
某电厂汽轮机高压缸偏移故障诊断
2017-03-30 02:11杨杰虎
科技与创新 2016年23期
关键词:汽轮机
杨杰虎

摘 要:某电厂2×1 050 MW机组1#机安装完成后,于2015-01-22首次整套启动。在运行中存在高负荷时,#1、#2轴振增大及高中压缸膨胀不足;2015-04-17机组调停后又发现高压缸右侧猫爪脱空、高压缸水平偏斜。停机揭开#1、#2轴承盖,测量高压缸前后端部汽封,发现汽缸偏斜:高压缸前端汽封右侧较原始安装值增大0.2 mm,后端汽封左侧较原始安装值增大0.25 mm,确认高压缸缸体存在偏斜现象。汽缸偏移造成汽轮机各轴承振动达279 μm而被迫中断试运行。根据现场测量的数据分析,初步决定对汽缸膨胀作全面检查,根据检查情况判断引起汽缸偏移的原因,并采取相应的有效处理措施,为今后机组类似故障的诊断积累了宝贵经验。
关键词:汽轮机;高压缸;偏移故障;膨胀
中图分类号:TK263.1 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.23.150
某电厂2×1 050 MW机组1#机汽轮机采用国内首次应用的九级回热系统圆筒缸设计的百万机组,主机参数28 MPa/600 ℃/620 ℃,由1个高压缸(逆流)+1个双分流中压缸+1个双分流低压缸组成。高压主汽、调节阀布置在机头侧,中压联合汽阀布置在中压缸两侧。高压缸进汽方式为全周进汽,高压缸缸体自重约160 t,由左前、左后、右前、右后4個猫爪支撑在基础上,猫爪间距——前后4.9 m,左右2.1 m。缸体设3个绝对死点:#3轴承箱下方1个、2个低压缸的中心线附近各1个。推力轴承安装在#2轴承后,#1、#2轴承箱采用自润滑滑块设计。
机组于2015-01-22整套启动,运行至2015-01-25开始增加负荷至910 MW,机组振动1X/1Y/2X/2Y方向轴振最大分别为165.3 μm、231.7 μm、198.4 μm和279.7 μm,前左猫爪抬起0.70 mm,后左猫爪抬起达0.90 mm。甩负荷5 h后趋于正常。停机揭开#1、#2轴承盖,测量高压缸前后端部汽封,发现汽缸偏斜:高压缸前端汽封右侧较原始安装值增大0.2 mm,后端汽封左侧较原始安装值增大0.25 mm,确认高压缸缸体存在偏斜现象。
1 故障诊断推理
针对机组出现的问题,对设计进行了以下核查:①设计院安排了非本工程的设计人员重新建模计算和校核。②设计监理对设计图纸和计算书进行了核查,认为管道布置、支吊架设置和计算结果满足设计要求,对设备接口的推力和力矩均在汽机厂要求范围内。③汽轮机厂安排了管道应力计算人员用核电管道应力计算软件对主汽、冷段管道进行了重新建模计算,结果与设计院基本一致。④对国内其他电厂也出现过高压缸猫爪脱空的类似情况进行调研,了解到冷段管道布置及支吊架设置与本工程类似。运行时,靠A排侧猫爪抬起;原因为靠B排侧的立管刚性支吊架安装较设计低,未能承载,管道自重以冷段水平管段为杠杆导致高压缸翻转;处理方案是分别在冷段主管水平段和立管上切口,重新调整2个切口之间的水平管段后无应力对口焊接,缺陷排除后猫爪未再脱空。
2 全面检查
检查结果为:①汽机房内冷段弹簧吊架指针偏离冷态位置5~10 mm,未正确承载;②冷段立管#6刚性吊架单侧脱空,管夹标高比设计值低约9 mm,承载不足;③冷段#2Y向限位支架两侧存在较大间隙,不起限位作用;汽机厂配供的导汽管设计规格为Φ560×110,实际到货规格为Φ596×126,壁厚增加14.5%.
3 故障原因分析
根据全面检查的结果,基本可以判定,本次机组安装振动偏大的原因有以下几点。
由于管道已全部安装就位并保温,而高压缸本身位移量极小,难以通过外部测量完全排查出所有因素,结合调研情况和计算验证,分析认为使1号机组高压缸猫爪脱空和高压缸水平偏移为多种因素综合作用的结果:①冷段管道#6刚吊管夹高度偏差导致刚吊实际承受荷载小于设计值,当#2限位失效时,管道自重以力矩方式作用到高压缸上;②由于加工制造或现场安装原因,靠近高压缸的导汽管、主汽阀、冷段管道支吊架未按设计正确承载、管系未正确膨胀,会造成作用于高压缸的推力力矩过大;③管道焊接时如果强行冷拉对口,会导致残留推力力矩作用于高压缸。
4 处理措施
针对检查过程中发现的缺陷以及诊断分析,我们采取了有针对性的处理措施。
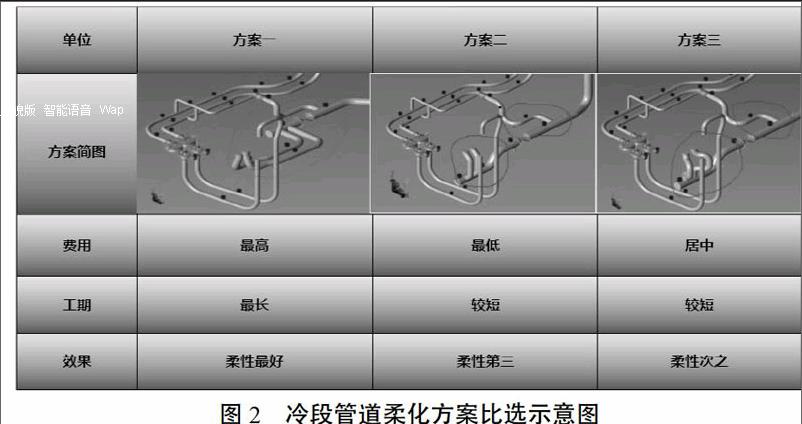
由各单位组织专家对处理方案进行了讨论,考虑到冷段管道切口易于实施,决定对1号机组冷段管道进行切口处理。处理方案如图1所示。2015-05-15,将冷段管道切口后,右侧猫爪回座,#2限位支架管部向炉侧移动约5 mm,切口两侧冷段管道水平径向错口约15 mm,轴向间隙约40 mm,垂直方向错口约15 mm。
机组冷段管道切口后调整了刚吊和弹簧,以使切口垂直方向自然对口,2号限位支架重新调整,消除间隙。6号钢吊向上调整15 mm,消除切管后的管道错口量。此外,并未采取其他措施改变管系的冷态状态。
2015-05-24完成上述工作,机组启动,在启机暖缸过程中,检测发现高压缸左前猫爪上抬0.42 mm,左后猫爪上抬0.79 mm。2015-05-25并网,100 MW负荷切缸后,抬起猫爪回落。
右侧猫爪回座后在各次启停及运行过程中均未出现脱空;但非正常工况下当冷段管道温度快速降低时,高压缸左侧前、后猫爪出现过同时脱空,冷段温度恢复正常后左侧猫爪回座。
当负荷为800~1 050 MW时,加负荷速率为5~8 MW/min(不能满足电网AGC要求);各轴承振动指标趋于稳定,振动最大值均小于90 μm,缸体膨胀较厂家给定值仍偏小(满负荷时47 mm,设计值50 mm)。
通过对高排母管进行切口处理、高排管道支吊架调整后,高压缸运行相关指标较上次停机前明显改善,但机组启动和甩负荷时高压缸猫爪仍存在上抬现象,高压缸膨胀不畅,#1、#2轴振偏大等现象尚未得到彻底解决。
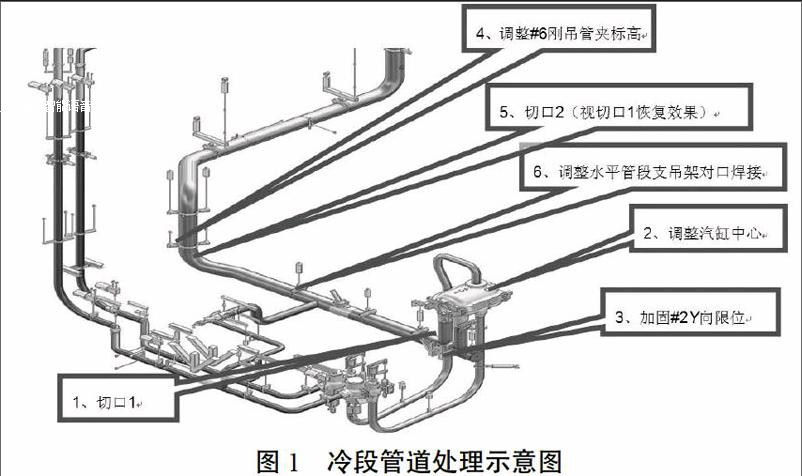
对冷段管道及高旁与冷段连接处进行柔化处理。设计院按业主要求根据现场条件提出了3种冷段柔化布置方案供比选。经专家审查,认为方案一管系柔性改善更好,吸收综合偏差的能力更强,决定冷段柔化方案原则上按方案一实施。各方案如图2所示。
冷段柔化方案确定后,设计院与汽轮机厂针对方案一进一步细致配合,各工况计算推力力矩均满足汽轮机厂要求。冷段柔化方案修改了高排支管、高旁出口与冷段主管之间的管段,未改变原设计管系的热胀体系。具体修改如图3所示。
高排母管限位支架由球面限位结构改为拉杆限位结构,高压缸左侧(上半)导汽管恒力支架运改为恒力吊架,加固了主汽门左侧限位拉杆固定支架,拆除了右侧限位拉杆销子。左侧高导管法兰解开检测,出现错口,经东汽厂核算,对汽缸作用力影响较小(导汽管向机头位移18.7 mm、向下位移8.0 mm;法兰间距23 mm、上张口1.4 mm、前张口0.8 mm)。
5 处理总结
根据以上措施处理后,机组于2016-01-04重新启动,高压缸猫爪无抬起现象,猫爪负荷分配均匀(左前83T,右前82T,左后110T,右后109T)。机组膨胀正常(高压缸左侧49.5 mm,高压缸右侧50.3 mm)。检测高压缸缸体未出现偏斜现象
2016-01-06机组带满负荷运行,缸体膨胀、胀差和各瓦温数据正常;各轴振达到优良水平;机组加减负荷速率达到15 MW/min,满足电网AGC要求。最终顺利完成机组性能考核试验,全过程机组各轴承振动平稳,参数正常。
参考文献
[1]付忠广.电厂汽轮机运行与事故处理[M].北京:中国电力出版社,2007.
[2]施维新,石静波.汽轮发电机组振动及事故[M].北京:中国电力出版社,2008.
[3]四川省电力工业局,四川省电力工业协会.汽轮机事故分析与事故预防[M].北京:中国电力出版社,2000.
[4]曾桃.攀钢钒发电厂#1机#6轴承振动故障诊断[J].中国科技博览,2011(27).
〔编辑:刘晓芳〕
猜你喜欢
油气·石油与天然气科学(2021年12期)2021-12-11
科技信息·学术版(2021年33期)2021-12-09
装备维修技术(2020年16期)2020-12-24
科学大众(2020年2期)2020-04-16
名城绘(2019年7期)2019-09-10
科技风(2019年36期)2019-01-13
科学与财富(2018年15期)2018-06-22
科学与技术(2018年19期)2018-05-16
山东工业技术(2017年16期)2017-09-05
房地产导刊(2015年7期)2015-10-21
