中密度纤维板连续热压位置伺服系统自适应全局快速终端滑模控制1)
2017-06-28 15:01朱良宽周玉刚王子博曹军
东北林业大学学报 2017年6期
朱良宽 周玉刚 王子博 曹军
(东北林业大学,哈尔滨,150040)
中密度纤维板连续热压位置伺服系统自适应全局快速终端滑模控制1)
朱良宽 周玉刚 王子博 曹军
(东北林业大学,哈尔滨,150040)
为实现中密度纤维板(MDF)连续平压热压机液压位置伺服系统在参数摄动和外负载力干扰存在条件下快速、精确地位置跟踪,提出一种自适应全局快速终端滑模控制方法。首先,设计了自适应律以估计系统中的不确定参数,增强了控制系统的鲁棒性;然后,采用全局快速终端滑模控制方法,设计了一种新型的全局快速终端滑动模态,保证系统误差能够在有限时间内收敛为零;最后,利用Lyapunov稳定性理论给出了系统渐近稳定、跟踪误差在有限时间收敛的证明。仿真结果表明:该方法在保证系统稳定性的同时,可以实现系统误差在有限时间内收敛,提高了系统的鲁棒性和快速性。
中密度纤维板;热压伺服系统;全局快速终端滑模;自适应控制
中密度纤维板(MDF)由于具有高强度、质轻、变形小、表面光滑、力学性能好、便于二次加工、机械加工性能良好等特点,已被人们认可,现已成为人造板家族中的重要一员。其市场需求也在不断升高,所以提高产品产量、品质便具有重要意义[1]。连续热压机作为目前生产人造板的关键设备,其生产能力和技术性能直接制约着企业的生产规模及产品质量,并一度成为人造板企业具备先进性的标志[2]。
热压工艺是MDF生产的一项重要工序,其定厚段直接决定MDF的产品质量。在板厚控制的过程中,由于定厚过程不可逆,所以必须严格要求位置伺服系统的输出不超调,以保证产品厚度满足生产规格要求[3]。因此,对MDF板坯厚度控制问题的研究具有十分重要的意义。
目前,连续热压机主要采用电液位置伺服系统,通过液压缸活塞带动热压板运动将板坯压制到规定厚度。PID控制器因其结构简单、控制器参数少而得到了广泛应用,但由于控制精度较低、控制结果有超调、受干扰因素影响较大等局限性,得到良好的跟踪效果是十分困难的。文献[4]将自适应与遗传算法相结合,实现对PID参数的在线自整定,提高了系统的鲁棒性,但没有给出严格的系统稳定性证明。文献[5]将模糊控制与PID控制相结合,设计一种模糊PID控制器,一定程度上提高了液压伺服系统的控制精度和抗干扰性。文献[6]提出液压伺服系统的自适应算法,在得到良好的控制效果的同时,使控制输入平滑、无振荡。文献[7]通过结合自抗扰控制和滑模控制方法,设计了滑模自抗扰控制器,使液压伺服系统的精确度有所提高。文献[8]考虑到干扰不确定的问题,引入RBF神经网络来逼近干扰,再与动态面控制相结合,大幅提高了系统的鲁棒性和精确性。文献[9]针对电液位置伺服系统的非线性,提出了滑模控制方法,从而提高了系统的稳态性能,同时降低了控制输出的抖振。文献[10]将离线反馈控制与自适应算法相结合,设计了一种离线反馈自适应控制器,对电液伺服系统进行实时的位置跟踪,减小了系统的跟踪误差,提高了系统的控制精度。
值得注意的是,上述文献的控制器都是渐近收敛的,在系统控制达到一定范围时,收敛速度将会减慢,以至于系统误差不可能收敛为零,从而不能使系统在有限时间达到收敛。针对上述问题,一些学者提出了终端滑模控制方法(TSMC)[11],即在滑模面的设计过程中,引入非线性函数,构造终端滑模面,使得跟踪误差在滑模面上实现在有限时间内收敛为零。终端滑模控制自提出以来在机器人控制、航天器控制等领域得到了广泛的应用[12-15]。其中文献[12]设计一种终端滑模控制器并应用于无人机飞行控制中,已达到快速收敛的目的;文献[13]针对航空发动机设计一种非奇异快速终端滑模控制器,以实现系统的快速无差控制;文献[14]将自适应全局快速终端滑模与模糊神经网络相结合,并将其用于微电子机械系统,同样达到了系统误差快速收敛的控制目标;文献[15]针对一类非线性系统的系统误差快速收敛问题,提出了一种自适应快速终端滑模控制器,提高了系统的鲁棒性和快速性。
为实现MDF连续平压热压机液压位置伺服系统在外负载力干扰和参数摄动存在情况下快速、精确地位置跟踪,本研究设计了一种自适应全局快速终端滑模控制器,在保证系统鲁棒性的同时,使系统误差在有限时间内收敛为零。首先,设计自适应律,对系统的不确定参数进行估计;然后,设计全局快速终端滑模控制器,以实现对系统的快速精确控制,并给出了控制器的Lyapunov方法的稳定性证明和有限时间分析;最后,通过仿真实验来验证控制器的稳定性、鲁棒性和快速性。
1 热压工艺及系统描述
1.1 热压工艺
中密度纤维板的热压工艺是一种通过对处于蓬松状的纤维板板坯不断地施加压力,使得被不断重新组合而成的纤维与胶黏剂之间紧密结合,并通过温度的提升,使得板坯内的胶黏剂逐渐固化,最终形成纤维间的很多个胶结点,形成具有一定平均密度和厚度以及相应物理性能的板材[16]。其工艺过程大致分为3段,如图1所示[17]。
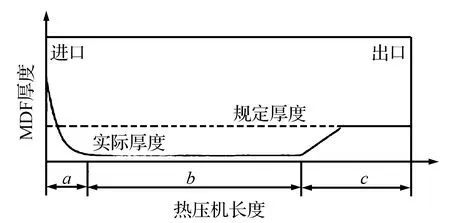
图1 在连续热压机长度分布上的MDF厚度变化
在MDF热压过程中,定厚过程直接决定了MDF产品的品质,对MDF板坯固化成型十分关键。在此阶段对压力进行控制的主要目的是排出板坯中剩余的水汽,避免产品出现鼓泡、分层等缺陷。但在该阶段,板坯内部存在多余水汽,容易出现厚度不均的现象,进而可能导致板坯厚度较厚部分的水汽无法全部排出。因此,在此阶段对板坯进行严格的厚度控制是十分必要的。
1.2 MDF连续热压机控制系统
目前,MDF连续热压机控制系统主要采用电液位置伺服系统,图2所示为其结构原理图。系统液压缸在定厚过程中的位移变化由位移传感器采集并转化成位置信号(y),将其与给定位置信号(yd)比较形成偏差信号输入给控制器,控制器输出控制信号(u)经过伺服放大器转化成电流信号,再经由伺服阀将电流信号转变成相应比例的阀芯运动,为液压缸提供油量,进而使液压缸活塞带动负载板坯运动并将其压制到既定厚度。系统中伺服阀采用零开口四通滑阀,其结构如图3所示。

图2 MDF连续热压机的电液位置伺服系统原理图
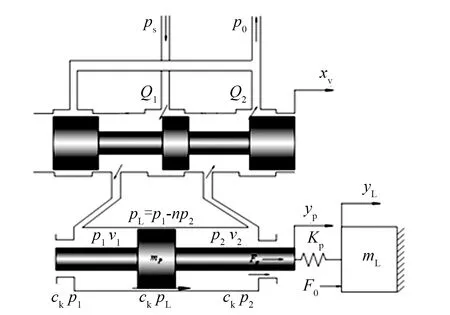
图3 零开口四通滑阀原理结构图
1.3 数学模型建立
MDF连续热压机液压系统所采用的液压缸为四通阀控液压缸,其动力机构系统的3个基本方程如下:
(1)
有关方程的详细推导以及方程中参数的定义请参照文献[18]。
伺服放大器和伺服阀可以等效为比例环节,有式(2)成立:

(2)
式中:Ksv为伺服阀增益;Ka为伺服放大器增益;i为伺服阀输入电流;u为控制器输出电压。
选择单个液压缸活塞的位移、速度以及加速度为状态变量,由式(1)和式(2)可推导出MDF连续热压机液压系统的状态空间表达式为
(3)


进一步考虑系统中存在的不确定性,可得
(4)
式中:不确定性为Δf(x)=Δa1x1+Δa2x2+Δa3x3。
结合式(4)可将式(3)整理为
(5)
式中:外部干扰d的上界已知。
在实际MDF连续热压机液压系统中,尽管系统中的参数和外干扰是不确定的,但是它们均是有界的,因此做如下假设:
假设1系统不确定参数存在上界。
2 自适应全局快速终端滑模控制器设计
图4为自适应全局快速终端滑模控制系统结构图,可以看出,通过自适应控制估计系统参数及外部干扰的上界,并将其输入给全局快速终端滑模控制器,最终实现对热压系统的快速鲁棒控制。
2.1 全局快速终端滑模控制器设计
假设系统参数及外部干扰上界已知
考虑上述系统的数学模型,设计全局快速终端滑模面[19]:
(6)
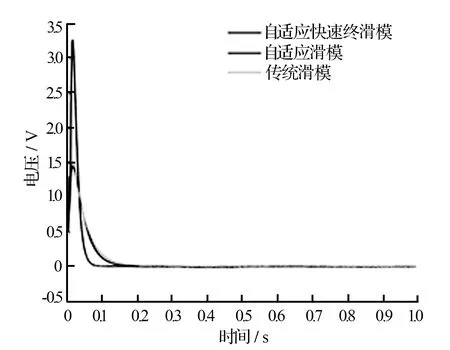
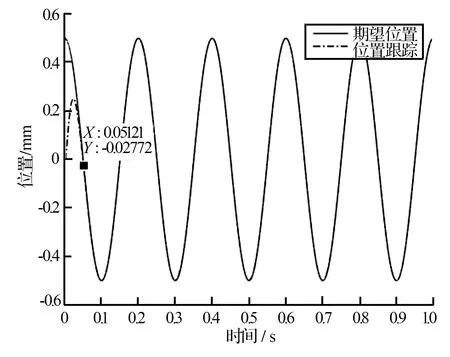
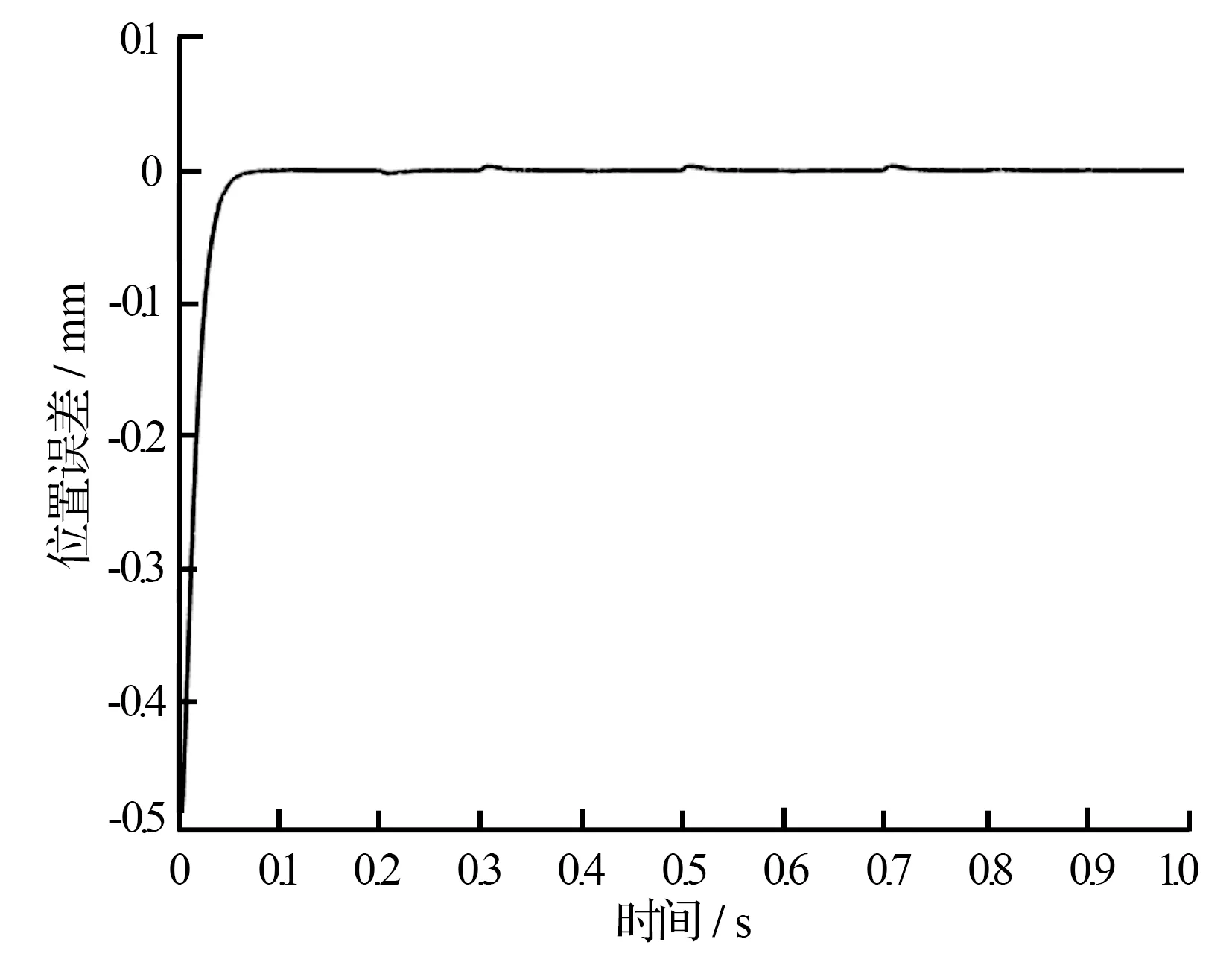
式中:yd为期望的位置信号;αi、βi>0且qi、pi(qi 图4 自适应全局快速终端滑模控制系统 设计控制律: (7) 2.2 自适应用来估计未知参数上界 针对系统参数和外部干扰未知情况,设计自适应律来估计未知参数和外部干扰的上界。自适应律设计如下: (8) 式中:ρ1、ρ2、ρ3为待定的正常数。 这样,控制器变为 (9) 3.1 稳定性分析 在假设各参数已知的情况,定义Lyapunov函数 (10) 则, (11) 将式(7)代入上式,得 (12) 而在实际情况下,系统参数和外部干扰未知,定义Lyapunov函数 (13) 则, (14) 将式(8)、(9)、(11)代入上式,得 (15) 3.2 收敛时间分析 假设2控制系统无干扰,且期望输出为位置信号。 由式(6)可以得到 (16) (17) 则, (18) 将式(18)代入式(16),得 (19) 将式(3)代入式(19),得 (20) 将控制律式(7)代入式(20),得 (21) 解微分方程式(21),得到在滑动模态上从任意初始状态s2(0)≠0收敛到平衡状态s2(t)=0的时间为 (22) 为验证本研究所设计控制器的有效性,利用MATLAB2014b/Simulink进行如下仿真实验。根据MDF连续热压位置伺服系统的实际工艺,系统的主要标称参数如下[20]: Ksv=0.01 m·A-1,Ka=0.012 5 A·V-1, cd=0.61,ρ=850 kg·m-3,A=0.125 6 m2, Bc=2.25×106N·s·m-1,K=2.4 GN·m-1, ω=0.025 m,βe=685 MPa,F=54 780 N, Vt=2.356×10-3m3,m=1×103kg, pL=16.67 MPa。 情形一:假设液压缸活塞的初始位置为x0=0,为消除板坯厚度偏差,需要对板坯进行微调0.1 mm,所以给定的期望位置信号为yd=0.1 mm,对其进行位置跟踪。为验证本研究设计的控制器的快速收敛特性,现将其与传统滑模控制器和自适应滑模控制器进行对比。 选取的仿真参数如下: 全局快速终端滑模控制器的参数设计为α0=α1=200,β0=β1=1×10-10,p0=p1=9,q0=q1=1,p=5,q=3,φ=13 000,θ=1 600。假设外负载力为F=54 780+4 000sin(4πt)。自适应参数设计为:ρ1=1×10-8,ρ2=1×10-10,ρ3=5×10-8。 传统滑模控制器参数设计为c1=400,c2=1×104,η=70。 自适应滑模控制器参数设计为c1=400,c2=1×104,η=100,ρ1=1×10-6,ρ2=1×10-7,ρ3=1×10-5。 仿真结果如图5—图8所示。由图5可以看出,本研究所设计的控制器相比于其他两种控制器,收敛时间明显缩短,大约为0.122 9 s,而且控制精度更高。 图5 3种控制器的位置跟踪对比 图6给出了3种控制器的控制输出信号的变化曲线,可以看到控制器的控制数量没有出现大幅抖振,且峰值在合理范围内。 图6 3种控制器的控制输入电压 图7为自适应全局快速终端滑模控制器滑动模态变化曲线和系统不确定参数估计曲线,其中图7a、7b分别代表控制系统滑模变量s1和s2随时间的变化,可以看出,滑模变量能够在短时间内快速到达并收敛到0,表明系统状态能快速到达滑模面且平稳地在滑模面上运动,使控制系统具有良好的快速性和稳定性。图8a、8b和8c分别表示控制系统的自适应律对系统参数a1、a2和a3的上界的估计值随时间的变化,可以说明所采用的自适应律能够快速估计出系统未知参数的上界,有效地提高了控制系统的快速性和精确性。 a.s1变化曲线 b.s2变化曲线 图7 滑动模态变化曲线 图8 系统参数估计 情形二:为进一步验证本研究提出的控制器在跟踪动态信号时的快速收敛特性,现选取给定信号yd=0.5cos(10πt)mm。控制器参数设计为: α0=150,α1=100,β0=β1=1×10-15, p0=p1=9,q0=q1=1,p=5,q=3,φ=1 000, θ=2 000,ρ1=1×10-12,ρ2=1×10-13,ρ3=1×10-6。 仿真结果如图9—图11所示。图9和图10说明,本研究提出的控制器在跟踪动态位置信号时,同样可以实现快速、精准的控制,其收敛时间为0.051 21 s。由图11可以看出,控制器输出信号较为平稳,没有较明显抖振,表明控制系统具有良好的鲁棒性。 图9 动态信号下的位置跟踪曲线 图10 位置跟踪误差曲线 图11 MDF电液位置伺服系统控制输入电压曲线 针对MDF连续热压位置伺服系统的系统误差快速收敛问题,设计了一种自适应全局快速终端滑模控制器。采用自适应控制估计系统的不确定参数,并设计全局快速终端滑模控制器实现系统误差在有限时间内收敛。对控制器进行了收敛时间的分析,并在MATLAB2014b/Simulink环境下进行了仿真。理论分析和仿真结果表明;本控制方法能够有效地抑制系统的不确定参数对控制系统的影响,由于滑动模态是连续的,其中没有切换项,因此削弱了抖振,从而进一步提高了系统的鲁棒性,而且该控制器可以实现系统误差快速收敛,有效提高了系统的快速性。 [1] 许方荣.我国中密度纤维板生产现状、发展趋势与应用前景[J].林产工业,2010,37(4):3-5. [2] 谭守侠,周定国.木材工业手册[M].北京:中国林业出版社,2007:200-203. [3] 王恺.木材工业实用大全之纤维板卷[M].北京:中国林业出版社,1998:167-172. [4] 黄晓舟.MDF连续平压位置伺服系统建模与智能控制研究[D].哈尔滨:东北林业大学,2013. [5] 郭祥洋,鲁守银,高鹏,等.基于模糊-PID控制的水冲洗机器人液压伺服控制系统[J].山东科学,2016,29(4):99-105. [6] 管成,潘双夏.电液伺服系统的非线性鲁棒自适应控制[J].中国电机工程学报,2007,27(24):107-112. [7] 韩永成,方一鸣,李强,等.液压位置伺服系统滑模自抗扰控制器设计[J].控制工程,2007(S2):53-55. [8] 朱良宽,王子博,刘亚秋.基于RBF神经网络的中密度纤维板连续热压板厚动态面控制[J].东北林业大学学报,2016,44(6):68-74. [9] TANG R, ZHANG Q. Dynamic sliding mode control scheme for electro-hydraulic position servo system[J]. Procedia Engineering,2011,24:28-32. [10] SHEN G, ZHU Z, ZHAO J, et al. Real-time tracking control of electro-hydraulic force servo systems using offline feedback control and adaptive control[J]. ISA Transactions,2017,67:356-370. [11] VENKATARAMAN S T, GULATI S. Terminal slider control of robot systems[J]. Journal of Intelligent & Robotic Systems,1993,7(1):31-55. [12] XIONG J J, ZHANG G B. Global fast dynamic terminal sliding mode control for a quadrotor UAV[J]. ISA Transactions,2017,66:233-240. [13] MIAO Z G, XIE S S, ZHANG B, et al. Adaptive global fast non-singular Terminal sliding mode control for aero-engine[J]. Journal of Aerospace Power,2013,28(11):2634-2640. [14] FEI J, YAN W. Adaptive global fast terminal sliding mode control of MEMS gyroscope using fuzzy-neural-network[J]. Nonlinear Dynamics,2014,78(1):103-116. [15] MOBAYEN S. An adaptive fast terminal sliding mode control combined with global sliding mode scheme for tracking control of uncertain nonlinear third-order systems[J]. Nonlinear Dynamics,2015,82(1):1-12. [16] 黄祖青.中密度纤维板热压工艺分析的研究[J].科技创新导报,2014(35):30-30. [17] 邓贞贞.基于PLC的人造板连续压机热压控制系统研究[D].长沙:中南林业科技大学,2012. [18] 吴振顺.液压控制系统[M].北京:高等教育出社,2008:14-43. [19] 刘金琨.滑模变结构控制MATLAB仿真[M].3版.北京:清华大学出版社,2015:492. [20] ZHU L, LIU Y, SHAO X, et al. Robust adaptive control for MDF hot press hydraulic system based on fuzzy disturbance observer[J]. International Journal of Modelling, Identification and Control,2016,26(2):79-89. Adaptive Global Fast Terminal Sliding Mode Control For MDF Continuous Hot Press Position Servo System// Zhu Liangkuan, Zhou Yugang, Wang Zibo, Cao Jun Medium density fiberboard (MDF); Hot press servo system; Global fast terminal sliding mode; Adaptive control 1)国家林业局“948”项目(2014-4-46);国家自然科学基金项目(31370710);黑龙江省博士后启动基金(LBH-Q13007)。 朱良宽,男,1978年11月生,东北林业大学机电工程学院,副教授。E-mail:zhulk@126.com。 2017年3月11日。 TS653.6; TP183 责任编辑:戴芳天。 In order to realize fast and accurate position tracking for medium density fiberboard (MDF) continuous flat hot press hydraulic position servo system in the presence of parameter perturbations and external load disturbance, a adaptive global fast terminal sliding mode control measure was proposed. Firstly, adaptive laws was designed to estimate the interior parameter perturbations to improve the robustness of the control system. Then, the global fast terminal sliding mode control (GFTSMC) measure was used. By designing a novel global fast terminal sliding mode controller, the system error could be with convergence to zero in finite time. Finally, the proof of Lyapunov stability and the analysis of finite-time convergence were given. By simulation, the proposed measure ensured the stability of system, and realized the convergence of system error in a finite time, which improved the robustness and rapidity of the system.



3 稳定性及收敛时间分析







4 仿真分析




5 结论
(Northeast Forestry University, Harbin 150040, P. R. China)//Journal of Northeast Forestry University,2017,45(6):79-84.
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
北京航空航天大学学报(2022年6期)2022-07-02
制造技术与机床(2019年8期)2019-09-03
模具制造(2019年3期)2019-06-06
中国惯性技术学报(2019年6期)2019-03-04
测控技术(2018年4期)2018-11-25
测控技术(2018年3期)2018-11-25
测控技术(2018年12期)2018-11-25
制造业自动化(2017年2期)2017-03-20
北京航空航天大学学报(2016年4期)2016-02-27