西门子数控系统在机床中的应用与分析
2017-04-26 15:39徐兆武刘晓旭
科技创新与应用 2017年10期
徐兆武+++刘晓旭


摘 要:数控机床与普通机床的区别就是自动化程度,西门子840D数控系统就是机床控制系统之一,它的数控程序可以对机床整体进行监控,包括机床各个部件,同时可以对机床进行参数设计、补偿,在机床电气系统设计上,通过将机床与西门子数控机驱动元件、硬件接口的连接,使机床的性能和精密程度达到了符合的要求,为机床的高精度、高效率的要求提供了保障。
关键词:数控程序;数控及驱动单元;硬件接口
1 数控程序
数控程序是指导机床进行加工的语言,而對于数控程序的命名也是有要求的,首先是程序语句的开端必须为两个字符的字母,跟随着的可以是其他,例如字母、数字等,而程序的字符不要超过16个,中间不要有分隔符,数控加工程序的结束符为M02或者M30,例如图1某数控车床加工程序语句。
2 数控及驱动单元
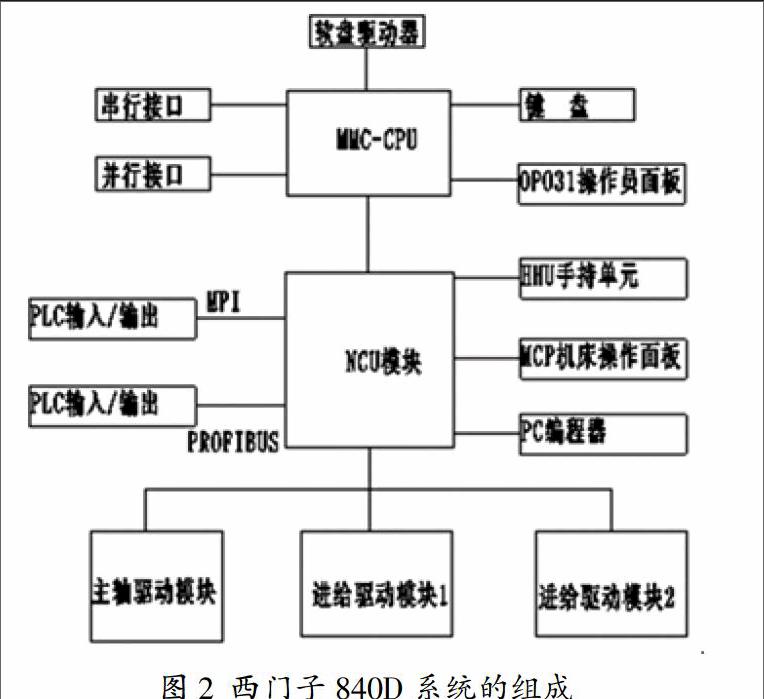
西门子840D数控系统的组成(如图2)由NCU、MMC、CPU这几个部分,而611D驱动与NCU在一起,通过设备总线相连接,所以一般会将611D与NCU规划在一起,为一个部分,在系统中MMC和OP组成了人机界面,MMC就相当于人与机器沟通的桥梁,它具有自己独立的CPU,同时具有键盘输入功能,有硬盘、软驱等,而OP就是相当于显示器,为人提供机器的动态消息。
对于西门子840D系统中的MMC部分,有两种内容,一种为MMCC100.2,另一种为MMC103,前一种是没有硬盘,后一种为奔腾,可以带硬盘。
在NCU模块中的MCP功能,是专门为数控机床配置的,不同的机床配置不同的节点,这个节点是在OPI上,而MCP分为车床MCP和铣床MCP两种,对于NCU是指数控840D系统中的数控单元,是对机床逻辑控制和NC部分的控制系统。
3 硬件接口
西门子硬件接口是具有通信的设备,是通过电缆与设备连接的接口,是西门子数控系统的输出端口,611驱动接口(如图3),611模块中电源接口,主要是主控制电路中对电动机电源的输入端口和其他三相电输入端口。控制接口,对数控机床的主轴实现控制,可以实现主轴最大加速度停车,也可以实现主轴自动运行停车。驱动模块接口,这个接口比较复杂,内容包含X431轴脉冲接口、X432:BERO信号输入端口,X34、X35模拟信号接口,X411电机编码器接口,X411机床测量接口。
611A控制模块接口,这个模块接口的主要作用是与1FT5(图4)电机构成伺服驱动机构,实现对机床的速度与电流的控制。
4 结束语
机床在设计上可以从机、电、液这三个方面进行考虑,每个机床都离不开这三个部分,而机床电气部分是最重要的,机床没有电就不会动,再好的机械结构也不能达到加工的目的,而西门子数控技术是一个非常先进的技术,通过使用它可以将机床达到低故障率、停机率低,降低了威胁机床加工的质量和精度的因素,从而使数控机床的性能得到提升。
参考文献
[1]于松田,邓卫伟,房纪涛.基于西门子840D系统的数控镗铣床改造与应用[J].机械工程与自动化,2009.
[2]高鸿斌,郭美静,赫孟合.西门子PLC与工业控制网络应用[M].电子工业出版社.
[3]吴晓君,杨向明.电气控制与可编程控制器应用[M].中国建材工业出版社.
[4]王润孝.机床数控原理与系统[M].西安工业大学出版社,1989.