
西门子SIMOTION在饮料包装设备上的应用
2017-03-17 00:46吴金标
电子技术与软件工程 2016年16期
吴金标
摘 要
目前,市面上的饮料包装主要以大膜包装为主,饮料厂家生产主要使用人工装箱的形式完成产品整装,在就造成企业在该环节上需要投入大量的资金及人类资源。饮料包装设备主要指的是在自动饮料装箱及机,能够自动化的完成饮料整列、装箱、封箱等环境,降低企业在引领整装中投入的劳动资源,降低工作人员工作量,提高引领生产效益。本文就将以西门子SIMOTION在饮料包装设备上的应用作为研究随想,根据SIMOTION所具有的优势,分析装箱机控制系统,希望能够帮助饮料企业提高生产效率。
【关键词】SIMOTION 伺服驱动系统 速度与位置控制
1 机械结构
目前的自动装箱机主要是由两部分构成,分别是送瓶与送箱机构,其中送箱机构中还有多个部分,例如饮料整列、产品输送等等,送箱机构中主要是有纸板输送、纸箱输送等部分构成。
2 工艺介绍
饮料从热缩包裹及中的运出后,需要将生产出的饮料瓶分到整列,整列需要满足饮料保证要求排列,这样运输到装填工位上,在装填工位上摆放着已经成型的饮料纸箱,驱动电机就会将整列完毕的饮料瓶运输到成型的纸装中,完成饮料装箱工艺流程。在饮料装完箱之后由传输带统一运输到封箱机中,完成饮料装箱的整个工艺流程。
3 控制系统构成
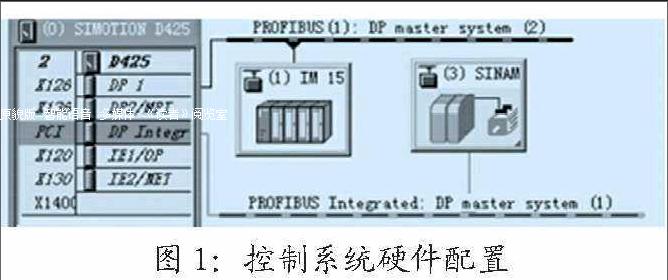
图1:控制系统硬件配置
如图一所以为控制系统硬件配置结构示意图。装箱机的控制系统主要是由SIMOTION构成,采取X12连接口方式控制操作面板,并且根据X16所具有的拓展性能。
西门子公司对于饮料包装设备上研究出了SIMOTION运动控制系统,是在原有的PLC运动控制系统基础上与伺服驱动器相结合。SIMOTION运动控制系统在实际运行中,能够将PLC与技能性能等等相结合,拥有定位及同步操作等优势,用户在实际操作SIMOTION运动控制系统能够较为简单便捷,随意创建饮料包装设备流程。
在SIMOTION运动控制系统属于紧凑性驱动平台,主要是由SIMOTION D构成,也是西门子研究公司的最新研究成果。SIMOTION D在实际运行中,主要是通过SIMOTION运动控制系统中的逻辑控制模式与运控控制方式在饮料包装设备上应用。
饮料包装设备上控制系统中的所使用的电源是SLM中的智能型电源模块,智能型电源模块主要是由三个交流电组成在一起,三个交流电能够整合为直流电,进而为饮料包装设备各各模块提供动力。SLM智能型电源模块在能源供给中主要提供的电压最小为380v,最大电压为480v,所能够提供的最小功率为5kw,最大的功率为36kw。
西门子SIMOTION为了能够满足饮料企业对于不同型号的饮料包装的需求,在对于饮料产品整列方面饮料企业就可以自身进行调整,在操作界面上可以调整饮料整列顺序及间距,同时在分道电机上所使用的形式就是伺服控制,保证分道能够精准的将饮料整列。
饮料包装设备在产品装填环节中应用的是FESTO公司所研发生产的迟形带式带滚动导轨电缸,对于饮料包装设备上进行位置控制,保证每一种饮料瓶都能够在饮料包装设备上精准填装。
西门子公司在对于饮料包装设备SIMOTION运动控制系统所使用的软件为SCOUT。SCOUT是西门子公司最新的研究成果,拥有系统性的功能性能, 用户在实际应用中更加便捷,满意度较高的工程软件,SCOUT工程软件在实际设计中就已经包含了工程软件在研发设计中的全部环节,因此在实际运行中具有硬件组态、编程、检测等性能,同时还能够将饮料包装设备运行中存在的问题及时发现诊断。SCOUT工程软件通过图形方式对于用户引领,编程中主要以文字及图形结合的形式提示。
4 控制系统完成的功能
4.1 控制流程
饮料包装设备在对于饮料瓶分瓶的全部流程,装箱机主要是有三个子程序构成,分别是分瓶、装填、纸箱成型。
4.2 运动控制介绍
饮料包装设备装箱机在实际运用中主要分别两个功能,分别是分道整列及产品装填,全部都是由SIMOTION运动控制系统所完成。
4.2.1 产品分道整列
饮料包装设备分道板是链条式的传动形式,日常运行中的产品传输方面是不会发生任何改变的,但是链条是传动位置发生了偏差,分道板与进瓶隔板连接精准性就会下降,因此必须降低分道板在实际运行中出现偏差的可能性。因此设计人员在对于饮料包装设备分道板设计中单独安装了光电传感器,如果光电传感器发现分道板与进瓶隔板之间的精准性下降了,光电传感器就是被遮挡,通过光电传感器传输的信号判断分道板与进瓶隔板之间的距离。正常情况下,分道板与分道电机之间的距离应该控制在1.5mm左右,这样能够在最短时间内发现分瓶电机的位置偏差问题。如果分瓶电机是按照设计的距离运行,在结束运行后就会获得相对应的位置信息,电机在下次停止运行需要等待信号的启动。
4.2.2 产品填装
饮料包装设备在对于产品填装中主要流程為五个,分别是电机回零、自动装填、自动退出、手动装填、手动退出。
饮料包装设备所使用的电机为填装伺服电机,电机所拥有的编码器类型为多极旋变型,并不具备对于运行信息记忆工程,但是在装箱机上必须安装伺服电机设定装置,设定运动零点。西门子设计人员在对于饮料包装设备研究中,在电缸上安装了电感式开关,承担起伺服电机零点信号的作用作用。装箱机在实际运行中,操作板面上装填伺服电机会提示未对零点的信号。只有工作人员在对于伺服电机上零点设置后,装箱机才能够正常稳定运行。
5 结论
西门子在2005年推出的SIMOTION运动控制系统,主要对象就是中国的饮料企业,在西门子公司与我国饮料企业不断的完善升级中,SIMOTION所具有的性能越加完善,对于饮料企业产品包装十分重要。
参考文献
[1]西门子公司.SIMOTION MCC Motion Control Chart[Z].北京:西门子公司,2013.
[2]西门子公司.SIMOTION D使用手册[Z].北京:西门子公司,2012.
作者单位
杭州娃哈哈集团有限公司 浙江省杭州市 310000
