
应用于电机转子抛光机可编程控制器系统设计
2017-08-07 09:50张今朝朱海燕吕健璐钱苏翔雷晓钧
电机与控制应用 2017年7期
张今朝, 朱海燕, 吕健璐, 钱苏翔, 雷晓钧
(1. 嘉兴学院 机电工程学院,浙江 嘉兴 314001;2. 常州大学 机械工程学院,江苏 常州 213164)
应用于电机转子抛光机可编程控制器系统设计
张今朝1, 朱海燕1, 吕健璐2, 钱苏翔1, 雷晓钧1
(1. 嘉兴学院 机电工程学院,浙江 嘉兴 314001;2. 常州大学 机械工程学院,江苏 常州 213164)
针对自主研发的电机转子抛光机平台及电气主回路,采用三菱Fx1s PLC作为抛光机运行的控制系统,对转子夹具、可调滑台、抛光电机及吸尘器等执行元件进行控制;最后设计了触摸屏及操作界面。成套设备已应用于工程实践。
转子抛光; 控制系统; 可编程控制器
0 引 言
异步电机笼型转子为铸铝件,由于硅钢片和铸铝硬度不一样,所以在车削加工中,硅钢片和铸铝接触的地方会产生铝须毛刺。这些毛刺会增加电机杂散损耗,而且这种毛刺很难通过改良刀具和优化加工参数的方法来彻底消除。若通过一定工艺进行处理后,如使毛刺减少、片间粘连得到有效控制,大部分情况下转子外圆特殊处理后杂耗占输入功率有一定幅度的降低,平均降低附加损耗0.4%[1]。
文献[2]研发了一台电机转子酸洗机,利用酸洗工艺消除转子的铝须毛刺,降低了电机的杂散损耗。但这种方法涉及到加工过程中对酸液腐蚀的处理问题,比较繁琐和不便。
本文设计了一款半自动化电机转子抛光机整机,并采用PLC设现了加工过程控制,成套设备已投入实际应用。
1 抛光机的结构及控制要求
本设计的成套电机转子抛光机设备,主要功能是采用人工上料和PLC自动化抛光相结合对转子进行表面抛光处理。该设备组成如图1所示[3],主要由电源、转子夹具及滑台、电控柜、光幕、抛光仓、吸尘器、抛光设备、加工仓门气缸、人机界面及操作按扭等组成。

图1 电机转子抛光机实物图
其中,转子夹具可人工安装(待加工转子)或拆卸(已加工转子),滑台可将加工件送入(出)抛光仓,仓门开闭由光幕信号感知;抛光设备由2台抛光电机协调组合,电机轴与径向可调的钢丝轮同轴,钢丝轮外围带钢丝刷,当电机转动时,钢丝刷对转子表面进行抛光打磨。抛光滑台由步进电机驱动,可根据抛光情况对钢丝轮进行径向调节,对钢丝刷和转子间施以不同抛光压力,提高抛光效果。抛光过程中产生的碎屑等微粒通过吸尘器排出抛光仓。通过放大10倍显示转子硅钢片间隙图像,实时观测抛光效果。具体抛光流程及电气接线见文献[3]。
2 选型及断电保护问题
三菱PLC可运用在复杂的运动控制中[4-8],本系统选择了三菱Fx1s,其优势在于离散控制和运动控制,有丰富的控制指令,还有专门用于运动控制的定位指令,伺服和步进控制方便实现。
编写程序要尽量满足系统的稳定性。在能满足系统稳定性时,要最大限度的简化程序,特别注意程序的安全保护:急停装置、互锁保护、防误操作等。PLC控制系统设计流程如图2所示。

图2 PLC控制系统设计流程示意
2. 1 I/O口分配
I/O分配是程序编辑前的重要步骤,明确的I/O分配表可减少程序设计带来的修改。I/O口主要关系到输入输出元件的关系。根据输入输出的要求和特性,可以写出I/O分配表如表1所示。

表1 I/O分配表
2. 2 气缸控制
控制气缸主要是控制电磁阀的通、断电,进而改变压缩空气与气缸的接入状态。电磁阀通电时,阀芯接通压缩空气和气缸,气缸按照设定的方向运动,故气缸的控制可以按照继电器和接触器的通断控制方法。在双作用的气缸中,必须保证只能是单个气缸接通压缩空气,两个气缸同时接入不能工作,在程序编辑时需要加入互锁步骤保证安全。
单作用气缸的控制如点动控制或自锁电路,单作用气缸控制如图3所示。具体是把Y0常开辅助触点与起动按钮X0并联,当得到起动按钮X0的信号后Y0辅助触点闭合,进行状态保持,此时再松开起动按钮X0,Y0也不会断开,当停止按钮X1断开时,Y0断电常开触点断开,起到停止作用。双作用气缸中需要加入互锁开关,其互锁的意思是两个开关不能同时打开,即将A回路串联B回路的常闭辅助触点,将B回路串联A回路的常开辅助触点,两个控制回路起到相互制约的目的。
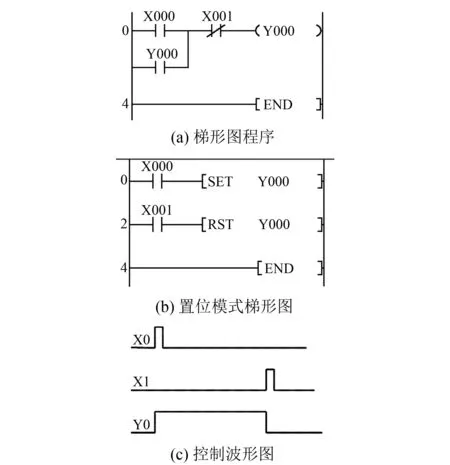
图3 气缸控制
线圈的自锁和互锁电路不仅用于气缸控制回路,还可以直接运用于异步电机的通断。由于异步电机只需接通和断开交流电源就能控制电机的起动和停止过程,故可将自锁和互锁电路直接用于异步电机控制电路。
2. 3 步进电机控制
本抛光机的步进电机使用脉冲控制法,即PLC发出一个脉冲,步进电机旋转一个步距角。使用PLC的高速脉冲输出连续的脉冲信号就可让步进电机旋转,变化的脉冲频率起到调速的目的,定量的脉冲数目用来定位。
直接起动的单向定量脉冲输出[PLSY],用来产生指定数量和频率的脉冲。该指令可以直接调用,调用方式如图4所示。

图4 PLCY指令调用方式和输出波形
在X0为ON 时,Y0输出频率为1 000 Hz,个数由D0指定,当输出脉冲个数达到设定值D0时,脉冲停止输出,执行结束的脉冲标志位M8029动作,M8029动作可作为下一程序的触发标志。由图5可得输出的脉冲占空比为50,且输出控制不受扫描周期的影响。

图5 抛光机起动保护程序
脉冲输出必须使用晶体管的输出方式,且输出I/O为Y0和Y1。指令执行过程中,修改目标操作数,程序将在下一次运行该指令时有效。指令的输出范围为10~100 kHz,最高速度或转换过程超过频率范围,系统自动转换到规定范围内执行。
2. 4 安全保护
机械设备稳定运行是设计的目标。控制系统中必须加入保护程序,以免误操作带来伤害。紧急停止是所有机械必备的功能,不同的设计者和程序员使用的方法也不相同。在本机械中,紧急停止用了PLC的区间复位功能,按钮接通时,区间复位功能强制把机械涉及到的辅助继电器复位,所有软原件复位后,机械停在当前位置,只有钢丝轮和吸尘器受惯性影响不会即刻停下。
本装置中,检查的部分是调试选择开关、后门开关情况,同时还加入了机器运行状态检查。机器运行状态检查是保证机械正常运行的必要条件。一个工作周期还在执行过程中,操作者触发开始按钮,如果程序中没有起动锁定,机械就会在当前转为开始运行的状态,轻则损坏产品和机械,重则造成人员伤亡。抛光机起动保护程序如图5所示。
在本控制程序中,使用辅助继电器M11作为机械运行状态的监视,当机械的一个周期未完成时,辅助继电器M11才能接通,当程序单个周期还在运行时,辅助继电器M11断开输入信号,起到运行保护作用。
2. 5 系统归零点
运动位置归零是运动控制不可缺少的组成部分,抛光机中使用系统归零程序是系统稳定快速运行的保证。本机器在单个周期运行前设置了系统归零点,主要目的是针对系统非正常关闭导致部件不在零点的影响,也用于紧急停止的恢复步骤,系统归零程序如图6所示。

图6 抛光机系统归零点程序
本抛光机中,辅助继电器M10是单次恢复的触发元件,M9是单次触发的自锁,过程中检查需要归零的信号,对未归零的信号执行归零步骤,其中主要是步进电机的归零。步进平台不在最高和最低位置时执行向下走程序,下限传感器得到信号时,切断脉冲输出,完成步进电机的归零。
2. 6 仿真设置
程序编辑完成后,选择“梯形图逻辑测试启动”,程序模拟写入PLC完成后,弹出“LADDER LOGIC TEST TOOL”对话框,该对话框是模拟PLC实际的运行界面。在GX Developer中会弹出“监视状态”消息框,其为仿真系统扫描周期时间和模拟PLC的运行状态。
在监视和模拟条件下,常闭触点变成蓝色,并实时输出运行结果。仿真系统和监视模式相同导通的元件以蓝色显示,蓝色块状的显示方式可以直观的查看软原件的当前状态,如图7所示。

图7 系统监视执行界面
仿真软件运行时通过蓝色标识显示软原件的通断状态,可以通过软件了解PLC的运行步骤,同时还会显示计数器、寄存器等的当前值。但是由于高速通道信号切换过快,故软件不显示高速通道运行状态。在程序仿真和系统监控界面,可以利用“软原件测试”功能,强制修改目标元件的当前状态,如:软原件开闭、输入信号、寄存器当前值等。利用强制修改的方法可以实现无需外维线路触发程序,模拟传感器、信号发生器、各类开关的信号输入,对程序稳定性调整、设备安全方面有重要意义。
2. 7 触摸屏及操作界面设计
触摸屏中的调试界面,目的是方便用户对设备进行测试和修改,功能通过操作台的选择开关切换。该抛光机选用步科Eview ET070触摸屏,可支持多种厂家的控制器与之连接,EV5000软件是上海步科MT4000/5000系列HMI专用组态编辑软件,也兼容本抛光机的Eview ET070触摸屏。
串口通信选择RS-232,组态过程中选择通信方式为RS-232,9 600 bps,偶校验,7,1;站号:0。图8为触摸屏通信设置。

图8 EV5000通信设置界面
使用该通信方式时,PLC为默认的通信方式,无需进入PLC中修改。使用步科专用的编程软件EV5000,通过软件设置操作界面数目、操作界面和查看界面等功能,编辑时可做元件、图形、配方等功能。图9为触摸屏控制界面。

图9 触摸屏控制界面
3 结 语
本文根据自主研发的电机转子抛光机硬件平台,设计了电气主回路及控制回路。以三菱Fx1s PLC作为抛光机的控制系统,以行程开关、光幕检测、各接触器状态量为控制器输入信号,对转子夹具、可调滑台、抛光电机、吸尘器等执行元件进行控制,设计了触摸屏及操作界面。结合人工上下料,本成套设备可直接应用于电机转子抛光工艺中。
[1] 闫锋,玉佳彬.超高效电机的关键制造技术[J].电机与控制应用,2013,40(7): 9-12.
[2] 简金权,王建波,张建新,等.电机转子酸洗机研发与应用[J].电机与控制应用,2015,42(3): 17-19.
[3] 朱海燕,张今朝,邬伟奇,等.一种电机转子抛光机结构与电气系统设计[J].实验技术与管理,2016,33(12): 85-88.
[4] 三菱FX系列编程手册.三菱株式会社[Z].2009.
[5] 三菱公司.三菱微型可编程控制器用户手册(通信篇)[G].2012.
[6] 张传娟.浅谈PLC在工业控制领域中的应用[J].数字技术与应用,2011(10): 17+19.[7] 刘丽华,李笑.基于PLC与触摸屏的玻璃清洗机控制系统设计[J].制造业自动化,2008,30(6): 58-61.
[8] 刘清,韩宝玲,罗庆生,等.S7-200可编程控制器在新型智能码垛机器人中的应用研究[J].制造业自动化,2008,30(7): 39-43.
Design of Programmable Controller in Motor Rotor Polishing Machine
ZHANG Jinzhao1, ZHU Haiyan1, LÜ Jianlu2, QIAN Suxiang1, LEI Xiaojun1
(1. School of Mechanical and Electrical Engineering, Jiaxing University, Jiaxing 314001, China;2. School of Mechanical Engineering, Changzhou University, Changzhou 213164, China)
According to the hardware platform and electrical circuit of the motor rotor polishing machine, Mitsubishi PLC Fx1s for the polishing machine operation control system were designed. Using executive components such as rotor clamp, adjustable slider, polishing machine and dust collector were controlled. In addition, the touch screen and operation interface were designed. Complete sets of equipment had been applied to the engineering practice.
rotor polishing; control system; programmable logic controller (PLC)
浙江省科技厅公益性项目(2015C31055);浙江省教育厅项目(Y201534544);嘉兴市科技项目(2014AY11007)
张今朝(1971—),男,博士研究生,副教授,研究方向为电力电子与电力传动方面。 朱海燕(1976—),女,研究方向为机械制造及自动控制方面。 吕健璐(1989—),男,硕士研究生,研究方向为机电传动与控制。 钱苏翔(1963—),男,博士研究生,教授,研究方向为检测技术与信号处理、机电设备状态监测与故障诊断等方面。
TM 33
A
1673-6540(2017)07- 0066- 05
2016 -10 -24
猜你喜欢
一重技术(2021年5期)2022-01-18
装备制造技术(2021年1期)2021-05-21
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年10期)2018-10-13
知识就是力量(2018年7期)2018-07-11
汽车维修与保养(2017年6期)2017-09-11
科技创新导报(2016年9期)2016-05-14
河南科技(2014年12期)2014-02-27
