树莓中鞣花酸提取工艺的优化
2017-09-03 09:44王佳慧于欣悦廖声玲陈思珂赵阳符群
中国林副特产 2017年4期
王佳慧,于欣悦,廖声玲,陈思珂,赵阳,符群
(东北林业大学林学院,哈尔滨150040)
树莓中鞣花酸提取工艺的优化
王佳慧,于欣悦,廖声玲,陈思珂,赵阳,符群*
(东北林业大学林学院,哈尔滨150040)
以红树莓为原料,无水乙醇作为提取溶剂,采用超声波辅助提取红树莓中的鞣花酸,分析料液比、提取时间和提取温度对鞣花酸得率的影响,在单因素试验的基础上,利用响应面试验优化红树莓中鞣花酸提取工艺。结果表明,鞣花酸的最佳提取工艺条件为料液比1∶14.04 (g/m L)、提取时间 19.72 min、提取温度80.02 ℃,此条件下鞣花酸得率为670.28 μg/g,验证实验得率为675.134 μg/g,相对误差 0.72% ,模型可靠。
红树莓;鞣花酸;响应面法;提取;单因素试验
树莓(Raspberry)是蔷薇科(Rosaceae)悬钩子属(Rubus)多年生落叶性灌木型果树,又名马林、木莓、托盘等。以东北分布较多,华北、华东及华中地区也开始种植[1]。近年来研究发现,覆盆子(树莓)是世界上最好的花青素、SOD 和鞣花酸来源之一[2]。鞣花酸 ( ellagic acid,EA) 是没食子酸的二聚衍生物,是一种多酚二内酯,红树莓是天然鞣花酸含量最高的水果,其含量可达230mg/kg[3]。成熟树莓鞣花酸对抗氧化活性的贡献率高达60%,对化学物质诱导的癌变具有明显的抑制作用,特别是对结肠癌、食管癌、肝癌、肺癌及皮肤肿瘤等有很好的抑制效果[4]。临床实验证明 , 红莓的鞣化酸很容易被人体吸收,能引起肿瘤细胞的凋亡 ,食用红树莓将是抑制某些癌症发生的一种简单、有效的自然疗法。所以欧美称它为“红宝石”“癌症的克星”[5-6]。因此,基于红树莓中鞣花酸的含量丰富,以及鞣花酸具有较高的开发和利用价值,本文对红树莓中鞣花酸的提取工艺进行了研究,以期对于树莓综合利用及产业化推进提供一定的理论基础。
1 材料与方法
1.1 材料与仪器
红树莓,黑龙江省尚志市米秋林浆果种植专业合作社;鞣花酸标品(96%)上海源叶生物;其他试剂,均为国产分析纯。
KQ-300DE数控超声波清洗器 昆山市超声仪器有限公司;T6紫外可见光分光光度仪 北京普析通用仪器公司。
1.2 实验方法
1.2.1 鞣花酸标准曲线的制备。精确称取0.0106 g鞣花酸标品,加约5 mL(0.0l mol/L)NaOH溶解,加水定容至1000 mL,分别吸取2、10、15、25、50mL于100 mL容量瓶中,加水稀释定容至刻度线,配成质量浓度依次为 0.212、1.060、1.590、2.650和5.300 μg / mL的对照品稀释液,在紫外光谱扫描的最大吸收波长288.5 nm下,测定不同浓度对照品溶液的吸光度,以鞣花酸标准品溶液质量浓度(ρ)为横坐标,相应的吸光度( A)为纵坐标,绘制标准曲线[7]。
1.2.2 鞣花酸含量的测定。树莓果提取鞣花酸,用水定容至250 mL容量瓶,用紫外分光光度仪测其吸光值,根据标准曲线回归方程计算鞣花酸质量浓度,再推算出鞣花酸质量,计算提取液中鞣花酸的提取率[8]。
式中:X为鞣花酸提取率,%;U为提取液中鞣花酸质量浓度,μg /mL;a为稀释倍数;V为提取液体积,mL;M为原料质量,g。
1.2.3 超声波辅助提取鞣花酸的单因素试验。预实验显示,超声功率对于鞣花酸提取率的影响不显著,因此选取 210 W的超声条件,进行温度、时间及料液比的单因素试验。
1.2.3.1 温度对鞣花酸含量的影响:准确称取30g红树莓果浆,提取料液比1∶5(g/mL),时间30 min,超声波功率为240 W,采用5个提取温度(65、70、75、80、85 ℃)采用1.2.2方法提取鞣花酸。
1.2.3.2 提取时间对鞣花酸含量的影响:准确称30 g红树莓果浆,提取料液比1∶5(g/mL),温度为55 ℃,超声波功率为240W,采用5个提取时间(10、20、30、40、50 min)采用1.2.2方法提取鞣花酸。
1.2.3.3 料液比对鞣花酸含量的影响:准确称10g红树莓果浆,时间为40 min,温度为40 ℃,超声波功率为210 W,采用4个料液比1∶10、1∶15、1∶20、1∶25(g/mL)采用1.2.2方法提取鞣花酸。
1.2.4 Box-Benhnken中心组合实验设计 在单因素实验的基础上,每个因素选取3个对鞣花酸得率影响较大的水平,建立三因素三水平的Box-Benhnken[9]中心组合实验,以鞣花酸得率为响应值,各因素的三个水平采用-1、0、1进行编码,如表1。
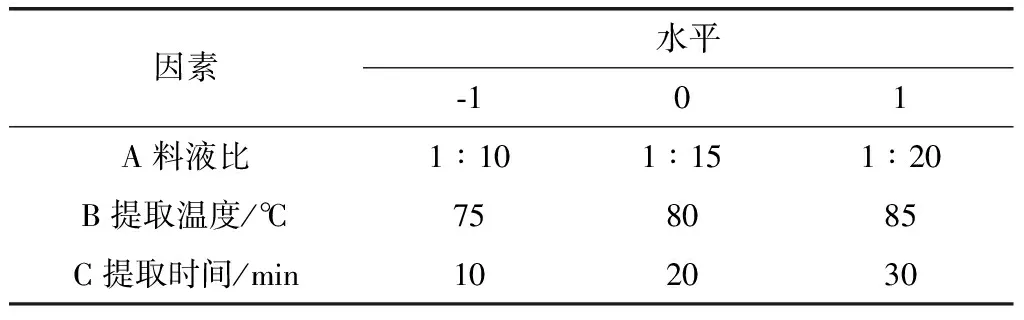
表1 响应曲面设计实验因素水平和编码
2 结果与分析
2.1 单因素实验
2.1.1 温度对鞣花酸得率的影响。由图1可知,鞣花酸得率随温度升高呈现先增大后减小的趋势,温度在80℃时,鞣花酸得率呈现最大值,之后随温度下降呈现减小趋势。这是由于随着温度的升高,分子热运动速度加快,渗透、扩散、溶解速度加快,使鞣花酸更容易从细胞中转移到溶剂中,从而使鞣花酸的得率提高;当温度上升到一定程度时,部分鞣花酸可能被氧化破坏,或者由于鞣花酸分子结构改变,从而使其得率不再增加甚至下降。因此,选择提取温度80 ℃为宜。
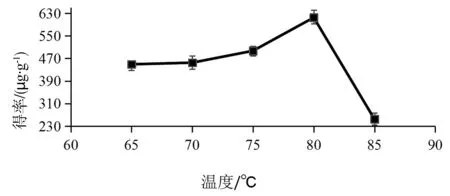
图1 温度对鞣花酸得率的影响
2.1.2 料液比对鞣花酸得率的影响。由图2可知,鞣花酸得率随料液比增加呈现先增大后减小的趋势,料液比在1∶15时,鞣花酸得率呈现最大值。这可能是由于在一定体积范围内,增加浸提液体积可增大浸提液与浸提物的接触面积,使鞣花酸能在乙醇中较多的溶出,随浸提液体积增加鞣花酸溶出达到饱和,增加浸提液体积无明显变化或略有减小。所以选择料液比以1∶15为宜。
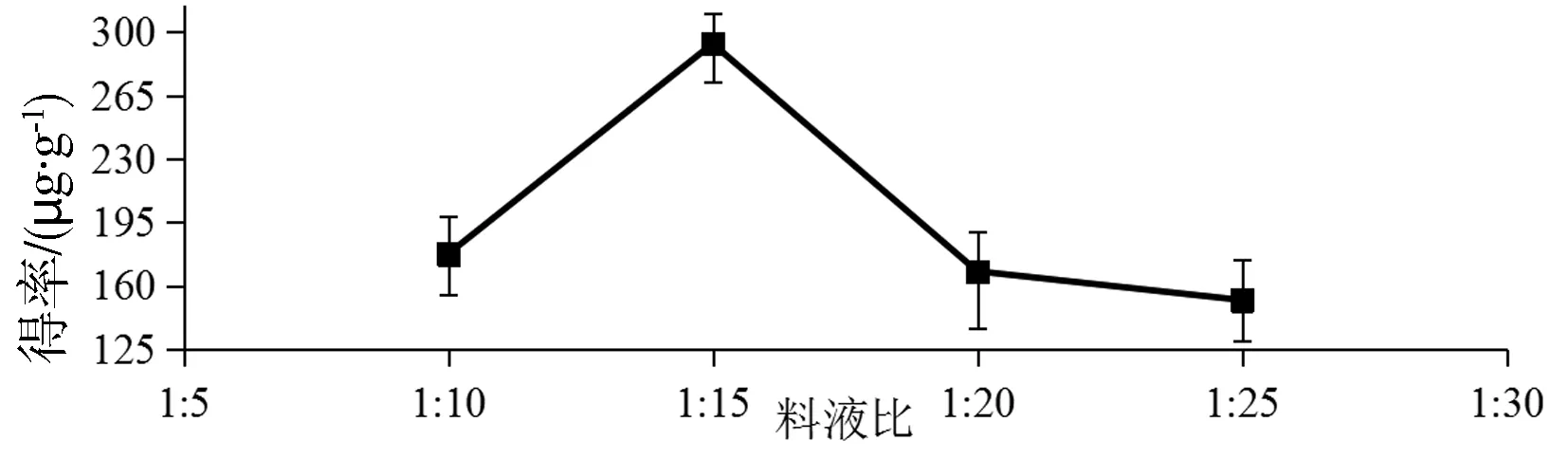
图2 料液比对鞣花酸得率的影响
2.1.3 时间对鞣花酸得率的影响。由图3可知,随着超声时间的延长提取物中鞣花酸的得率增加, 继续延长提取时间20 min时,鞣花酸得率呈现最大值,这可能是由于时间较短时,鞣花酸溶出不完全,当时间延长到20 min时,鞣花酸溶出达到最大值;之后随温度下降呈现减小趋势,原因可能是延长提取时间的同时也延长了鞣花酸在空气中的氧化时间, 影响得率。所以,时间在20 min时最佳。
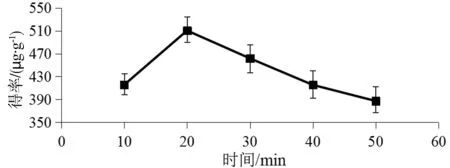
图3时间对鞣花酸得率的影响
2.2 响应面实验结果及数据分析
2.2.1 响应面实验设计方案及结果
根据单因素的实验结果,以鞣花酸得率为响应值,以温度(A),时间(B),料液比(C)为自变量,进行三因素三水平的17组响应面分析实验,经过Design-Expert 8.0.6 trial设计出的实验方案及结果如表2所示。
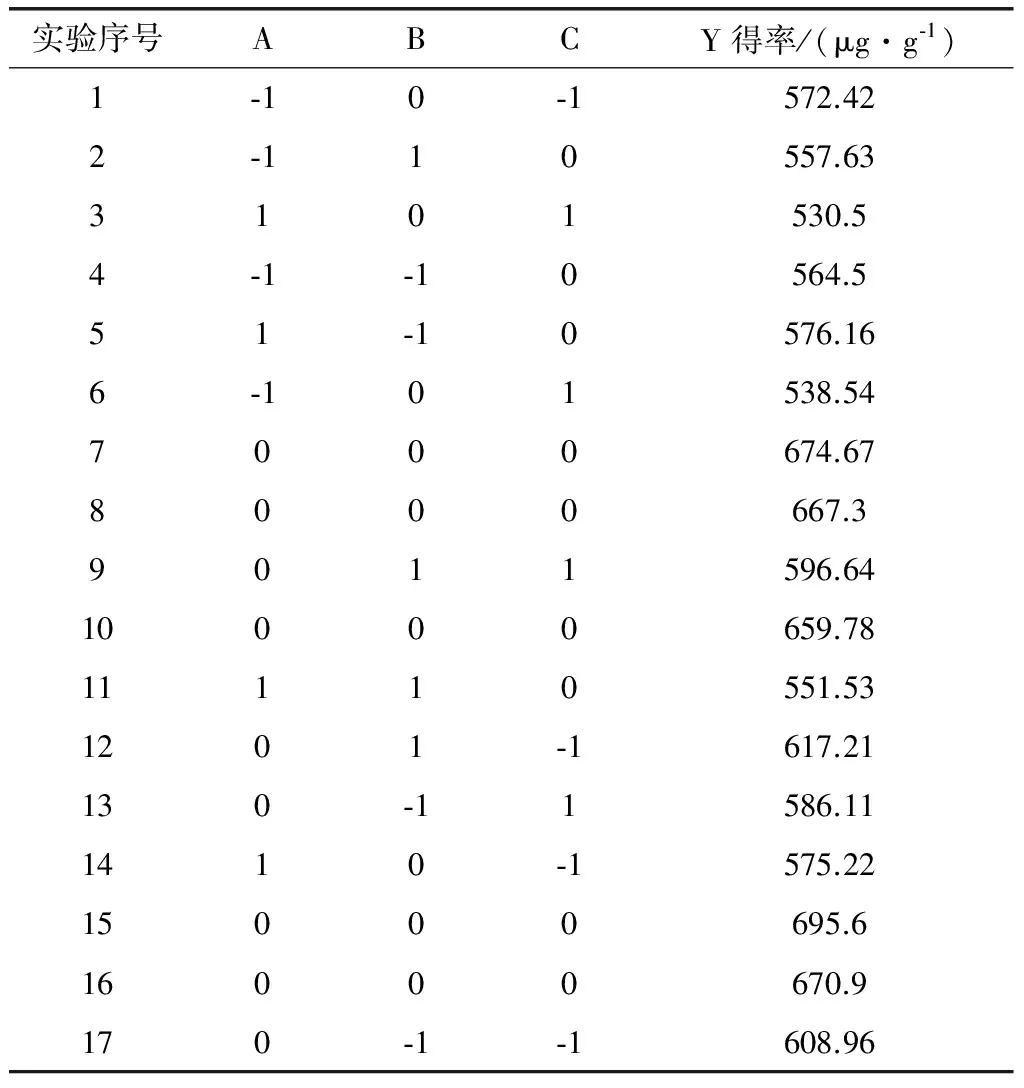
表2 响应面实验设计及鞣花酸得率
2.2.2 回归方程的拟合及方差分析
采用Design-Expert 8.0.6软件对实验数据进行回归拟合,得到回归方程:鞣花酸得率=+673.65+0.040×A-1.59×B-15.25×C-4.44×A×B-2.71×A×C+0.57×B×C-79.63×A2-31.57×B2-39.85×C2对模型进行回归分析,结果如表3所示。
回归模型的R2=0.9727,说明该模型预测结果与实际结果吻合较好,97.27%数据可以次方程解释,R2adj=-0.9376。模型F值为27.72,显著性检验P=0.0001<0.05,表明该模型具有统计学意义。有0.01%可能性模型是因为噪声。失拟项P=0.5171>0.05不显著,意味着模型稳定,能很好的预测实际过程中鞣花酸得率的变化[10-11]。变异系数(CV)为2.18%,说明置信度较高。自变量料液比(C),温度二次项(A2),时间二次项(B2),料液比二次项(C2)对响应值影响显著。由单因素影响来看,料液比(C)>时间(B)>温度(A)。
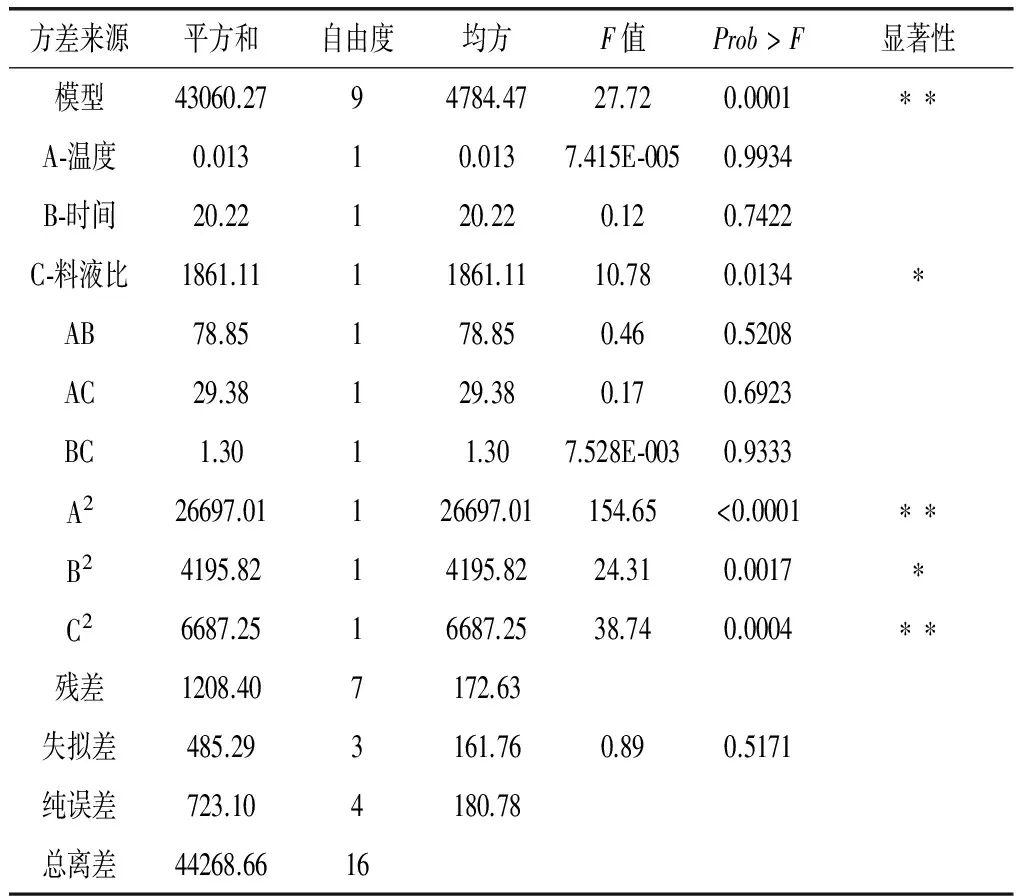
表3 回归模型及方差分析
注:**P<0.01为极显著;*P<0.05为显著
2.2.3 响应面曲面分析
响应面图形是响应值对各实验因子A,B,C所构成的三维空间曲面图。从响应面图上可看出各因素的交互影响。
图4为料液比一定时,温度和时间对鞣花酸得率的影响。可以看出,时间一定时,适当升高温度可以提高鞣花酸得率,持续升高温度显著影响得率变化,甚至得率有下降趋势。可能由于温度较低时,鞣花酸的性质稳定,而温度升高导致鞣花酸的分解,或是其他成分溶出导致有效含量的减少。最高值可达到最低值的2倍。温度一定时,得率随时间的增加先增后减。可能由于时间的延长导致其他杂质溶出,增加溶液的粘稠性,对鞣花酸有吸附作用,导致不能快速扩散析出[11]。由等高线图可知,温度与时间的交互影响作用较显著。
图5为时间不变时,温度和料液比对鞣花酸得率的影响。温度和料液比较低时,随着温度升高与料液比的增加,鞣花酸得率先升高,而后急剧下降。可能由于温度升高,加快鞣花酸的扩散,而温度较高对鞣花酸稳定性有破坏作用,使鞣花酸发生氧化,以及料液比的增加导致树莓中其他杂质的溶出,乙醇体积太高导致渗透压增大,鞣花酸溶解度下降。由3D图可以看出,温度和料液比两因素的交互作用比较显著。
图6显示,温度不变时,时间和料液比对鞣花酸得率的影响。时间一定时,鞣花酸得率随料液比增加先增加后减小。料液比一定时,鞣花酸得率随时间增加稍有增加,趋势不大。原因可能是,时间一定,鞣花酸已经提取完全,再增加溶剂,对鞣花酸有稀释作用,或溶出其他物质增多。时间和料液比交互并不明显。
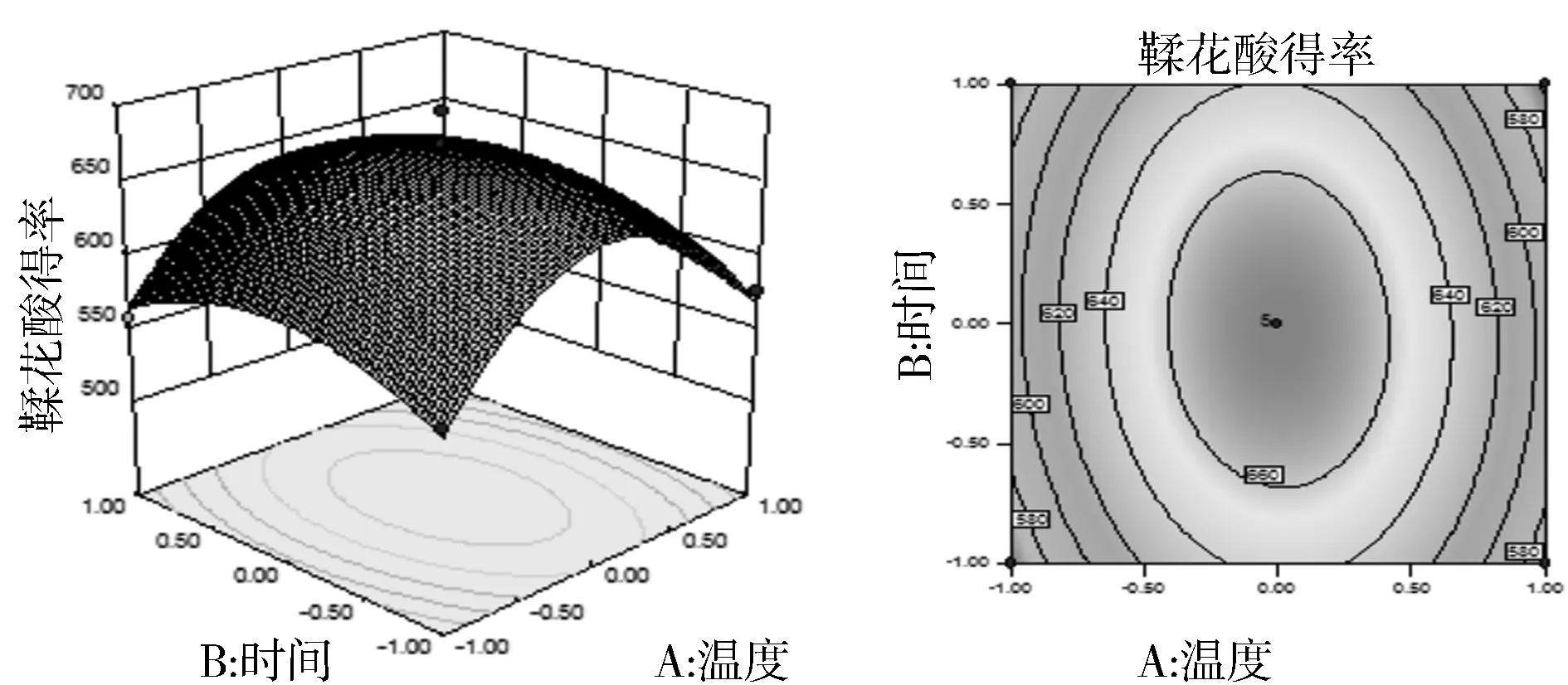
图4 温度时间的交互影响与等高线
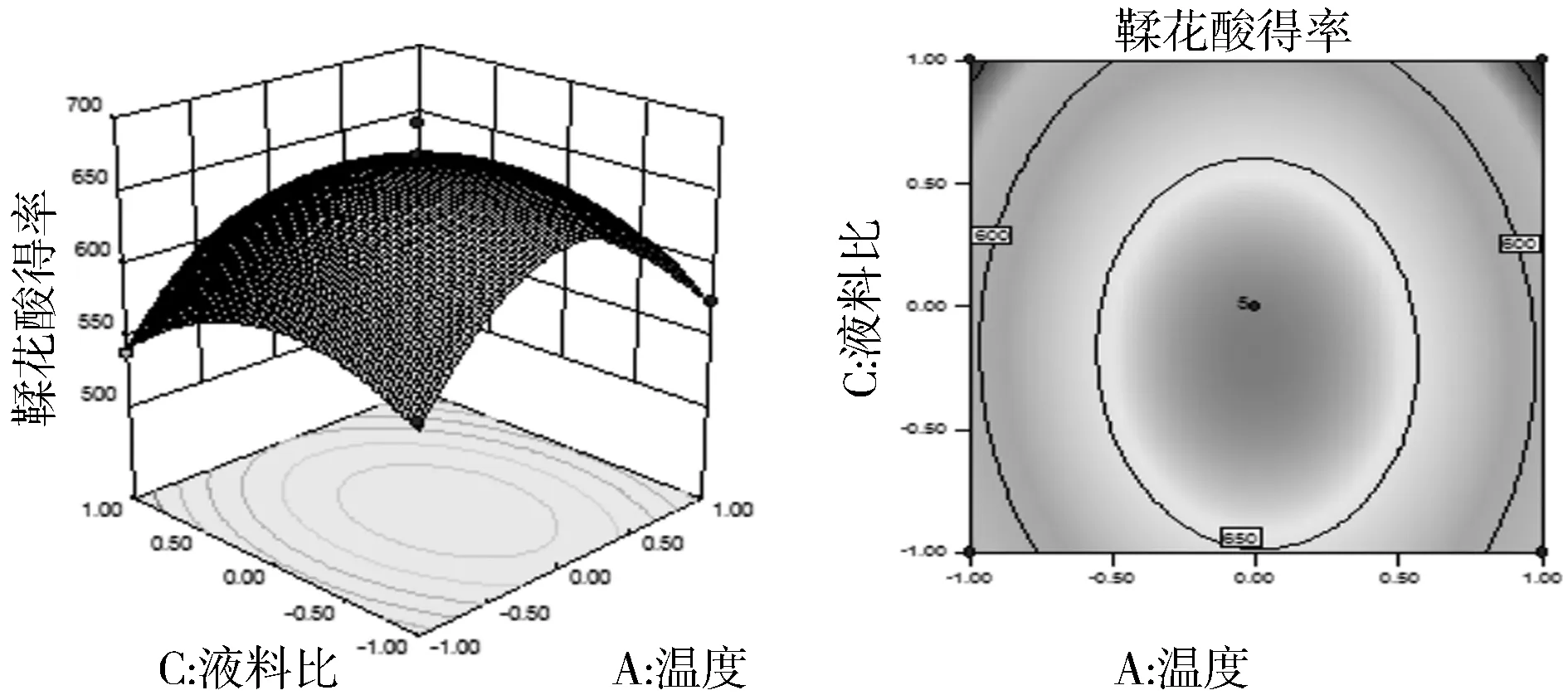
图5 温度料液比的交互影响与等高线
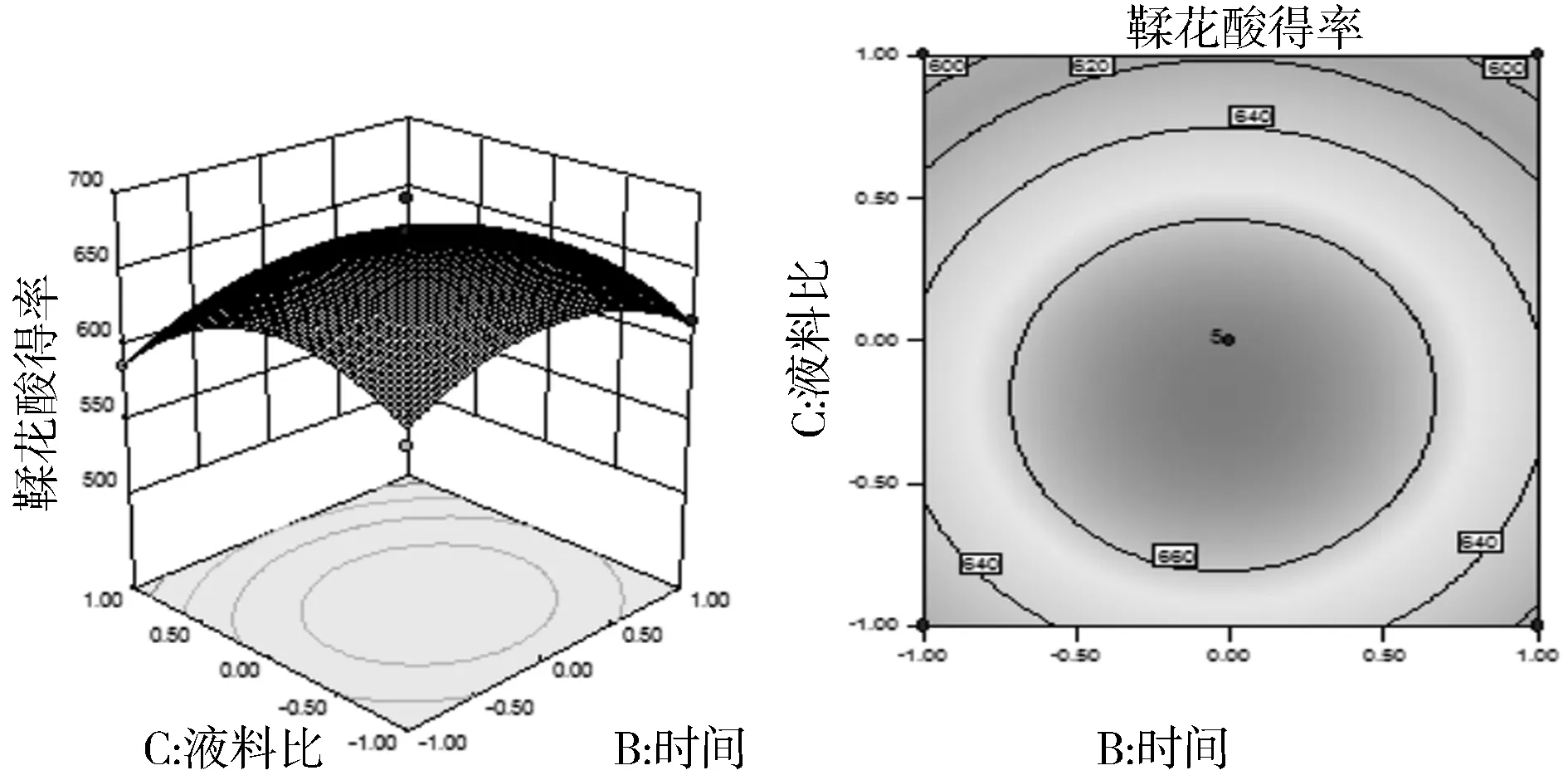
图6 时间料液比的交互影响等高线
2.2.4 最佳条件的验证
对回归方程求解,得率达到最大时提取条件为温度80.02℃,时间19.72 min,料液比1∶14.04,最大鞣花酸得率为675.134 μg/g。为便于实际操作,选取温度80℃,时间20 min,料液比1∶14进行验证实验。经验证,平均得率为670.28 μg/g,理论值与实际值吻合,证明用响应面法可以优化鞣花酸的提取工艺。
3 结论
采用响应面法对树莓鞣花酸提取工艺进行优化,建立鞣花酸得率的回归模型,得到的最佳提取工艺条件为料液比1∶14.04(g/mL)、提取时间 19.72 min、提取温度80.02℃,此条件下鞣花酸得率为675.134 μg/g,与模型预测结果接近,证实了模型的可靠性。
[1]刘卉,杨国伟.树莓叶中鞣花酸提取工艺的研究[J].食品研究与开发,2015,36(18):55-58.
[2]高玉李,辛秀兰.树莓功能性成分及提取方法的研究进展[J].食品工业科技,2011,32(7):451-454.
[3]李小萍,梁琪,辛秀兰,等.高效液相色谱法测定红树莓中鞣花酸含量[J].安徽农业科学,2009,37(24):1134-1134.
[4]司旭,陈芹芹,毕金峰,等.树莓主要功能性成分研究进展[J].食品工业科技,2015,36(4):376-381.
[5]姜河,修英涛,蔡骞.我国树莓发展现状及产业化前景分析[J].辽宁农业科学,2006(2):45-48.
[6]赵文琪,曲福,王翠花.树莓的营养保健价值与市场前景浅析[J].北方园艺,2007(6):114-1151.
[7]饶夙,陈祥贵,刘振平,等.鞣花酸和石榴皮多酚提取物抗氧化活性的比较[J].食品工业科学,2012,33(12): 111-117.
[8]邓小莉,吴羽晨,常景玲.超声辅助提取石榴皮中鞣花酸的研究[J].中国农学通报,2016,32(28):195-199.
[9]邸幼军,贾光锋.超声强化提取石榴皮鞣花酸的工艺研究[J].现代生物医学进展,2010,10(19):3703-3705.
[10]林建原,季丽红.响应面优化银杏叶中黄酮的提取工艺[J].中国食品学报,2013,13(2):84-90.
[11]GAO Yuntao,FU Yanli,WANG Chen,et al.Optimization of Ultrasound-assisted Extraction of Flavonoids from Tartary Buckwheat Seedling by Response Surface Methodology[J].Food science,2010,31(24):28-32.
OptimizationofExtractionProcessofEllagicAcidfromRaspberry
Wang Jiahui, Yu Xinyue, Liao Shengling, Chen Sike, Zhao Yang,Fu Qun*
( School of Forestry, Northeast Forestry University, Harbin 150040)
With raspberry as raw materials and anhydrous ethanol as solvent extraction, ultrasonic assisted extraction of raspberry ellagic acid, the analysis of material liquid ratio, extraction time and extraction temperature on the effect of ellagic acid yield, on the basis of single factor experiment, red raspberry were optimized by response surface tests of ellagic acid extraction process. Results show that the best extraction technology conditions for the material liquid ratio 1∶14.04 (g/mL), extraction time 19.72 min, extraction temperature 80.02℃, under the condition of the ellagic acid yield of 670.28 (μg/g), and the validation value 675.134 μg/g.,and the relative error is 0.72%.
Red raspberry;Ellagic acid;Response surface;Extraction;Single factor experiment
2017-04-15
符群(1974-),女,高级工程师,研究方向:天然产物提取与活性研究,E-mail:nefufuqun@163.com。
DOI.:10.13268/j.cnki.fbsic.2017.04.004
TS201.1
:A
猜你喜欢
——树莓
作文小学中年级(2022年5期)2022-06-02
一重技术(2021年5期)2022-01-18
疯狂英语·新读写(2021年8期)2021-11-05
昆钢科技(2021年1期)2021-04-13
世界农药(2019年2期)2019-07-13
电子制作(2019年11期)2019-07-04
小学生优秀作文(高年级)(2018年4期)2018-09-11
电子制作(2017年17期)2017-12-18
农产品市场周刊(2016年43期)2016-12-23
山东工业技术(2016年15期)2016-12-01