
浅析高锁螺母研制过程中出现的问题及解决措施
2017-09-03 10:07陈方利
福建质量管理 2017年8期
陈方利
(贵州中航电梯有限责任公司 贵州 遵义 563000)
浅析高锁螺母研制过程中出现的问题及解决措施
陈方利
(贵州中航电梯有限责任公司 贵州 遵义 563000)
本文就航空航天领域所用抗拉型高锁螺母在研制生产过程中呈现出来的一些工艺技术问题提出了一些自己的意见和建议,希望对大家有所帮助。
高锁螺母;研制过程;出现的问题;解决措施
在多年的高锁螺母研制和生产过程中,有以下几个难题总是困扰着广大工程技术人员,本人在生产实践中总结后大致分四类叙述于后:
一、收口工装的加工精度无法保证,从而影响收口的形状和尺寸
由于高锁螺母收口采用三点收口的形式,设计的工装结构往往采用内圆锥面与锥头凸模配合的结构形式,可考虑在改制的滚丝机上进行收口,具体的结构见下图:
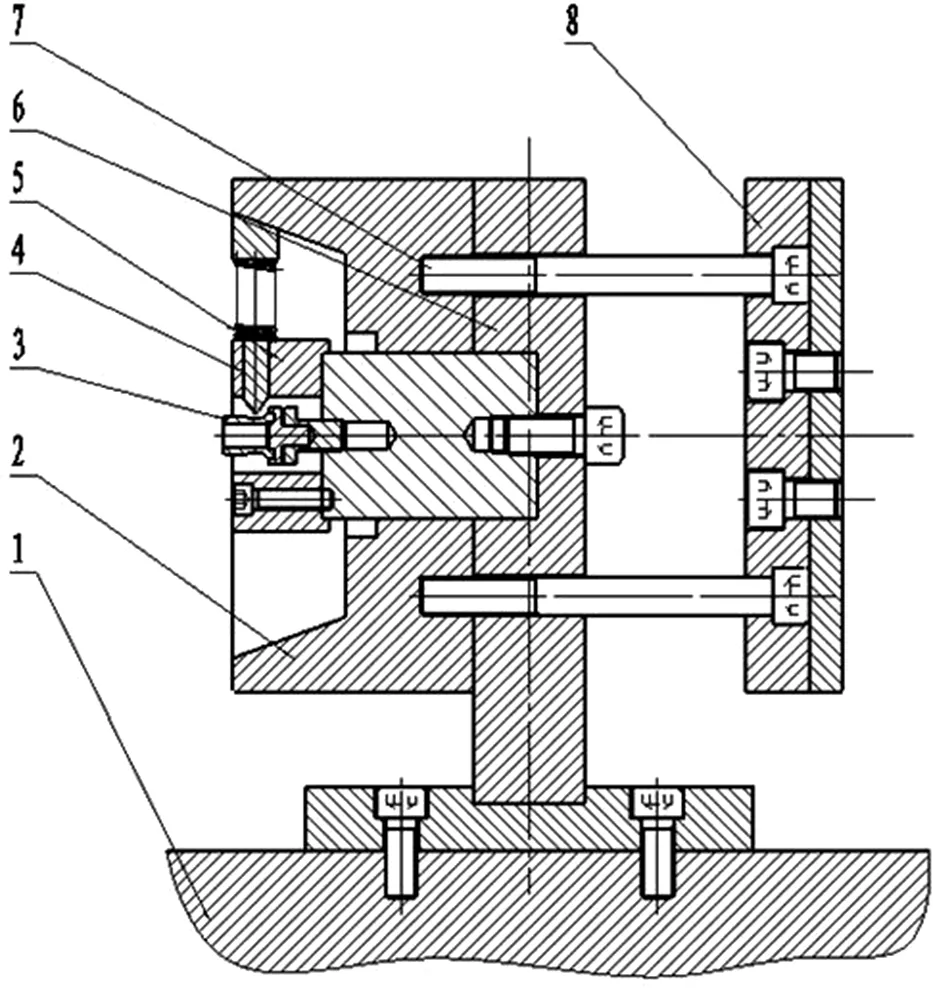
1.滚丝机底座;2.内锥套;3.高锁螺母;4.定位套组件;5.收口凸模;6.固定组件;7.推杆;8.推力板组件
该结构的工作原理是:将高锁螺母安装在定位套组件上,推力板组件提供水平方向的推力,通过推杆传递作用力,使内锥套2产生一个沿径向方向的分力,推动收口凸模5作径向移动,达到高锁螺母径向收压变形的作用。
出现的问题:1、在加工过程中,出现由于内锥面的加工角度有误差,同时,在加工收口凸模时,由于凸模锥面的形状加工比较困难,采用线切割先切割出锥面,然后采用钳工磨制其配合面,这样做的形状精度差,导致与锥面配合后产生的分力在三个方向上不一致,在产品上产生的变形就不一致,出现深浅不一,在锁紧性能试验中体现出锁紧力矩比较分散且波动较大的现象。2、收口尺寸不便于调整:由于各个型号都采用同一个内锥套2,因此,相邻两个型号之间的收口主要靠机床的行程来保证。
解决的措施:经过以上对现象进行分析,结合在数控车床上采取液压三爪卡的夹紧工作的原理,对原工装进行了改进设计,采取对液压卡盘进行优化,在三爪上安装收口凸模,在卡盘底部增加推杆,并将推杆连接在推力板组件上。改进后的收口工装工作原理与原结构原理相同,只是由于卡盘现已属于标准机床附件,已进行了标准化生产,其加工尺寸及形状精度都非常高,三个方向上的凸模在径向上的移动量相同,即解决了收口不稳定的问题。经过收口试验,锁紧性能数据比较集中,能满足产品收口要求。
二、收口后的尺寸测量可靠性差
高锁螺母收口后,其形状变略为不规则三角形,且形成一定的锥度,因此采用常规的测量方法即用游标卡尺或外径千分尺进行收口尺寸的检测时,出现的缺点是因每人的手势及力度不同,测量位置不统一等这些人为因素,使收口尺寸的测量值差异大。
解决措施:为最大限度的消除人为因素对测量值的影响,结合杠杆千分尺寸测量尺寸时,其活动测头通过弹簧力的作用,与零件接触而读数,不受测量人的手势和力度的影响这一原理。对杠杆千分尺寸进行改进,在活动测头上增加定位套,定位套的定位尺寸,根据收口深度的不同而设计不同的尺寸。每次测量时,都先对千分尺寸进行校准后,再将定位套装入杠杆千分尺的测头,把零件放置在定位套上,左右转动零件,观察千分表上的指针稳定后,就能根据指针对应的数值读出收口尺寸的测量值。用改进后的杠杆千分尺测量,使得收口尺寸的测量可靠性差的问题得到了有效解决。
三、拧断力矩及预紧力不合格
出现的问题:拧断力矩及预紧力波动大。
产生的原因为:经过分析,断颈槽部位的加工精度,直接对拧断力矩产生重大影响,在加工时,由于没有对该尺寸公差进行加严控制,致使该部位的控制尺寸一致性差,从而导致试验数据出现较大的波动。
解决的措施为:对该部位的尺寸加严控制,具体为断颈槽的尺寸公差控制为0.04,而内孔尺寸公差控制为0.03,同轴度公差为0.03;为达到上述控制要求,采取的措施为:1、采用高精度数控车床,以首道工序精加工的安装部位外圆及端面为装夹和定位基准,加工断颈槽及镗内孔;2、为了保证内孔尺寸及深度,制作了光滑塞规控制内孔的尺寸及孔加工的深度尺寸;3、采用在高精度光学投影仪上检测首件外圆尺寸,并且每20件加工后,操作者还必须对槽尺寸进行自检;4、因每批材料的热处理硬度会有所不同,如都按相同的尺寸加工,则会出现预紧力有时会超出标准规定的要求,因此,在工艺文件中对该尺寸增加了每批调试的要求,在生产中,首件加工时,断颈槽的加工尺寸,必须送试验室试验后确定,且尺寸公差不大于0.04。5、为同时满足拧断力矩及预紧力都达到要求,把试验中的拧断力矩规定控制在中下差,以此来确证加工尺寸。
四、十六醇润滑状态对产品性能影响
出现的问题:1、合格产品存放在成品库一段时间后,复验预紧力矩,出现预紧力矩不合格,偏小。2、不同规格的产品采用相同浓度配比的十六醇进行浸涂润滑,出现预紧力矩不合格。
原因分析:1、由于长时间暴露在空气中,十六醇会出现挥发,导致表面的润滑状态发生变化。2、不同规格的螺纹,由于其螺纹几何尺寸有所不同,在内螺纹型面所容纳的十六醇混合物固化后应有所不同,如采用相同的参数,则会形成如调试为大规格性能合格,则小规格的就会出现超大,相反则会出现大规格的达不到要求。
解决措施:1、对产品的存放状态了作具体的要求:规定产品在涂复后24小时内完成复验,并购置了真空包装机,产品包装后抽真空塑封入库。2、对于不同规格的高锁螺母,进行十六醇参数调试,摸索出对应的范围,确保产品最终的性能达到要求。
[1]陈宏钧.机械加工技师综合手册[M].北京:机械工业出版社,2006
[2]殷国富 徐雷.机床夹具设计手册.北京:机械工业出版社,2004
[3]王先逵.机械制造工艺学.北京:机械工业出版社,2007
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
小学生学习指导(中年级)(2021年12期)2021-12-30
模具制造(2021年8期)2021-10-20
塑料包装(2020年5期)2020-11-21
有色金属加工(2020年4期)2020-08-20
思维与智慧·上半月(2020年4期)2020-04-13
思维与智慧(2020年7期)2020-04-09
福建质量管理(2018年20期)2018-11-14
工业设计(2016年12期)2016-04-16
锻压装备与制造技术(2015年1期)2015-06-07
