
德标B500B钢筋的开发生产
2017-05-10 08:20吴昌飞李剑
山东冶金 2017年2期
吴昌飞,李剑
(山钢股份莱芜分公司棒材厂,山东莱芜 271104)
德标B500B钢筋的开发生产
吴昌飞,李剑
(山钢股份莱芜分公司棒材厂,山东莱芜 271104)
结合标准对外形尺寸及性能的要求,采用V、N微合金化工艺,通过设计孔型系统控制钢筋外形尺寸,并通过合理的冶炼和轧制工艺保证产品质量,莱钢开发了德标B500B钢筋。产品质量检测表明,各规格钢筋外形尺寸、化学成分和力学性能等各项指标满足DIN 488-2标准要求,服强度波动基本控制在40 MPa以内。
B500B钢筋;微合金化;外形尺寸;化学成分;力学性能
1 前言
根据莱钢棒材厂德标钢筋产品出口任务,进行了德标B500B钢筋的开发生产。根据DIN 488-1和DIN 488-2德标钢筋要求,在充分研读德标B500B钢筋力学性能、工艺性能和外形形状要求的基础上,通过合理的化学成分设计、轧辊加工设计和工艺过程控制,研制的德标B500B钢筋完全满足DIN 488-2标准要求,获得了德国MPA认证机构颁发的许可证书,实现了批量生产并出口德国。
2 B500B钢筋技术要求
2.1 外形要求对比
德标钢筋与国标钢筋外形的要求见表1。

表1 德标与国标钢筋外形的比较
德标与国标钢筋外形的差异主要在横肋和基圆的规范性要求上,德标钢筋对横肋截面有明确要求,对钢筋基圆外形也有明确的要求,这给生产过程中外形尺寸的稳定控制提出了比较高的要求,需要特别关注成品前孔和成品孔的料型控制及相互间的匹配。同时轧制标识要求加粗横肋的方式,用加粗横肋间横肋的个数对工厂的相关信息加以标识。加粗横肋的顶宽不允许>0.2d,为让标识能够清晰辨别,加粗横肋顶宽的设计需兼顾二者的平衡。此外,德标要求横肋根部与基圆进行圆滑过度,给轧辊加工和生产控制带来了一定难度。
2.2 成分与性能要求对比
德标钢筋与国标钢筋成分与性能要求对比如表2所示。
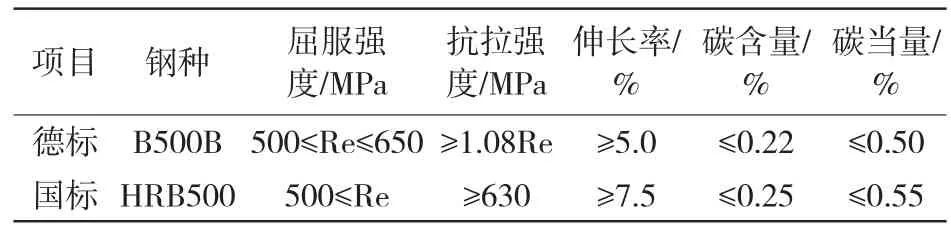
表2 德标与国标钢筋成分与性能的比较
德标与国标钢筋成分与性能的差异主要在屈服强度、碳含量和碳当量的要求上,德标钢筋屈服强度取上屈服点并且有上限要求,这一点与国标取下屈服点不同,碳含量和碳当量要求比国标低,同为500 MPa级别钢筋,这给性能的保障增加了一定的难度,需要工艺过程的稳定性控制。
3 试制方案
3.1 化学成分设计
DIN 488-1标准规定B500B的化学成分和碳当量(熔炼分析)应符合表3要求,根据需要钢中还可以加入Nb、V、Ti等元素。合理的化学成分对钢筋的性能起着至关重要的作用,因此在制定B500B钢筋的化学成分时,一方面参考DIN 488-2的规定,另一方面综合考虑各元素在钢中的作用,确保钢筋各项性能不仅能够满足强度要求,还要保证强度和塑性有良好的配合。
碳是钢中不可或缺的强化元素,碳含量每增加0.1%,屈服强度和抗拉强度可分别提高28 MPa和70 MPa[1],但对钢的塑性和焊接性能均不利。鉴于标准较低碳当量的要求,需要控制钢中的碳含量不易过高。Mn的加入可提高固溶强化效果,降低相变温度,细化钢的组织,提高强度和韧性,且可以提高Nb、V、Ti在奥氏体中的固溶度,增强沉淀强化效果。Ti与氧的结合力强,回收率低且波动大,连铸过程中容易造成水口结瘤,对脱氧、连铸工艺要求较高;Nb具有较强的沉淀强化和细晶强化作用,但含Nb钢连铸时对二冷制度要求严格,控制不好连铸坯易出现裂纹缺陷;V具有较强的沉淀强化作用,细化晶粒的作用也较强,冶炼时回收率高且稳定,而且能加速γ-α的转变,缩小了贝氏体、马氏体出现的几率,可形成稳定的F+P组织[2]。考虑到钢中加入N能显著提高V的强化作用,综合比较确定采用V、N合金进行微合金化。化学成分设计见表3。

表3 德标B500B钢筋设计熔炼化学成分
3.2 孔型系统设计
根据各生产线产线布置,充分考虑孔型尽量共用,提高生产作业率的原则,依据粗轧机轧制力大的特点,在粗轧机组采用大变形、大延伸。中精轧机组间采用椭圆-圆-椭圆的延伸孔型系统。经过料型分配、宽展量与延伸量的测算,中轧轧机延伸系数取1.20~1.30。根据标准对各规格米重的要求,并且基圆截面尽可能满足圆形要求,对比国标钢筋生产情况,仅对小规格成品孔孔型进行了优化设计,成品前孔延伸系数取1.10~1.25,成品孔延伸系数取1.15~1.25。
3.3 外形尺寸控制
根据标准对外形尺寸的具体要求,同时要满足相对肋面积要求。经过核算论证,横肋充满度按85%核算,前滑值取值0.05,并从月牙形横肋螺纹加工和生产经验出发,在横肋铣到槽底时,实际肋末间隙和低于标准要求最大值,规格越大实际间隙和与计算的最大值偏离越大。在满足标准要求的基础上,核算钢筋外形尺寸各项参数控制下限见表4。为保障产品外形尺寸满足标准相对肋面积要求,相关参数控制必须不低于实控下限要求。
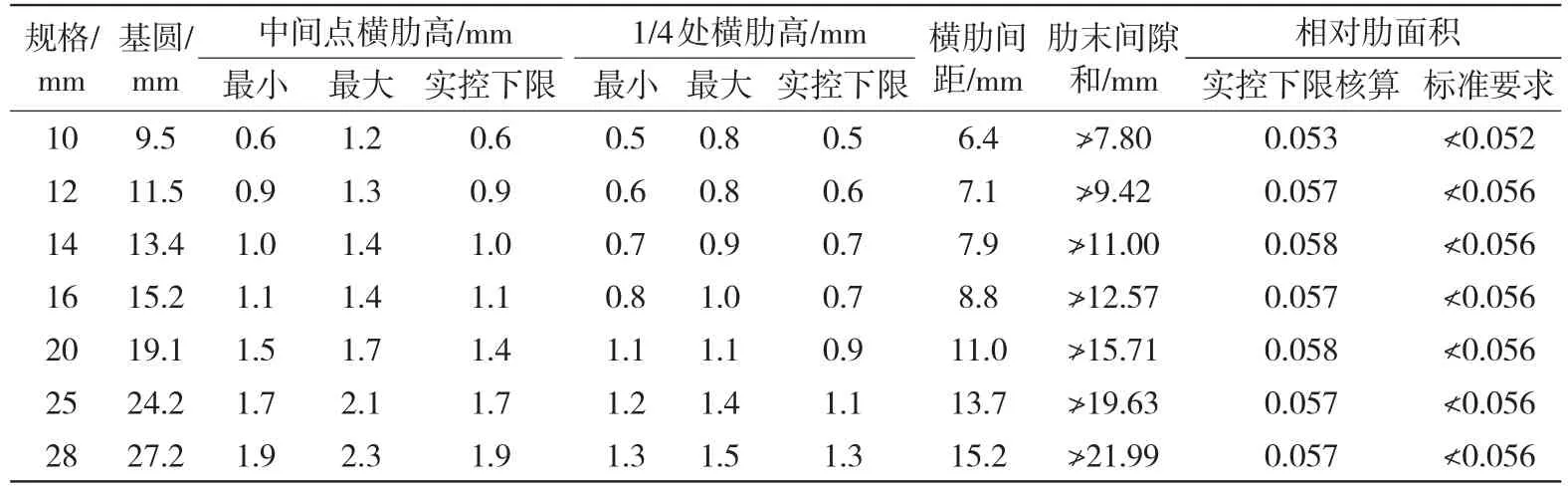
表4 德标钢筋外形参数控制要求
3.4 熔炼工艺控制
铁水经过脱硫处理。造渣制度采用单渣工艺冶炼,全程化渣,炉渣碱度按2.8~3.2控制,采用高拉补吹。终点控制目标[C]≥0.12%,[P]%≤0.040,[S]%≤0.035。
在出钢过程中,可依据钢水状况加入硅钙钡或钡系(0.5~1)kg/t钢,对钢水进行脱氧。钢水出至1/ 4时,加入硅锰、硅铁合金、钒氮合金和微氮合金,钢水出至3/4时加完,钢包底吹氩总时间≥7 min。精炼吹氩开始大压力搅拌2 min后取光谱样,然后调整氩气压力进行软吹,达到良好的吹氩效果。连铸中包钢水温度:连铸第一炉1 535~1 550℃,连浇炉次1 520~1 535℃。拉速为2.2~3.0 m/min。中包液面高度控制下限500 mm。
3.5 轧制工艺控制
德标标准提供了4种制造工艺,分别是:1)热轧,无后续处理;2)热轧并用轧制炉进行热处理;3)热轧和冷拉伸;4)冷轧(减厚)(通过拉伸或冷轧减径)。莱钢棒材厂根据生产设备情况及在热轧工艺方面长期成熟的经验积累,选择第1种,确定采用热轧工艺进行生产。
加热制度。根据各产线加热炉实际控制情况,确定加热制度如表5所示。

表5 各产线加热温度℃
轧制工艺。采用热轧工艺生产,钢筋在冷床上采取自然空冷的方式冷却,根据成分设计情况及标准对产品性能的要求,确定各产线轧制工艺控制参数如表6所示。
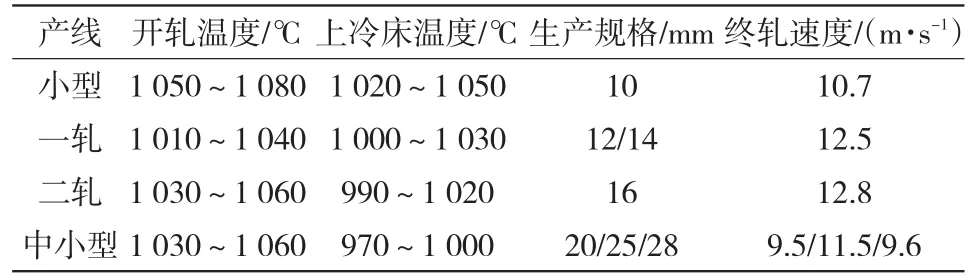
表6 各产线工艺过程控制参数
4 产品质量分析及优化改进生产
跟踪生产情况,对各规格外形利用尺寸检测仪器进行检测,均符合标准要求。2016年7月,7个规格均按设计方案一次试验成功并进行了批量生产,共生产了1 500余t。成品化学成分和力学性能合格率100%。钢筋力学性能统计情况见表7。钢筋力学性能全部合格,均满足标准要求。
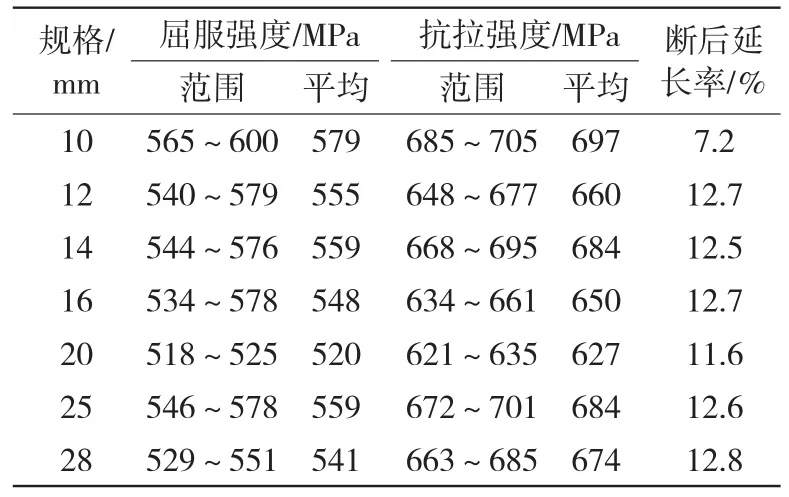
表7 B500B钢筋力学性能统计情况
1)横肋的改进。为保障横肋纵截面保持月牙形,在成品前料型的控制上要保持合适的充满度要求,成品前料型宽高比保持在2.0~2.2。由于德标钢筋对横肋与基圆圆滑过度的要求,在轧辊加工后对横肋根部进行电火花修磨,圆弧过渡的同时也减轻了横肋根部应力集中的情况,减少弯曲过程的裂纹倾向。2)质量稳定控制。为应对低碳当量并满足标准性能要求,在Si、Mn的控制范围进行了窄区间要求,按照中上限控制。采用钒氮微合金化成分设计,加入微氮合金。对影响产品性能的工艺过程参数明确精准控制要求,关键部位增设在线测温计量仪表,关注开轧温度和上冷床温度的波动,及时调整,控制波动范围在25℃以内。实际产品屈服强度波动基本控制在40 MPa以内,满足了德标MPA认证机构要求。
5 结语
生产实践证明,制定的德标带肋钢筋生产工艺适合当前炼钢、轧钢工艺要求,工艺技术参数设计合理,采用的轧辊加工工艺可行。生产的德标钢筋尺寸精度高,表面质量好,各项性能指标满足标准DIN 488-2的要求。
[1]杨才福,张永权,柳书平.钒、氮微合金化钢筋的强化机制[J].钢铁,2001,36(5):55-57.
[2]石德珂.材料科学基础[M].北京:机械工业出版社,1999.
Development and Production of German Standard B500B Reinforced Bar
WU Changfei,LI Jian
(The Bar Plant of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
To control the shape size through pass system design,to ensure the products quality by reasonable steelmaking and rolling process,the B500B reinforced bar is developed in Laiwu steel combining the standard requirements of size and the properties with VN micro-alloying technology.The products quality inspection showed that the steel appearance shape dimension,chemical composition and the mechanical properties can satisfy the requirements of the B500B reinforced in DIN 488-2.The fluctuation of yield strength is controlled lower than 40 MPa.
B500B reinforced bar;microalloying;boundary dimension;chemical composition;mechanical property
TG335.6+4
B
1004-4620(2017)02-0019-03
2017-02-27
吴昌飞,男,1982年生,2005年毕业于重庆大学材料科学与工程专业。现为山钢股份莱芜分公司棒材厂工程师,从事轧钢技术研究、质量管理等工作。
猜你喜欢
装备维修技术(2022年26期)2022-07-13
中国自行车(2018年3期)2018-04-18
世界热带农业信息(2017年5期)2017-10-23
世界热带农业信息(2017年4期)2017-07-28
世界热带农业信息(2017年3期)2017-07-13
世界热带农业信息(2017年3期)2017-07-13
电子产品世界(2017年3期)2017-04-13
汽车与安全(2016年5期)2016-12-01
陕西教育·综合版(2016年11期)2016-04-12
新媒体研究(2014年14期)2014-08-22
