
零污染环保型高智能混凝土搅拌站技术的研究与应用
2017-04-21 06:56孙志强朱文涛
商品混凝土 2017年4期
孙志强,朱文涛
(宁夏华盛砼业有限公司,宁夏 银川 750000)
零污染环保型高智能混凝土搅拌站技术的研究与应用
孙志强,朱文涛
(宁夏华盛砼业有限公司,宁夏 银川 750000)
本文基于自身发展要求和预拌混凝土行业急需解决的环保和智能化关键问题,主要以零污染环保型高智能搅拌站的工艺设计研究以及智能系统的研究应用为突破。通过对零污染环保型高智能混凝土搅拌站工艺技术的研究,以及生产过程中的环保、节能等关键绿色化、工业化技术开发应用,自主创新一种与城市和谐融合、资源高度节约和信息高效智能混凝土搅拌站工艺方案和生产技术,使能源消耗降低 20%,生产成本降低 15%,产品质量实现稳定生产高性能混凝土和高强混凝土。
搅拌站;环保型;智能系统
0 引言
零污染环保型混凝土搅拌站在兼顾传统混凝土搅拌站工作性、安全性、经济性的同时,结合当今世界生态环保的主题,适应当前绿色工业化进程,增强混凝土搅拌站在粉尘、噪声、废水等方面的环保可控性,解决现阶段混凝土搅拌站污染严重和资源浪费的问题,促进与现代城镇化绿色发展相融合,实现产业向绿色工业化的优化转型。
1 研究背景
1.1 传统搅拌站的缺陷
传统商混行业使用装载机等大型机械在骨料区不停转运将骨料运至受料仓再由皮带机送至生产线,容易导致以下几点环境污染和资源浪费的问题:(1)如装载机运输骨料,由于机械振动和人为操作等原因,容易产生骨料“跑、漏、滴、撒”等现象,虽然多数商混企业通过加强生产管理和湿法作业进行控制,但是骨料区生产环境差、粉尘和噪声污染严重的问题依然没有改观;(2)由于商混行业生产的需要,如建设封闭式骨料堆棚进行储存,一般堆棚建筑面积在上千平米以上,无形之中增加机械设备的运输距离和燃油消耗,也增多粉尘和噪声污染的发生源,增高企业生产成本。
传统商混行业一般采用封闭式骨料堆棚储存砂石料,封闭式堆棚可以有效减少恶劣季风天气带来的大气粉尘污染问题,但是由于需要占用大量土地面积,以及储存量和配置机械输送设备的正比关系,已经不符合现代绿色工业化节地、节能的发展要求。
1.2 零污染环保型混凝土搅拌站的优势
首先本技术突破传统行业设计概念,大胆采用机械设备代替传统行业中的工程机械,运用清洁能源替代传统的石化能源,降低工程机械产生的尾气污染和噪声污染;其次本技术运用密闭式钢板圆库代替传统行业中的封闭式堆棚和防风抑尘墙,从根本上解决了行业内骨料输送和储存过程中的“跑、漏、滴、撒”现象,并配置科学合理的机械设备和高效稳定的收尘设备将生产过程中的粉尘污染降至最低,有效改善生产作业环境和周边大气质量,确保厂内职工和周围群众的健康安全;最后本技术运用高智能自动化控制手段,以精确计量、准确启闭、定位传感、安全保障等手段,稳定产品质量、减少污染产生,满足城市地区新建项目环保要求,为整个行业融入绿色城市建设奠定基础。
零污染环保型高智能混凝土搅拌站主要解决新型搅拌站的工艺技术,以及生产过程中的环保、节能等关键绿色化、工业化技术开发应用,自主创新一种与城市和谐融合、资源高度节约和信息高效智能混凝土搅拌站工艺方案和生产技术,使能源消耗降低 20%,生产成本降低 15%,产品质量实现稳定生产高性能混凝土和高强混凝土,实现清洁文明生产,提高产品质量,提高劳动效率,提高产品和企业核心竞争能力。
2 研究过程
2.1 课题设计方案
本次骨料环保输送技术配合环保储存技术,采用全自动上料系统。骨料由汽车运输至厂区直接卸入配置自动喷水雾降尘系统的受料仓,经上下全封闭式皮带系统运至骨料储存生产单元。整个环保输送技术具有以下几个优点:
(1)自动喷水雾降尘系统能够有效降低骨料卸车过程中产生的扬尘,配合环保储存技术,骨料无二次机械转运环节,减少机械作业,降低机械运行的粉尘、噪音污染,节省机械油耗使用成本约 1.4元/m3。
(2)上下全封闭式皮带系统采用抛料曲线模拟设计,减少骨料下落时产生的噪音和粉尘;头部加水清洗装置,减少骨料输送过程中的噪声及粉尘;贯彻清洁能源代替传统石化能源理念,降低全厂燃油机械在总设备数量中的比重。
图1 中,对比了传统搅拌站和环保型搅拌站在存储骨料的方式,本次骨料环保储存技术主要采用密闭钢板圆库系统,由甘肃省建材科研设计院宁夏分院进行整体设计,该系统与传统行业对比具有众多性能优点,详见表 1。
本次零污染排放控制技术重点围绕传统商混行业产生废水和废渣入手。采用砂石分离机、泥浆搅拌池、泥浆压滤机、清水池等环保装置和措施,将搅拌站的废混凝土中的砂石分离后重新使用。分离出来的泥浆水,可以通过泥浆压滤机将泥浆压块后用于砌体地砖预制件厂,分离后的清水用于输送罐车的清洗,这样完全实现了零污染排放控制。

图1 骨料的存储技术
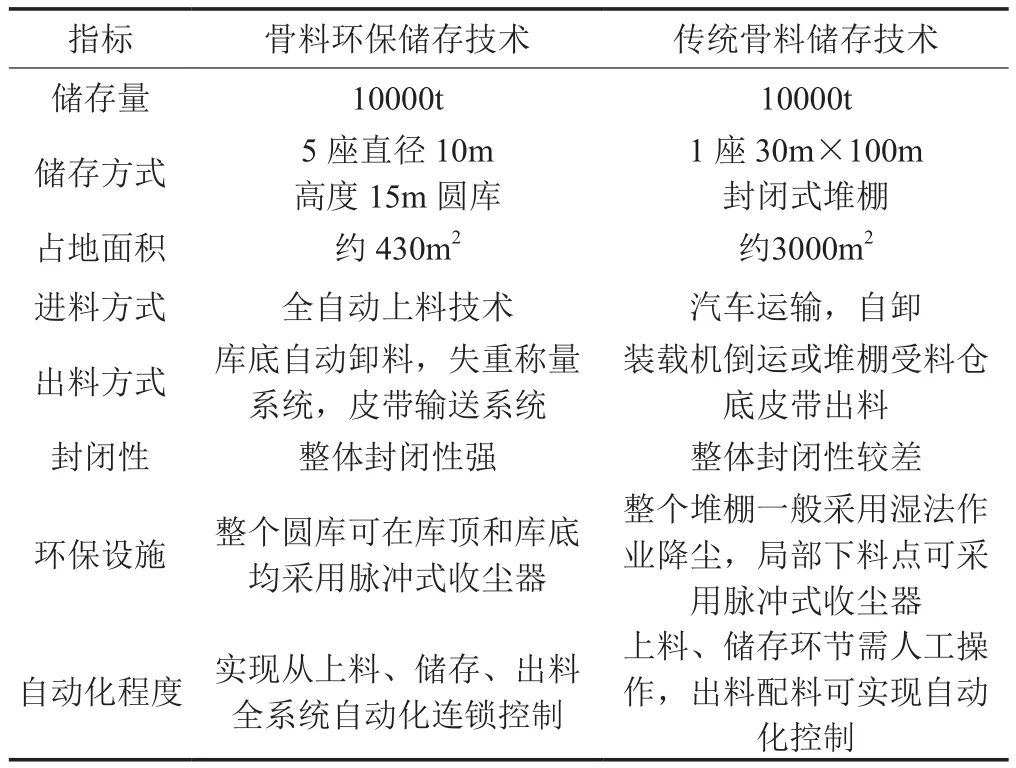
表1 骨料环保储存技术与传统储存技术性能对比表
2.2 课题的实施过程
采用 EPR 管理系统,可实现企业采购、生产、销售、财务等全面管理。而内含的 APMS 混凝土配合比系统可满足生产过程中不同客户对混凝土的不同要求,实现生产过程的动态调整、精确配料、配合比参数固化等功能,提高生产效率和产品质量。同时,对不同要求的产品进行最优配比分析,满足客户需求;对生产进行最优成本分析,降低企业生产成本。
(1)管理智能化
引进 ERP 管理系统,由双计算机同步生产管理控制系统,借助计算机的运算能力及系统对客户订单、在库物料、产品构成的管理能力,实现依据客户订单,按照产品结构清单展开生产,并计算物料需求计划,实现减少库存,优化库存的管理目标。对企业生产工时、生产能力等方面的管理,实现计算机进行生产排程的功能,同时也将财务的功能囊括进来,在企业中形成以计算机为核心的闭环管理系统,实现企业采购、生产、销售、财务等全面管理。ERP 的应用可以有效地促进现有企业管理的现代化、科学化,适应竞争日益激烈的市场要求。图 2 为 ERP 管理系统控制图。
(2)生产智能化
采用 PLC 自动控制系统嵌入 APMS 混凝土配合比系统,可实现生产过程和配料的自动控制。APMS 混凝土配合比系统对输入物料组分进行动态调整、配合比参数固化,PLC 控制系统对生产线设备实现自动化控制,精确计量,实现生产智能化,提高生产效率和产品质量。同时,对不同要求的产品进行最优配比分析,满足客户需求;对生产进行最优成本分析,降低企业生产成本。

图2 ERP 管理系统
3 零污染环保型高智能混凝土搅拌站性能指标
3.1 环保指标
零污染环保型高智能混凝土搅拌站在环保方面采取多项措施对厂区粉尘、噪声、固废、废水的排放进行控制。
① 粉尘
全自动上料系统、自动喷水雾降尘系统、全封闭管廊式皮带输送、全密闭砂石贮料圆库、气力输送系统、袋式除尘器等收尘措施的应用,使得生产线粉尘排放量大大减小,对企业已建成生产线主要监测点数据见表 2。

表2 生产线主要粉尘排放点检测数据 mg/m3
使用全封闭管廊式皮带输送、全封闭式搅拌楼等生产设施,配合减少工程机械、设备减震措施和厂区绿化隔声,可有效减小噪声排放。对企业已建成生产线主要监测点数据如下表:

表3 生产线主要噪声产生点检测数据
砂石分离系统的应用,将搅拌站和运输车辆的废混凝土中的砂石分离,石子和砂子直接用作生产原料继续使用,分离出来的泥浆通过压滤机压块后用于填埋或者送至预制件企业使用。
④ 废水
砂石分离系统分离出的泥浆经泥浆搅拌池、泥浆压滤机分离出清水,回收至清水池,用作混凝土罐车清洗或生产用水,实现污水零排放。
3.2 生产指标
零污染环保型高智能混凝土搅拌站在工艺方面采取多项措施进行改进,使得零污染环保型高智能混凝土搅拌站生产指标较传统混凝土搅拌站有明显提高。以 2m3主机为例:
① 产量、生产周期
传统混凝土搅拌站搅拌周期均在 ≥60s,其最大生产能力为 120方/h。零污染环保型高智能混凝土搅拌站选择新一代NFLG 双螺带主机,效率提高 15%,其自身拥有卧式的双轴强制动力和连续的搅拌能力,使得整套系统的生产周期缩短到 30~45 秒,其最大生产能力可达到 154方/h。
② 计量精度
采用高性能的固体计量设备和液体计量设备,称量传感器信号响应达到 80~100 次/秒,配合高性能 CPU,称量精度达到千分位,可使粉料、液体的计量误差 ≤0.5%;骨料的计量误差 ≤1.5%,精度提高一倍,确保了保证混凝土品质稳定性,高性能混凝土生产优势更明显。
③ 产品质量
APMS 混凝土配合比系统的应用,实现生产过程的动态调整、精确配料、配合比参数固化等功能,配合高精度计量设备,可使零污染环保型高智能混凝土搅拌站产品比传统混凝土搅拌站的产品质量提高,保证了高性能高强混凝土的正常生产。
④ 生产成本
零污染环保型高智能混凝土搅拌站采用全自动上料系统,减少装载机作业,减少柴油消耗量;新型搅拌主机装机容量更小;变频技术普遍使用,减少电力浪费;砂石分离回收技术及袋式收尘器的应用,减少原料消耗等等措施,使吨混凝土生产成本比传统混凝土搅拌站降低 15% 左右。
⑤ 智能操控
ERP 专业管理系统、PLC 自动控制系统、APMS 混凝土配合比系统集成使用,在企业中形成以计算机为核心的闭环管理系统,实现企业采购、生产、销售、财务等全面管理。
零污染环保型高智能混凝土搅拌站与传统混凝土搅拌站性能指标、工艺参数对比表见表 4。

表4 本技术混凝土搅拌站与传统混凝土搅拌站性能对比表
3.3 主要技术经济指标
(1)降低能源消耗,提高系统的能源利用率。搅拌主机使用 NFLG 双螺带主机,搅拌效率比普通主机提高 15%,节约电耗 20%,实现了高效低耗;主机减速箱油位油温采用过流、过载、过热保护;搅拌站采用变频技术可节约电耗30%。
(2)充分利用资源和全面控制环境污染。密闭式圆库、喷雾降尘系统、脉冲袋式收尘器等粉尘治理手段的广泛应用,有效控制生产线的粉尘排放量,并且收尘灰回收使用,增加资源利用率。采用砂石分离机、泥浆搅拌池、泥浆压滤机、清水池等环保设备,可回收再利用砂石、泥浆块和清水,彻底解决污染排放,提高资源利用率,杜绝污水排放。
(3)提高生产技术水平。采用 EPR 管理系统,可实现采购、生产、销售、财务等全面管理,提高企业管理水平,使企业运作更加流畅;APMS 混凝土配合比系统,实现生产过程的动态调整、精确配料、配合比参数固化,减少产品质量波动;
(4)零污染环保型高智能混凝土搅拌站与传统混凝土搅拌站比较,生产效率更高,效率可提升 15%,产品质量更好,28 天抗压强度可提高 10%~15%。
4 课题应用成果效果和推广应用前景
本技术强化传统混凝土搅拌站行业的环保指标,大量减少污染物的生成和排放,粉尘和噪声污染可减小到传统行业的 50%~80% 左右;同时科学合理选择设备,提高自动控制水平,有效降低能源消耗,提升生产技术水平,吨混凝土生产成本降低 10% 左右;本技术总体性能指标与国内外同类先进技术比较,先进、适用、可靠,在同行业处于领先水平,代表“十三五”期间混凝土行业可持续发展的方向,在构建现代化绿色制造产业体系方面具有较广泛的示范推广作用,同时在其他领域具有广泛的潜在的应用价值。
[1] 焦永乐,黄静刚,王任,等.环保型混凝土搅拌站[J].2014(5):10-12.
[单位地址]宁夏银川市金凤区森林半岛(750000)
孙志强(1972-),男,高级工程师,主要从事混凝土及其产业链原料的研究与生产。
猜你喜欢
防爆电机(2021年6期)2022-01-17
作文成功之路·小学版(2019年9期)2019-10-17
建材发展导向(2019年11期)2019-08-24
资源节约与环保(2018年1期)2018-02-08
湖南农业(2017年1期)2017-03-20
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2015年1期)2015-02-27
筑路机械与施工机械化(2014年8期)2014-03-01
筑路机械与施工机械化(2014年4期)2014-03-01
自动化与仪表(2014年10期)2014-02-26
