quantitative and bagging the nuts, sealing with thermoplastic plastics, packing paper-bag and automatic sealing of the box. The machine mainly consisted of three systems, i.e., the feeding system with rotary controllable quantitative mechanism, the bagging system of catching and opening bags, bagging, sealing of the bags and the packing, and the sealing system for the boxes. It was verified that 720 bags (360 kg) of nuts could be packed using this machine in an hour, and the nut loss rate was less than 2%.
nut packing machine; rotary type; multi-station; controllable quantification
王丰元(1963—),男,青岛理工大学教授,博士后。 E-mail:fy58wang@126.com
2016-10-26
10.13652/j.issn.1003-5788.2017.01.018
猜你喜欢
科学家(2022年3期)2022-04-11
科技与创新(2021年15期)2021-11-28
物流技术与应用(2021年1期)2021-03-22
人民周刊(2021年3期)2021-03-08
橡塑技术与装备(2021年2期)2021-02-01
机械工程师(2020年7期)2020-08-01
科学与财富(2019年23期)2019-10-21
新能源科技(2018年6期)2018-02-15
戏剧之家(2017年12期)2017-07-17
中国教育技术装备(2015年21期)2015-03-11
