转向节多品种生产解决方案
2017-03-20 11:03肖波
商情 2017年3期
肖波
(重庆市工业学校 重庆 400043)
【摘要】转向节是汽车转向系统中的重要零件,外形特殊,结构复杂,加工部位较多,空间位置、角度等方面有效高的精度要求,其功能是承受汽车前部载荷,支承并带动前轮绕主销转动使汽车转向。在汽车行驶状态下,它承受着多变冲击载荷,并要求转动灵活。
【关键词】转向节 加工方案
本厂主要生产1050,1060,1061,140,145,153等转向节系列,小批量生产,原加工采用的是国内传统加工工艺,普通机床和专用设备。生产周期长,而产品的质量不稳定,严重影响了产品的交货期。提高加工能力,提高加工精度是厂里的当务之急。通过对汽车转向节的加工工艺过程进行改进和优化,来提高生产效率,提升加工精度,从而达到最佳的经剂效益。
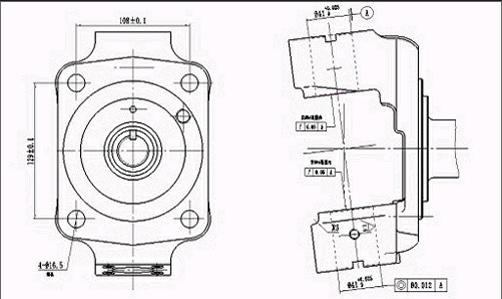
汽车转向节主要加工技术要求分析:法兰面部分,法兰面的功用是和刹车盘相配合,其上有均布的4个Ф16.5的孔,孔位置度、法兰面对轴心线垂直都要求高,超差将导致刹车时性能差。主销孔的尺寸要求为Ф41H7等,两销孔的同轴度公差为Ф0.012,对孔端面的垂直度为0.05,与轴心线间夹角的极限偏差不大于10。其特点是形状复杂,精度要求高,多孔,空间角度不易加工。转向节国内传统加工工艺分析:加工方法是在立钻、摇臂钻、万能铣床,卧式双面镗床等普通机床上依靠夹具,采用“一人、一机,一刀,一道工序”对零件进行加工。对于汽车转向节结构复杂的零件,传统工艺每种型号的转向节需要二十多道工序才成完成,并且需用多套工装夹具。这导致加工零件的一致性差,加工效率低,所需工装数多,生产准备工作量大,生产周期长,不能快速满足市场对产品的需求。
法兰面上均布的孔,传统加工是采用钻模板、钻套的方法进行加工,孔距的保证完全靠钻模板和钻套组合后孔之间的位置来保证。加工中钻套的磨损、钻模板位置差都将影响法兰面的的孔距。而主销孔加工采用的是单工位,卧式双面镗床进行加工,分别从两边对两孔进行加工,对两孔同轴度,孔对孔端面的垂直度都不好保证。
多品种小批量生产解决方案:当今转向节市杨倾向于小批量供贷,产品品种多样化,而对同一型号的产品不断进行改进,以此来满足当今社会不断增长的个性化需求。而采用数控加工中心设备加工则有加工工序少,所需专用工装夹具数量少,工件在一次装夹下能完成铣、钻、镗,攻丝等多种工工序加工,从而使加工精度、生产效率大大提高。本厂改用立式数控加工心中设备加成组工装夹具,替代普通设备加专用工装夹具,由原需要二十多道工序加工才能完成,改后只需要十多道工序就可以完成。并具可在立式加工中心設备上,采用成组工装,可快速变换加工产品。对法兰面4个Ф16.5孔加工取消了钻模板、钻套的加工方法,采用立式加工中心数控编成,用高钴钻头代替普通锋钢钻头,可完成不同型号的产品加工,解决了孔之间位置度误差间题。对主销孔和孔端面的加工,采用一次装夹完成铣面和镗孔,镗孔采用硬质合金刀杆,钢性好,对两主销孔由双边加工改为单边一次加工完成,对两孔同轴度,孔对孔端面的垂直度都得到很好保证。因采用成组工装夹具,而对成组夹具采取快速定位设计,因此可对不同型号的转向节生产进行快速变换,形成柔性生产系统,解决了转向节多品种,小批量生产的问题。改进后,使得企业产品质量得到有效控制,同时产品的交货期得到保证。今后数控加工中心设备加成组工装夹具的有效应用,将对新产品的开发,顾客多样化的需求提供快速的保障。
猜你喜欢
交通科技与管理(2021年13期)2021-09-10
河南科技(2020年36期)2020-06-10
中国建筑金属结构(2018年6期)2018-08-31
卷宗(2016年11期)2017-03-24
科技创新导报(2016年29期)2017-03-15
科技创新导报(2016年8期)2016-10-21
科技资讯(2016年6期)2016-05-14
卷宗(2016年1期)2016-03-21