
3D打印机的制作
2017-05-06 17:52杨阳杨文健
科技资讯 2017年7期
杨阳+杨文健

摘 要:该论文设计的3D打印机是以arduino为主控制板,利用平台丰富的器件驱动库,为后续再次开发做好准备。在挤丝机的推动作用下,打印材料通过加热由打印喷头送出,在程序的预设轨迹中进行堆积,从而形成完整的打印体。
关键词:3D打印 arduino 材料
中图分类号:TP334.8 文献标识码:A 文章编号:1672-3791(2017)03(a)-0004-02
3D打印机是一种增材制造技术,即快速成形技术的一种机器,它是以一种数字模型文件为基础,运用特殊粉末状金属或塑料等可粘合材料,通过打印一层层的粘合材料来制造三维的物体,现阶段的三维打印机被用来制造产品。3D打印机的原理是把数据和原料放进3D打印机中,机器会按照程序把产品一层层造出来,目前的3D打印机不仅仅是能够打印的机器,在工业以及医学领域都有突出的成就。目前3D打印机仍有精度低以及速度慢等问题,通过对3D打印机的设计研究能够不断地改进完善这些问题,以提高其应用范围及应用能力。
1 硬件设计
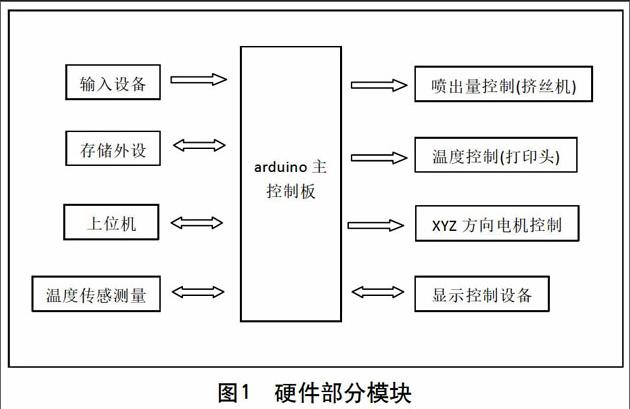
3D打印机的硬件部分主要包括主控板、挤丝部分、加热部分、传动部分。系统设计原理框图如图1所示。
利用三维软件进行建模并对模型进行切片处理(将3D模型转化为打印机可执行的代码,如G代码、M代码),建立必要的支撑结构,设置各部分的参数。通过计算机或外部输入设备传输连接至3D打印机发送控制指令,控制打印头部分的材料融化,再通过3个控制方向的步进电机带动打印头进行X、Y、Z3个方向的移动,并且控制挤丝机部分进行打印材料的挤出量调节。从底层开始逐层递增进行堆积,从而完成模型的打印。(见图1、图2)
(1)传动结构部分。
该设计的打印机共有X、Y、Z3个方向,每個方向上采用两根金属光杆并行的方式作为传动方式,具有速度快、精度高、稳定性较好等优点。
3D打印机电路部分在打印机中起的作用是控制整个打印过程协调、有序、完整地运行。该设计的3D打印机电路部分主要包括Arduino mega 2560主控板、Ramps 1.4拓展板以及步进电机驱动板。
(2)送丝机部分。
3D打印机普遍有远端送丝与近端送丝两种结构,近端送丝是将挤出机安装在打印头上,打印材料通过挤出机挤出,直接进入喉管,在铝块中融化后挤出。
远端送丝就是将挤出机安装在距打印头较远的位置,大部分情况下安装在打印机的框架上,使用塑料的送料管与打印头相连。
近端送丝整体质量较大,所以打印时的惯性也大,容易使打印的精度降低。远端送丝不如近端送丝灵活,在一些模型需要特定的回抽时,远端送丝通常效果较差,因此对打印质量有一定的影响。根据我们选用的电机型号以及结构的设计,我们选择了近端送丝的机构。
(3)打印头部分。
目前打印机大多数采用加热棒对铝块进行加热。打印材料在挤丝机的传动下,进入打印头,通过喉管,到达铝块,在加热棒的加热下熔化,进入喷嘴,最后由喷嘴挤出。打印头容易发生的故障之一就是“堵头”,一般是由于加热温度不够并且此时挤丝机仍在工作,或是由于散热不到位造成打印材料还未进入喉管就已融化,造成喉管及其附近堵塞,另外也受打印材料的纯度等影响。铝块内部的热敏电阻实时读取温度,进而通过主控板将其控制在一定范围之间,保证温度的稳定。
(4)电机部分。
步进电机是通过电流脉冲来精确控制转动量的电机,电流脉冲是由步进电机驱动单元供给的。该设计中选用的是42步进电机,两相四线。步距角为1.8°,即电机转动一周周期为200步。转轴直径为5 mm,转矩大小根据电机具体型号的不同而变化。我们设计的这款3D打印机需要5个步进电机,X、Z轴各一个,Y轴两个,挤出机一个。
步进电机与同步带相连,可以计算同步带(即打印头)运动1 mm时所对应的步数,由以下公式计算:步数=电机旋转一周的步数×驱动板的细分数÷齿间距÷步进电机上齿的数量。
2 软件设计
(1)下位机。
主控板我们需要使用开源的Marlin固件,Marlin固件为自由软件,可以直接用来做软件开发,在该固件中可以根据机器的实际情况进行参数的更改。固件中包含了绝大多数的功能,如预加速功能,自动调节PID温度控制,以及支持LCD显示屏SD卡扩展等功能。
(2)上位机。
一般3D打印机打印需要的文件格式是G-Code代码的格式。Repetier-Host是一款综合软件,具有进行切片、查看修改G-Code、手动控制3D打印机、更改某些固件参数以及其他的一些小功能。Repetier并不提供切片引擎,而是在该软件外部调用其他的切片软件进行切片,比如CuraEngine、Slic3r及Skeinforge等切片软件。在同类软件(如Printrun,Repelicator-G)中使用起来是比较方便的一款。
(3)建模软件。
对于建模而言,使用的软件较多,一般建模软件如SolidWorks,3D max等都可以生成stl格式的文件,然后再通过切片软件进行切片。
3 结语
整体安装调试结果表明,由于没有可以参考的标准模型,打印机的打印精度和打印机安装时的步骤及安装位置的准确度密切相关,因此在安装时,我们尽可能地做到准确测量,精确安装,在结构上的误差做到最低。在程序调试时,结构和所用零部件型号的不同需要不同的算法,我们要测量部件结构的相关属性,准确计算所用的各连接件的参数,通过修改程序可提高打印的精度。
参考文献
[1] 许廷涛.3D打印技术——产品设计新思维[J].电脑与电信,2012(9):5-7.
[2] 刘厚才,莫健华,刘海涛,等.三维打印快速成形技术及其应用[J].机械科学与技术,2008,27(9):1184-1186.
[3] 陈步庆,林柳兰,陆齐,等.三维打印技术及系统研究[J].机电一体化,2005,11(4):13-15.
[4] 杨小玲,周天瑞.三维打印快速成形技术及其应用[J].浙江科技学院学报,2009,21(3):186-189.
[5] 胡发宗,赵毅,陈罡,等.三维立体打印机的成形技术[J].模具技术,2004(1):60-62.
猜你喜欢
电脑报(2022年4期)2022-02-07
老年博览·上半月(2021年3期)2021-03-30
科学与财富(2020年15期)2020-07-04
读者·校园版(2020年10期)2020-05-19
移动通信(2020年4期)2020-05-07
电脑爱好者(2020年1期)2020-04-28
移动通信(2019年4期)2019-06-25
大众摄影(2019年4期)2019-05-07
移动通信(2018年10期)2018-12-27
中国信息化周报(2015年14期)2015-06-01
