
三层共挤体外循环泵管的制备与研究
2017-08-10 09:54丁友江翟云飞李超双鸽集团上海聚民生物科技有限公司上海201400
中国医疗器械信息 2017年11期
丁友江 翟云飞 李超 双鸽集团·上海聚民生物科技有限公司 (上海 201400)
三层共挤体外循环泵管的制备与研究
丁友江 翟云飞 李超 双鸽集团·上海聚民生物科技有限公司 (上海 201400)
以医用聚氯乙烯(PVC)、热塑性聚氨酯(TPU)为主要原料,采用三层共挤制备了PVC/PVC&TPU/TPU体外循环管路的泵管,采用正交试验优化了三层结构,并对三层共挤的泵管进行了DEHP析出和血液相容性检测,结果显示,无DEHP析出,并且具有良好的血液相容性。
体外循环泵管 三层共挤 正交试验 血液相容性
体外循环管路主要用于心肺手术和血液透析等,属于三类医疗器械。随着医疗技术和材料科学的不断发展,越来越多的体外循环技术应用到临床上[1]。实现这些体外循环均需要管路来提供通路,其中泵管是提供血液流动的主要动力部分,故其性能对治疗疗效影响较大。目前,市场上常见泵管的大多为含毒性增塑剂DEHP的PVC材质,且随着泵管入口处压力变化及蠕动泵反复碾压后,血液流速也会随之发生不同程度的变化[2]。TPU具有优异的物理机械性能和良好的生物性能,广泛应用于医学领域,但由于医用级别TPU的价格太高,应用经济负担较重[3,4]。所以本文从安全性、有效性和经济性角度以TPU和PVC为原材料采用三层共挤技术制备了泵管,并采用正交试验进行优化,同时对其进行了DEHP析出试验和血液相容性试验,可为多层共挤泵管的生产和应用提供依据。
1.资料与方法
1.1 一般资料
PVC,符合GB 15593-1995输血(液)器具用软聚氯乙烯塑料。TPU,路博润公司。
1.2 方法
过渡层PVC&TPU合金的制备:外层的PVC材料和内层的TPU材料按1:1(质量比)比例混合后通过双螺杆挤出机熔融改性制得。
泵管的挤出成型:以PVC、PVC&TPU合金、TPU为原材料,采用三台挤出机通过自制的三层共挤模具,挤出、真空定径、水冷等工艺制得8mm×12mm(内径×外径)的泵管,通过调整各挤出机的螺杆转速控制各层的厚度,制备泵管横截面示图意见图1。

图1. 泵管的横截面示意图
1.3 分析与测试
-33.3kPa压力下流速相对偏差δ1(下文简写为流速相对偏差δ1):按《YY 0267-2008 心血管植入物和人工器官血液净化装置的体外循环血路》5.5.10方法测试。
4h后流速相对偏差δ2(下文简写为流速相对偏差δ2):常压下,流速设为200mL/min,4h以后的流速相对偏差。
DEHP测试:选用乙醇水(密度为0.9373~0.9378 g/mL)混合液,对长度为1m的样品进行浸提测试。
血液相容性测试:按《GB/T 16886.4-2003医疗器械生物学评价 第4部分与血液相互作用试验》的规定进行试验。
2.结果与讨论

表1. 正交试验和计算结果分析表
2.1 正交试验方案
为了优化泵管的合理结构,利用正交试验原理设计制定试验方案,以流速相对偏差(δ1和δ2)作为考查泵管的性能指标,研究了TPU层厚度(A)、过渡层厚度(B)、TPU硬度(C)和PVC硬度(D)四种因素。结合实际,拟定各因素为3水平,正交试验方案L9(34)如表1所示。
2.2 正交试验结果分析
根据流速相对偏差测试方法,对各组试验样品进行试验,将各个试验得到的指标进行整理,分别填入表1的右边两列,并分别计算出k值和R值。
由表1试验结果可知,不同因素下制备的泵管性能指标有明显差异,说明四种因素对于泵管的性能具有影响,通过方差分析和极差分析考查四种因素对泵管的影响规律,确定泵管的最佳结构。
2.2.1 流速相对偏差δ1
泵管在临床使用中,大多与人体的动脉、静脉连接,故其入口的压力不再为常压,所以流速相对偏差δ1为泵管的关键指标之一,δ1值越小,流速越稳定,泵管的性能越好。
根据正交试验结果对流速相对偏差δ1进行方差分析,并针对显著因素进行极差分析,结果如表2和图2所示。由表2可以看出,影响因子的主次顺序是D>C>A>B,D和C分别是影响流速相对偏差δ1的主要因素和次要因素,且最佳因素组合为A1B1C2D2。由图2可以看出,随着PVC硬度和TPU硬度的增大,流速相对偏差δ1均呈现先减小后增大的趋势。

图2. 流速相对偏差δ1随显著因素变化图
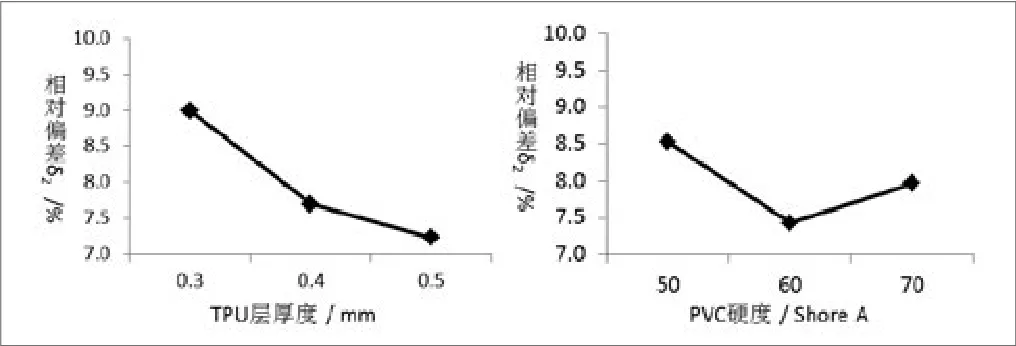
图3 流速相对偏差δ2随显著因素变化图

表2. 流速相对偏差δ1分析表

表3. 流速相对偏差δ2分析表

表4. 泵管的DEHP溶出物检测结果
2.2.2 流速相对偏差δ2
泵管需要在蠕动泵反复碾压数小时甚至更长时间,所以流速相对偏差δ2亦为泵管的重要指标之一,δ2值越小,流速越稳定,泵管的性能越好。
根据正交试验结果对流速相对偏差δ2方差分析,并针对显著因素进行极差分析,结果如表3和图3所示。
由表3可以看出,影响因子的主次顺序是A>D>C>B,A和D分别是影响流速相对偏差δ2的主要因素和次要因素,且最佳最佳因素组合为A3B1C2D2。由图3可以看出,随着TPU层厚度的增大,δ2呈现减小的趋势;随着PVC硬度的升高,δ2呈现先减小后增大的趋势。
2.2.3 综合分析
若考虑流速相对偏差δ1为考查指标,最佳的组合工艺参数为A1B1C2D2,此时kʹ值将由7.2升高至9.0,升高率为25%;若考虑流速相对偏差δ2为考查指标,最佳的组合工艺参数A3B1C2D2,此时k值由6.2升高至6.9,升高率为11.3%。综合分析选择为A3B1C2D2为最佳工艺参数。
2.3 DEHP析出试验
按A3B1C2D2最佳组合方案,挤出制备泵管,并对其DEHP析出检测,结果见表4。检测结果表明三层共挤泵管未检测DEHP析出,说明内层TPU可有效阻止PVC中的增塑剂迁移至血液中,提高了泵管的安全性。

表5. 血液相容性检测结果
2.4 血液相容性试验
按A3B1C2D2最佳组合方案,挤出制备泵管,并对其血液相容性试验,结果见表5,检测结果表明三层共挤泵管具有良好的血液相容性。
3.结论
采用三层共挤制备的泵管,最佳因素组合为A3B1C2D2,即TPU层厚度为0.3mm、过渡层厚度为0.2mm、TPU硬度为60A、PVC硬度为60A,按该方案制备的医用泵管无DEHP析出,并且具有良好血液相容性。本研究可为多层共挤泵管的生产和应用提供参考依据。
[1] 杨立峰, 柯军, 李伟松, 等. 体外循环管路的生物学评价[J], 中国医疗器械信息, 2009,15(11):69-70,74.
[2] 宋晓峰, 魏光辉. 医用塑料增塑剂DEHP安全性研究及对策[J]. 国外医学(卫生学分册), 2005,32(6):358-361.
[3] 王东青, 李伟, 刘学栋, 等. 医用聚氨酯弹性体的应用研究进展[J]. 现代化工, 2006,26 (s1):100-102.
[4] 杨晓英, 栗方星, 侯薇. 抗凝血聚氨酯材料的合成及性能[J]. 天津医科大学学报, 2003,9(1):7-9.
Preparation and Study of Extracorporeal-circuit Pump Tube with Three layers
DING You-jiang ZHAI Yun-fei LI Chao Double-Dove Group·Shanghai Jumin Biological Technology Co., LTD. (Shanghai 201400)
Extracorporeal-circuit pump tube was prepared by medical PVC, TPU as materials using three-layer co-extrusion technology. Orthogonal test was taken to optimize the three-decker, and it was evaluated including tests of DEHP released and blood compatibility. The results showed that it had non-DEHP released and good biocompatibility
extracorporeal-circuit pump tube, three-layer co-extrusion, orthogonal test, blood compatibility
1006-6586(2017)11-0029-03
R197.39
A
2017-02-08
丁友江,硕士,工程师,主要研究高分子医疗器械。
猜你喜欢
中国现代医生(2022年21期)2022-08-22
初中生学习指导·提升版(2022年4期)2022-05-11
中国特种设备安全(2022年1期)2022-04-26
中学生数理化·八年级物理人教版(2022年4期)2022-04-26
山东冶金(2022年1期)2022-04-19
——体外循环质量控制的基石
中国体外循环杂志(2021年2期)2021-11-30
中国体外循环杂志(2021年4期)2021-08-31
化工管理(2021年7期)2021-05-13
大众科学(2020年7期)2020-10-26
中国体外循环杂志(2019年4期)2019-09-13
