对不锈钢棒原材料超声波无损检测的探讨与应用
2017-05-20 08:55张志杰
中国科技纵横 2017年8期
张志杰

摘 要:在石油化工科研单位中,因加工压力溶弹外壳和微型反应器接头等受压元件的需要,需经常在不锈钢材市场购进小批量或少量Ф25mm-Ф95mm不同规格的热轧奥氏体不锈钢棒。结合多年实践经验,本文介绍一种如何利用超声波脉冲反射检测法轻便、灵活,能够迅速发现缺陷、定位准确,对人体无伤害,可进行现场探伤的特点,快速判断不锈钢棒原材料的质量,为原材料的选购提供技术支持的方法。
关键词:不锈钢棒原材料;脉冲反射法超声波检测;斜探头
中图分类号:TN249 文献标识码:A 文章编号:1671-2064(2017)08-0046-02
1 明说
石油化工科研单位机械加工部门,在为各研究室生产压力溶弹外壳和微型反应器接头等受压元件时,需对半成品进行超声波无损检测。过去的探伤方法是:将供应商提供的不锈钢棒料切成合适的小段,外圆粗车,两端平头;外观检查合格后,用直探头从圆柱的两个端平面接触法进行探伤,圆柱曲面用直探头周向和纵向水浸法进行探伤。这样做,解决了水浸法探伤水槽长度对被检材料长度的限制问题。但是,这种检测方法,对于钢棒原材料来说,成了有损探伤。检测发现缺陷后,難以退换,浪费了材料,增大了加工成本,给本单位造成损失。另一方面,经过这种方法检测的结果是:从圆柱两个端面用直探头接触法进行探伤,很少发现缺陷;半成品经过“全面”探伤的,其成品在压力试验和使用过程中还是常出现个别的纵向开裂现象。
出现上述情况的原因,可以从热轧不锈钢棒的生产工序和超声波探伤的原理得到解释:
首先,不锈钢坯料经过轧机热轧后,细化了钢材,并消除了显微组织的缺陷,从而使钢材组织密实;部分浇铸时形成的气泡、裂纹和疏松等缺陷在高温和压力的作用下被焊和;但是,坯料中的非金属夹杂和折叠等缺陷,在轧制过程中会以这些缺陷为起点,沿轧制方向出现裂纹、分层等现象,这些缺陷既有内部的,也有表面的,它们的共同特点是沿钢棒轴线纵向分布。用直探头接触法从圆柱的两个端平面进行探伤,超声波束与缺陷取向基本平行,因此难以发现缺陷。
其次,利用直探头沿半成品圆柱曲面进行周向和纵向探伤,存在一定的盲区,无法检出表面和埋藏在材料内部的近表面缺陷,形成一个漏检区。因此,导致了不合格产品的存在。
用斜探头接触法对不锈钢棒圆柱曲面进行探伤,可检测到直探头垂直法无法检测的表层缺陷。该方法与直探头垂直探伤法并用,可以对圆柱半成品进行全面的检测[1]。
多年的实践经验证明,市场供应商提供的奥氏体不锈钢棒材,虽然质量不好保证,但也有一定规律可循。一般说来,外观检查表面沿轧制方向有明显的呈直线状连续或断续的裂纹,或近似裂纹的折叠等缺陷的棒料,其近表面也常存在裂纹等缺陷;而经过斜探头检查,表面和近表面质量较好的棒材,其内部质量也较好。
基于上述分析,我们只要采用斜探头接触法对不锈钢棒原材料沿圆曲面进行顺时针和逆时针两个方向的周向探伤,就可以发现原材料表面和近表面埋藏的缺陷。利用超声波无损检测轻便、灵活,能够快速发现缺陷、定位准确,可进行现场探伤的特点。在简易的工装上,可对整根或整段原材料进行探伤,来大致判断其整体质量,发现问题及时退换料,做到有选择的购料,可极大的降低生产成本,减少材料的浪费。
2 应用
2.1 设备的选用
仪器:CTS—26型超声波探伤仪;探头:斜探头,根据不锈钢棒材直径选择合适的探头规格尺寸;偶合剂:机油。
2.2 斜探头频率的选择
当超声波在钢棒中传播时,由于奥氏体不锈钢晶粒的粗大、形状的不均匀和各向异性,将引起折射和反射频率的不同,同时还会发生介质衰减[2]。而且,超声波频率越高,散射衰减越强烈。因此,选择斜探头频率时,应在相关标准规定的频率范围内,适当选择较低的探伤频率为宜。
2.3 斜探头K值的选择
斜探头K值的选择可采取计算法。当用横波斜探头外圆周向探测曲面工件时,对应每一个探头的K值,都有一个最大的检测深度Tmax,当缺陷深度>Tmax时,波束轴线将扫查不到。因此,不同K值探头最大探测深度Tmax与工件外直径D之比应满足以下关系[3]:
按此关系式,可以计算出不同K值的最大探测深度Tmax;反之,也可以根据要求探测的最大深度Tmax,计算出相应的K值。
2.4 斜探头的磨制
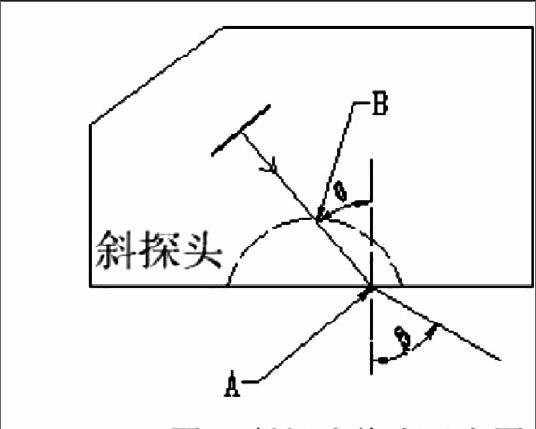
在实际探伤过程中,由于斜探头与被检工件的接触面是平面,而不锈钢棒材圆柱面曲率较大,接触面积太小,无法进行正常检测,因此,应对斜探头的接触面按对棒材圆柱曲面周向探伤的方式,加以修磨,使探头接触面与被检测面相吻合,以保证超声波入射角度,增加耦合效果。为了准确定位和计算,应使修磨后的探头与原探头的K值保持一致,修磨时一般使入射点位于探头弧形槽的顶部。具体方法是:斜探头在标准试快上测出入射点A和K值,再通过K值计算出探头斜楔内的入射角θ,在探头侧面标出斜楔内声波到入射点的路径,修磨时,使弧形槽的顶点B与其相交。如图1所示[4]。
2.5 简易对比试块的制作
在实际工作中,为了调整仪器和探伤的方便,可以加工一种简易的对比试块。具体方法是:在同规格没有缺陷的不锈钢棒原材料上,截取一段长短适宜的钢棒,两端平头。可以参照无缝钢管超声波检测标准,假设一定K值探头的最大检测深度Tmax为钢管壁厚,按标准要求的深度,在圆柱曲面外表面沿轴向加工出一道V形槽;再根据所选探头的K值和验收的要求,在试块端平面斜探头可探测深度的位置上,沿轴向打上相应直径的孔。比如要求达到φ2的探伤灵敏度,就以C点为圆心钻上φ2的孔,如图2所示。
图(2)中:D点为人工孔或缺陷在钢棒圆周方向上的相应位置;线段CD表示人工孔或缺陷的皮下深度。
2.6 仪器的调整
探头在图(3)中所示的位置(1),人工表面缺陷的上方,找到人工表面缺陷的最大反射波,确定探伤仪始波位置;探头在位置(2),找到人工表面缺陷的最大反射波,通过测量实际声程,按比例调整仪器时基线;探头在位置(3)通过探测人工孔,找到人工孔的最大反射波,将其调整到仪器的一定幅度,以确定探伤灵敏度。如图3所示。
2.7 检测
仪器调好后,就可以在简易的工装上,通过转动钢棒,对整根或整段不锈钢棒原材料进行顺时针和逆时针两个方向上100%的超声波周向检测。发现缺陷后,可以根据同一缺陷反射波两个方向相对称的原理,确定其在钢棒曲面上的相应位置,并用手指沾机油,点击此位置,反射波峰上下跳动的为表面缺陷,反射波随探头移动仅左右游动的,为皮下缺陷。可用端点6dB法测量该缺陷的指示长度。
3 结论
针对某些机械加工单位,生产批量小、规格多的工作特点,对热轧不锈钢棒原材料进行外观检查合格后,先用斜探头对其进行顺时针和逆时针两个方向上的周向探伤,检查钢棒外表面和近表面的质量,根据检查结果,大致判断整根或整段原材料的质量优劣,发现影响产品质量的缺陷,及时退换原料。经过斜探头检测的钢棒,切段,外圆粗车,两端平头后,再用其它的超声波检测方法,对材料内部进行直探头探伤。这样,不仅保证对材料进行了全面的超声波无损检测,极大地提高了产品合格率,还降低了生产成本,减少了材料的浪费。在实际工作中,这是一种行之有效的检测方法。
参考文献
[1]高学东.棒材的无损检测技术,轧钢.1989年03期.
[2]孙延奎.小波分析及其应用[M].北京:机械工业出版社,2001.
[3]于建华,王灿,李庆辉.超声波曲面周向横波检测缺陷定位曲线图及分析,无损检测,2011年06期.
[4]李珍,王殿峰.超声波斜探头在棒材手工探伤中的应用,河北冶金,2013年第1期.