
益生菌在婴幼儿配方奶粉中的应用研究
2017-06-15 15:26王蕊,王首忠,高美华等
食品安全导刊 2017年14期
益生菌在婴幼儿配方奶粉中的应用研究
联合国粮农组织(FAO)在2001年为益生菌做了这样一个定义:食用者经过摄入适量的活菌,提高身体健康水平。益生菌可以直接作为制剂服用,也可以添加到其它各种产品中,调节肠道促进健康的一类有益微生物。众所周知,婴幼儿属于肠道弱势群体,新生儿刚出生时肠道内是完全无菌的状态,在出生后肠道内的细菌量便开始突飞猛进,当然与成人肠道内的菌群量仍然是相差甚远。所以在婴幼儿奶粉中添加益生菌主要是为了舒缓宝宝的肠道控制其肠道内有益菌和有害菌的含量,帮助宝宝建立良好的肠道微环境。
试验方法 益生菌的活性受很多因素影响,其中以混料间温度、相对湿度、混料时间和基料水分活度这4项因素的影响最为突出,采用单因素法确定这4项工艺参数的最适范围,以确保益生菌加工和储存过程中有足够的活菌起作用根据四个参数的最适工艺范围,进行四因素三水平的正交试验,从而确定最佳工艺参数。
试验结果统计分析方法 通过spass软件进行基础分析,试验重复3次,得出试验结论。
结果与分析
配方奶粉冲调温度的选择 温度对配方奶粉中益生菌活性的影响如表1,由表1可以看出,配方奶粉中益生菌的活性随着温度的升高先增大后减小,因此,配方奶粉的冲调温度应该控制在37℃-45℃之间。

表1 不同温度益生菌的活性
最佳工艺参数范围的确定 试验结果如表3所示,当温度低于22℃时,样品中的活菌数会降低,而当温度高于28℃时,益生菌的活性也会相应的受到抑制,所以混料间温度应控制在22℃-28℃之间最为适宜。
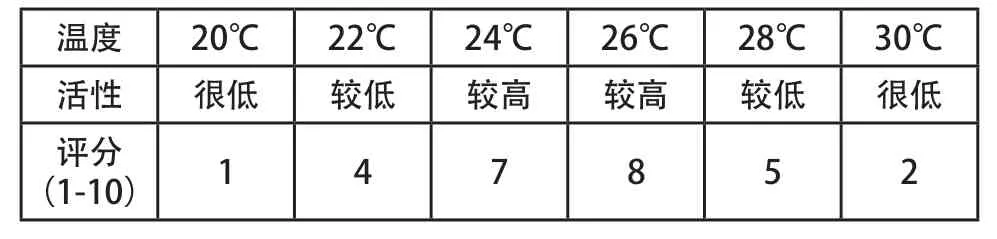
表3 混料间温度对益生菌活性的影响
控制混料间温度、时间等因素保持一定,当混料间相对湿度变化时,试验结果从表4中可以看出,当混料间相对湿度高于50%时,益生菌的活性会比较敏感,下降明显,即随着湿度越高,越不利于益生菌的生存,益生菌的活性会有所降低。
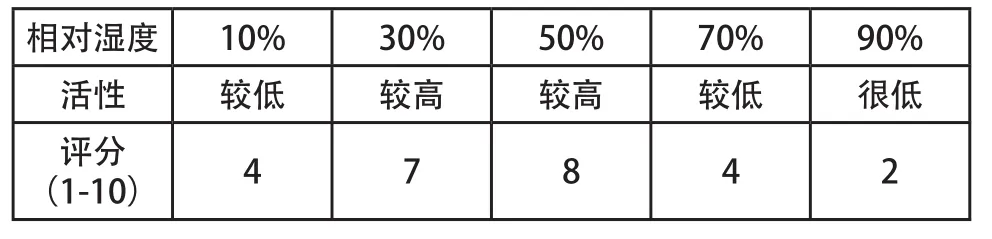
表4 混料间相对湿度对益生菌活性的影响
保持混料间温度、相对湿度等其它条件一定,由表5可以看出,混料时间25min是一个分界点,益生菌的活性随时间的增长而降低,45min后活性降低显著。
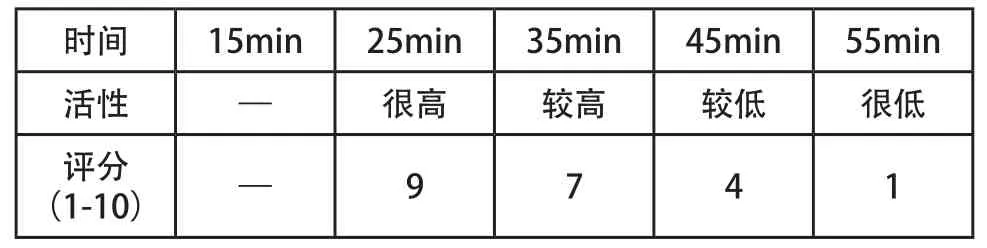
表5 混料时间对益生菌活性的影响
研究表明,在益生菌配方奶粉中,奶粉基料的水分活度是影响益生菌稳定性的关键因素,保持其它条件不变,进行试验,从表6中得到,当水分活度高于0.2时水分活度越大,益生菌的稳定性也会相应的降低,而当水分活度低于0.15时水分活度越小,益生菌的活性会有一定程度的降低。

表6 基料水分活度对益生菌活性的影响
最佳工艺参数的确定 婴幼儿配方奶粉中益生菌的活性受混料间温度、相对湿度、混料时间、基料中水分活度4种因素影响,这几个因素并非单一存在,而是相互影响相互制约的,所以,在最佳工艺参数范围内,进行四因素三水平的试验设计L9(34)的正交试验。
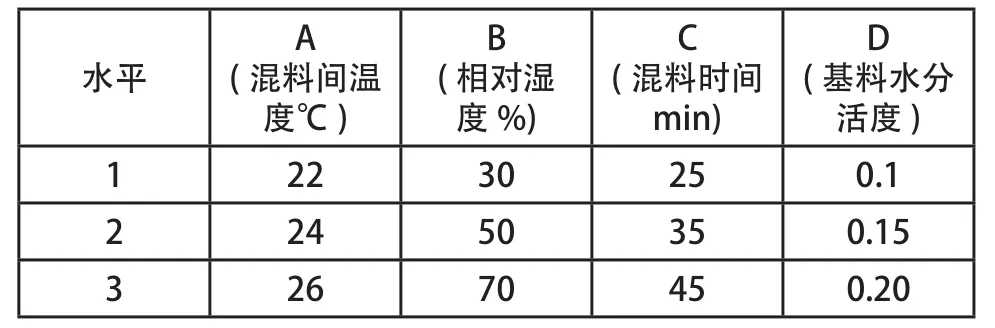
表7 益生菌添加最佳配方因子水平设计

表8 正交试验结果
从表7、8中可以看出,混料间温度(A)、相对湿度(B)、混料时间(C)、基料水分活度(D),对益生菌活性的影响程度为C>D>B>A,即混料时间(C)和基料水分活度(D)对益生菌活性影响显著,必须严格控制其工艺范围。该工艺重复性好,结果稳定,适合益生菌将婴幼儿配方奶粉中添加,综合以上益生菌活性确定最佳工艺参数为A3B2C1D2,即混料间温度26℃,相对湿度50%,混料时间25min,基料水分活度0.15。
通过上述试验研究,确定添加益生菌的婴幼儿配方奶粉冲调的最佳温度为37℃-45℃,而最适合最广泛最安全的添加于婴幼儿配方奶粉中的益生菌菌株为活性双歧杆菌。婴幼儿配方奶粉中益生菌最佳的添加工艺为:混料间温度为26℃,相对湿度50%,混料时间25min,基料水分活度0.15。婴幼儿配方奶粉应充氮保存,并严格保证其密封性。
□王蕊 王首忠 高美华 李强
廊坊出入境检验检疫局
王蕊(1988—),女,汉族,学士,从事食品安全检验工作。
猜你喜欢
橡塑技术与装备(2021年11期)2021-06-16
四川蚕业(2021年3期)2021-02-12
四川蚕业(2020年2期)2020-07-10
材料与冶金学报(2017年3期)2017-09-21
中国塑料(2016年12期)2016-06-15
电子制作(2016年21期)2016-05-17
核科学与工程(2016年3期)2016-01-03
化纤与纺织技术(2015年1期)2015-12-26
广州大学学报(自然科学版)(2015年4期)2015-12-23
化学与生物工程(2014年1期)2014-03-27
