HXD3/3C型电力机车转向架构架C5修检修探讨
2017-05-08 06:47张学昌王晨孙晓龙
山东工业技术 2017年8期
张学昌+王晨+孙晓龙

摘 要:分析了HXD3、HXD3C型电力机车构架C5修磁粉探伤情况,并对主要受力部件的探伤数据做了进一步的分析,得到了相关部件的缺陷发生率及位置分布关系。为构架检修工艺制定、现场作业和质量管控工作提供一定的指导,为构架相关部件的焊接工艺制定、焊接缺陷的预防提供参考。
关键词:HXD3型电力机车;机车检修;构架探伤
DOI:10.16640/j.cnki.37-1222/t.2017.08.045
1 概述
构架是电力机车转向架的主体结构部件,是承载车体和传递力的基体,通过构架实现了转向架各部件之间的定位、连接以及相互之间的力的传递运动关系。机车在运用时,构架除了承受来自车体及车上设备重量的垂向负载外,还会承受机车垂向振动产生的垂向载荷、由于机车牵引或制动时所产生的牵引力及制动力,承受机车在通过曲线时的横向力和离心力等,是一个复杂交变载荷作用下的重要受力部件。因此,构架强度和刚度是保证机车安全运行的基本条件。
磁粉探伤适用于钢铁等铁磁性材料的表面及近表面缺陷的检测,非常适用于机车构架各个受力支撑座焊缝疲劳裂纹的检测。在HXD3/3C型电力机车C5修中要求对构架主要受力部件进行磁粉探伤检查[1],包括抗蛇形减振器座焊缝、二系弹簧座焊缝、轴箱拉杆底座焊缝、一系弹簧座焊缝、一系垂向减振器座焊缝、电机吊座焊缝、牵引销安装座焊缝、牵引销、二系垂向减振器座焊缝、制动器吊座焊缝、电机吊座母材、轴箱拉杆底座母材,重点检查这些部件与构架连接处的焊缝及其热影响区。
2 构架探伤与分析
我公司在HXD3、HXD3C型电力机车C5修检修工作中,已经完成了相当数量的机车检修任务,积累了大量的检修数据和经验。考虑到两种机车构架在图纸设计与选材上基本相同,而机车的运用特点不同,因此将两种机车的构架检修作对比分析。本文统计了2016年检修的部分机车构架的探伤情况,其中HXD3型198台,HXD3C型96台,对于该批机车构架,按相应的C5修要求进行了探伤检查,各个位置缺陷发生率如图1所示。可以看出,进入C5修的构架的主要受力部件出现了较多的缺陷。
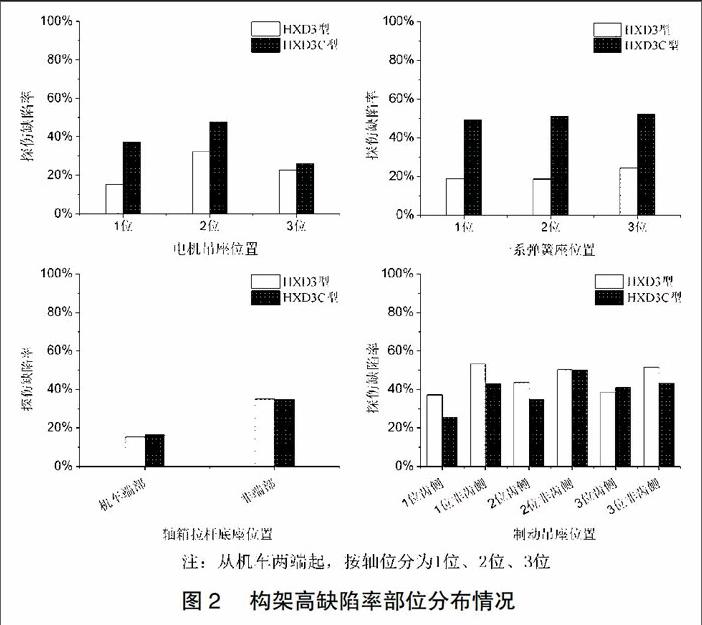
其中,抗蛇形减振器座焊缝、二系弹簧座焊缝、牵引销、轴箱拉杆底座母材等几处位置缺陷发生率较低。针对探伤中检出缺陷较多的部件及焊缝,对发生缺陷率较高的几个部位做进一步的统计分析。统计情况见图2。
2.1 电机吊座焊缝
电机吊座为铸造件,与构架横梁盖板和端梁组焊在一起。驱动电机悬挂装置的吊杆安装在电机吊座上,电机吊座承受来自牵引电机工作时传递来的纵向和横向振动。C5修以来,电机吊座发现的缺陷多数为焊缝处裂纹,该裂纹多出现在焊缝坡口位置,经打磨加工缺陷后发现该位置坡口容易存在焊接未融合缺陷。从图2可以看出,对于两类型机车,构架中间轴位的吊座焊缝缺陷发生率高于两端,且HXD3C型机车高于HXD3型机车。
2.2 一系弹簧座焊缝
一系弹簧座焊接在构架侧梁下盖板表面,在转向架组装时用于定位构架和一系弹簧。机车运行时,一系弹簧上部的机车重量通过一系弹簧座传递到一系弹簧。该部件发生的缺陷多数在弹簧座与构架盖板焊缝及热影响区位置,且裂纹尺寸较大,沿周向分布。另外,从图1中可以看出,HXD3C型机车的该位置缺陷发生率高达50%,且明显高于HXD3型机车。从图2中可以看出,一系弹簧座焊缝缺陷在三个轴位上的分布是相近的,与位置分布情况无明显关联。
2.3 轴箱拉杆底座焊缝
HXD3、HXD3C型机车构架轴箱拉杆底座焊缝处缺陷发生率约为25%该部位主要承受来自轴箱拉杆的牵引力和制动力,端轴的轴箱拉杆座焊有二系垂向减振器安装座,同时受到来自二系垂向减振器传递来的垂向载荷。端部的轴箱拉杆底座上连接来自两侧的两个轴箱拉杆,非端部轴箱拉杆底座上连接另外一个轴箱拉桿,从图2也可以看出,位于机车端部的轴箱拉杆底座焊缝探伤缺陷率相较于机车明显低于非端部位置的底座焊缝。
2.4 制动器吊座
制动器吊座是构架与制动单元的连接件,分为四个支座,其中两个焊接在构架衡量下盖板,两个吊环焊在构架侧梁立板上,四个支座与制动器通过螺栓连接。在机车运用时承受来自制动时所产生的频繁交替拉压应力,吊座与构架焊接根部容易产生应力集中,从而产生疲劳裂纹。从图1可以看出该位置的焊缝发生缺陷的概率较高,达到40%左右。针对制动器吊座的轴位分布不同(见图2),可以看出,对于HXD3、HXD3C两种车型,齿侧吊座焊缝出现裂纹的概率高于非齿侧,不同轴位的吊座发生裂纹概率相差不大。
3 结论
构架上的主要受力部件焊缝及热影响区是C5修探伤的重点部位,通过大量的检修实践表明,构架上发生的破坏现象,也主要出现在焊缝及热影响区,且大多是疲劳裂纹。经以上检修数据分析,可以看出,HXD3、HXD3C型电力机车转向架构架在进入C5修时,主要受力部件的探伤缺陷发生率较高,且两种车型主要受力部件在位置分布与缺陷发生率之间存在一定的规律性。为该型机车转向架构架检修工艺制定、现场作业和检修质量管控提供一定的指导,同时,为研究构架相关部件的焊接工艺制定、焊接缺陷的预防提供参考。
参考文献:
[1]中国铁路总公司.HXD3型电力机车检修技术规程(C5修)[M]. 北京:中国铁道出版社,2014.