工艺原则在生产实际中应用的技术性分析
2017-05-08 00:39张斌
科技创新与应用 2017年12期
张斌
摘 要:文章通过对普通车床床头箱零件机械加工工艺过程的分析,说明遵循并合理运用机械加工的基本工艺原则,使产品达到设计技术要求的工艺过程。
关键词:技术要求;工艺;床头箱;定位基准
引言
任何一项优秀产品的设计总是离不开将设计转化为现实产品这一制造工艺载体的。一个国家制造业工艺水平的高低标志并体现着这个国家真正的工业实力。
一项产品在拟定其加工工艺方案时,目前并没有一个固定的、完整的方法和模式。它随着客观条件的变化而改变。虽然各类产品及其加工制造方法繁多,但是人们还是在长期的生产实践中不断探索并归纳和总结出了一些通用的基本工艺原则。这些原则在生产过程中的运用确保了产品的质量和生产效率。
现结合我厂生产的CA6140卧式普通车床床头箱零件的单件、小批生产工艺过程来分析和说明基本工艺原则在实际生产中的具体运用过程。
床头箱部件是车床中最为重要的基础部件之一,而其箱体零件的加工精度更是至关重要。它决定着装配在其中的主轴及各类轴、套、齿轮等相关零件之间的相互位置及其传递运动和动力的精准性、灵活性和稳定性。
为了保证床头箱部件的装配精度要求,对其上的各个加工面和孔在设计上提出了较高的技术要求。
箱体底面和导向面是箱体的装配基准面,其平面度允差为0.04-0.06mm,表面粗糙度Ra值为1.6μm,顶面对底面的平行度允差为0.10mm,侧面对底面的垂直度允差为0.04-0.06mm。
主轴轴承孔的孔径精度为IT6,表面粗糙度Ra值为0.8μm,圆度允差为0.006-0.008mm,轴线与基准面距离的尺寸公差为0.05-0.10。
其他各个孔的孔径精度为IT7,表面粗糙度Ra值为1.6μm,各相关轴承孔轴线间的平行度允差为0.06-0.10mm。此外,对其他孔、面还有一些相关的技术要求。
为了达到上述技术要求,我厂在生产中充分运用了已有的一些基本工艺原则,其过程如下:
在箱体平面的粗加工和半精加工中,主要采用刨削和铣削,其精加工采用手工刮研或磨削。为提高生产率和各个平面间的相互位置精度,可以采用专用组合磨床进行磨削。
箱体上的各轴承支承孔,可采用镗(扩)-粗铰-精铰或镗(扩)-半精镗-精镗的工艺方案进行加工。其中,前者用于加工直径较小的孔,后者用于加工直径较大的孔。精度IT6的主轴孔需最后增加一道精加工工序。
在加工过程中,各工序应首先选择和确定各个被加工面的定位基准。定位基准的作用是保证各表面之间加工后的相互位置精度。在加工过程中,定位基准分为粗基准和精基准两类。粗基准是用未经加工过的表面作为定位基准的,且只能使用一次,不许重复使用。精基准是用已加工过的表面作为定位基准的。
1 粗基准的选择原则及运用过程
(1)选择要求加工余量均匀的重要表面作为粗基准,以利于保证该加工表面余量均匀,且能使该表面保留均匀一致的金相组织。
(2)应保证各加工表面都有足够的加工余量,以免余量不足造成废品。
为了满足上述要求,该床头箱在粗加工时就是以其技术要求最高的主轴轴承孔和距其较远的一个轴承孔作为粗基准先加工其顶面的。这样就充分的保证了主轴孔及其他各孔的加工余量均匀,并且有效的保证了各轴孔中心线与箱体内壁的相互位置。
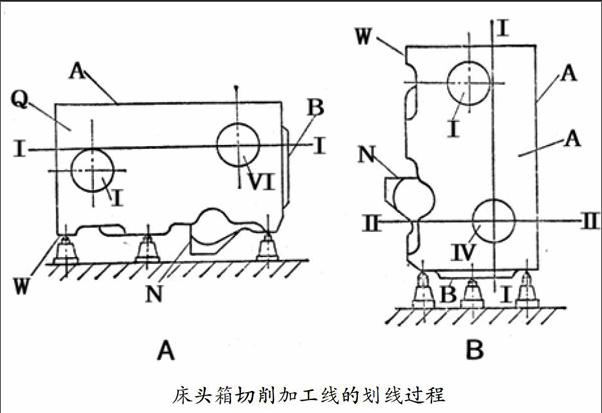
由于毛坯精度不高,在此床头箱的中、小批生产中,一般多采用按划线找正进行定位装夹和加工的。其过程如图A、圖B所示。划线时,应根据技术要求使主轴孔的轴心线与划线台面平行,B面、Q面与台面垂直,根据毛坯的主轴孔在四个面上均划出主轴孔的水平轴心线I-I,作为第一校正线。并根据I-I划出A面、W面的加工线。然后将箱体翻转90°,将B面放在平台上,使I-I线与台面垂直,划出主轴孔的垂直轴心线Ⅱ-Ⅱ作为第二校正线,根据Ⅱ-Ⅱ线划出N面和B面加工线。最后再将箱体翻转90°,将Q面放在平台上,用上述同样的方法划出Q面和其背面的平面加工线。
在切削加工前,先按照已划好的平面加工线在卡具上找正并装卡工件,然后再进行各面的切削加工。这样以主轴孔为粗基准就体现出来了,从而充分的满足了粗基准选择原则的要求。
2 精基准的选择原则及运用过程
(1)基准重合原则,即尽可能选择设计基准作为定位基准,这样可以避免因定位基准与设计基准不重合而产生的定位误差。
(2)基准统一原则,即尽可能选择同一定位基准来加工尽可能多的表面,以保证各加工表面间的相互位置精度,避免因基准变换引起误差。
为了遵循上述原则,在床头箱体的加工过程中,以其装配基面的底面和导向面作为精基准来加工孔系和其他平面。由于箱体的底面和导向面是主轴孔的设计基准,而且它与箱体上各纵向孔系、端面、侧面均有相互位置精度要求。所以用底面、导向面作为上述各孔、各面的加工定位基准有利于保证各孔、各面之间的相互位置精度,并消除了设计基准与定位基准的基准不重合误差。所以上述精基准的选择原则在这个过程中得到了较为充分的体现。
3 结束语
机械加工工艺方案的制订,其实质就是按照零件的设计技术要求对其各加工表面定位基准的选择。只有遵循并灵活运用这些已有的基本工艺原则,才能有效的达到零件的设计技术要求,从而优质高效地实现设计目的。
参考文献
[1]乔世民.机械制造基础[M](第一版).高等教育出版社,2003.
猜你喜欢
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
军事文摘·科学少年(2017年2期)2017-04-26
中小企业管理与科技·上旬刊(2017年2期)2017-02-17
现代农业研究(2016年11期)2017-01-10
科技视界(2016年22期)2016-10-18
纺织导报(2015年6期)2015-12-31
轻兵器(2015年14期)2015-09-10