将通用量具改装成专用测孔组合装置的探索
2017-10-11 06:53
武汉船舶职业技术学院学报 2017年3期
(武汉船舶职业技术学院工业中心,湖北武汉 430050)
将通用量具改装成专用测孔组合装置的探索
周良春
(武汉船舶职业技术学院工业中心,湖北武汉 430050)
本文介绍了利用通用量具外径千分尺的尺架作为载体,将千分表及内径百分表测量头作为孔径测量的两测量端点,制作成专用测孔组合装置,可以绕开镗杆,测量孔径,实现曲线测量孔径,使测量精度和工作效率得到大幅度提高。
分段测量;累积误差;专用测孔组合置;曲线测量孔径
为了提高工作效率,在精镗孔加工过程中,操作者需要在不拆卸加工工件、停机状态下,多次测量加工的孔径尺寸。由于镗杆的存在,目前无法用通用量具直接测量孔径。操作者通常用内径千分尺分段测量孔径内壁至镗杆间的距离L1、L2,如图1所示,将L1+L2+D(镗杆直径)作为测量孔径的尺寸,存在一定的累积误差。本文介绍的“专用测孔组合装置”,可以绕开镗杆,曲线测量孔径,实现两点定一线测量,从而提高了测量精度和工作效率。
1 测孔组合装置的制作和结构原理
现以测量φ300 mm的孔径产品为例,介绍测孔组合装置的制作。取测量范围为250 mm~275 mm报废的外径千分尺,去掉测砧、测微螺杆、微分筒、固定套筒、测力装置,保留尺架、测砧紧固螺钉、锁紧装置、隔热板,并保持原千分尺尺架两端内孔径中心距不发生变化;将分度值为0.001 mm量程为1 mm的千分表安装在千分尺的测砧处,用测砧紧固螺钉锁紧,将内径百分表可换测量头安装在千分尺的另一端孔中,用锁紧装置锁紧。测孔组合装置安装完成,如图2所示。可以绕开镗杆,曲线测量,实现了两点定一线,直线最短的原理,减少了中间测量环节,提高了测量精度和工作效率。
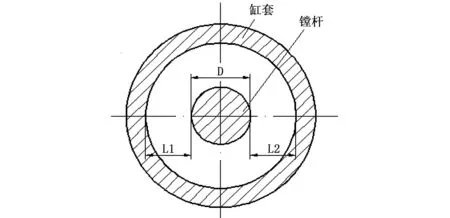
图1 被测工件
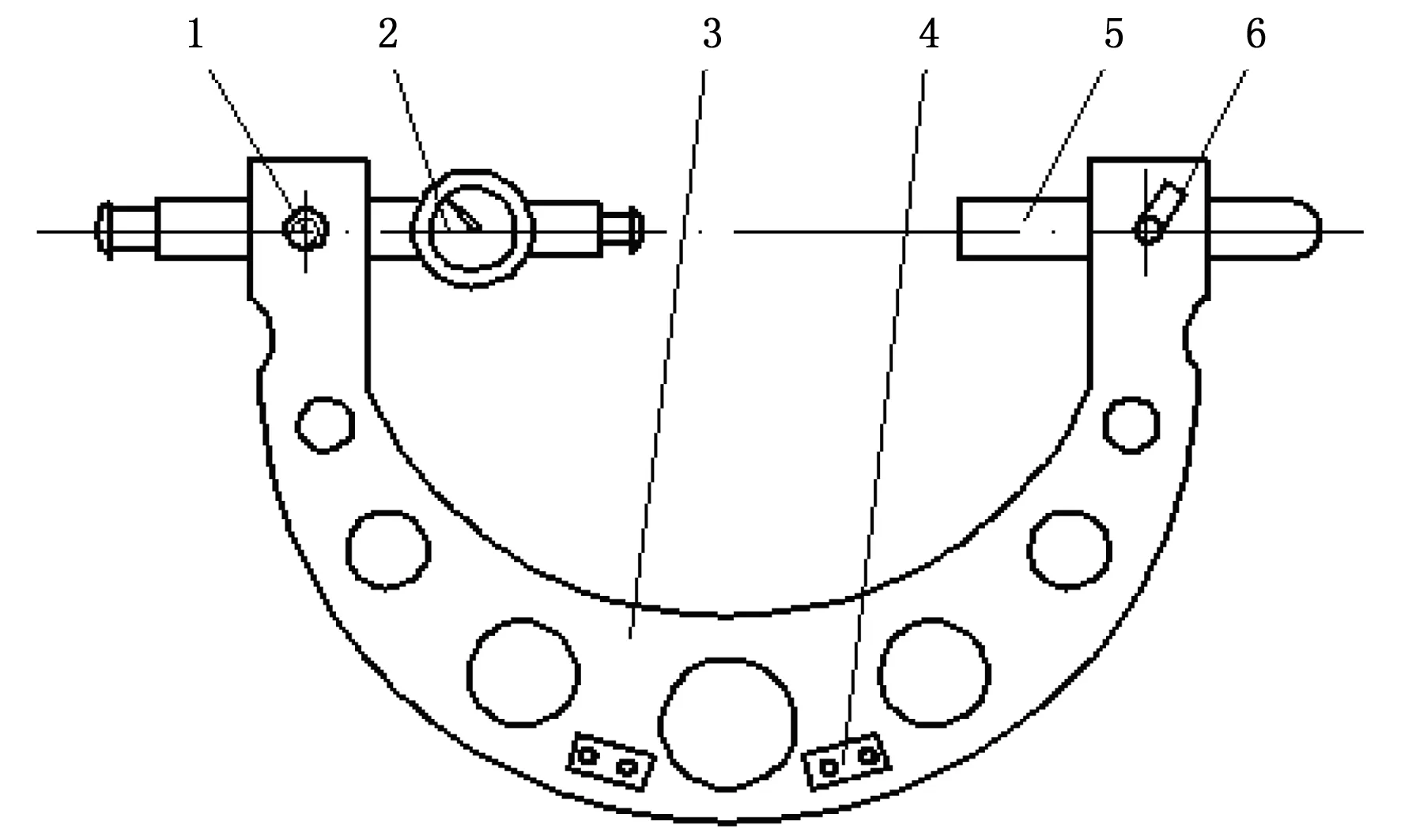
图2 测孔组合装置
2 测孔组合装置的测量方法及使用
检定依据:JJG34-2008《指示表(指针式、数显式)检定规程》,JJG21-2008《外径千分尺检定规程》, JJG1102-2003《内径表校准规范》。
(1)外观和各部分相互作用。千分尺尺架等构件符合外径千分尺检定规程要求;千分表符合指示表检定规程要求;内经百分表可换测量头符合内径表校准规范要求;千分表及内径表可换测量头安装在千分尺孔径中无明显晃动,紧固后稳定可靠。
(2)千分表的检定,按JJG34-2008《指示表(指针式、数显式)检定规程》,符合规程要求。
(3)内径表可换测量头依据JJG1102-2003《内径表校准规范》符合规范要求。
3 测孔组合装置的测量不确定度的评定
3.1 引起测量不确定度的主要因数
(1)校对环规引入的不确定度。
(2)千分表示值误差引入的不确定度。
(3)读数误差引入的不确定度。
(4)测力引入的不确定度。
3.2 对各项引入不确定度分量的分析
(1)校对环规引入的不确定度U1。
用卧式测长仪依三等量块作标准比对时的不确定度为
U1=(0.510×0.3) μm
=3.5 μm
(2)千分表示值误差引入的不确定度U2
1)不确定度来源
a)测量重复性μ1
b)千分表检定仪的示值误差μ2
c)线胀系数误差μ3
d)千分表和检定仪的温度误差μ4
2)计算标准不确定度
a)测量重复性引入的不确定度μ1
在相同的条件下,对分度值为0.001 mm量程为1 mm的千分表中1 mm点重复测量10次,经计算得出单次测量实验标准差s=0.1 μm,则s=μ1=0.1 μm。
b)千分表检定仪的示值误差引起的不确定度μ2
千分表检定仪的示值误差任意1mm范围内不大于1 μm,按均匀分布。

c)千分表检定仪线胀系数给出的不确定度分量μ3
δa的界限为±2×10-6℃-1,按均匀分布,
d)千分表和千分表检定仪温度差给出的不确定度分量μ4
千分表的分度值为0.001 mm,若L=1 mm,α=11.5×10-6℃-1,则
μ4.1=L×α×0.58
=103×11.5×10-6×0.58
=0.006 7(μm)
3)千分表的合成标准不确定度μc
千分表的分度值为0.001 mm,L=1 mm点时:


=0.59(μm)
4)千分表的扩展不确定度U
千分表的分度值为0.001 mm,当L=1 mm时

U2=1.67μm
(3)千分表读数误差引入的不确定度U3

(4)测力引入的不确定U4度。
D —测杆直径D=2.5 mm
P — 测量力P=1.5 N
K — 变形系数K=0.33
3.3 测孔装置的测量不确定度的评定


=3.93(μm)
≈3.9(μm)
上述测量不确定度即量具测量方法的极限误差为3.9 μm。
4 结 论
Δ方法—测量方法极限误差
δa—工件公差
1 JJG21-2008《外径千分尺检定规程》[S].中国计量出版社出版,2008.
2 JJG34-2008《指示表(指针式、数显式)检定规程》[S].中国计量出版社出版,2008.
3 JJF1102-2003《内径表校准规程》[S].中国计量出版社出版,2003.
Abstract: With the micrometer ruler frame of a general gauge as the carrier, and the two measuring heads of the micrometer and diameter as two measure endpoints, a general gauge is transformed into a special hole -measuring device which can measure the aperture while avoiding the boring bar , and the measure precision and work efficiency have been greatly improved.
Keywords:sectional measurement; accumulative error; special hole-measuring device; curve measurement aperture
(责任编辑:谭银元)
ToTransformaUniversalGaugeintoaSpecialHole-measuringDevice
ZHOULiang-chun
(Wuhan Institute of Shipbuilding Technology, Wuhan 430050, China)
TG7
A
1671-8100(2017)03-0031-03
2017-04-15
周良春,女,工程师,主要从事计量管理、长度计量万能量具的检定、修理,以及量具、刀具、自制检具等精密测试工作。
猜你喜欢
科学与信息化(2022年14期)2022-07-31
科技资讯(2021年20期)2021-10-28
物流技术与应用(2020年3期)2020-03-27
制造技术与机床(2019年8期)2019-09-03
科技视界(2018年8期)2018-06-08
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
农机使用与维修(2017年11期)2017-11-21
职业·下旬(2016年11期)2017-02-21
天津科技大学学报(2015年6期)2015-04-16