数控精密磨床的设计研究
2017-11-17 07:15蒋桂平
装备制造技术 2017年9期
蒋桂平
(桂林广陆数字测控有限公司,广西 桂林541004)
数控精密磨床的设计研究
蒋桂平
(桂林广陆数字测控有限公司,广西 桂林541004)
提出了一种基于量具加工行业的数控精密磨床设计方案,并通过对加工零件的工艺特点分析与研究,从磨床的结构布局、功能部件的设计等方面提出了可行的方案,为该设备的顺利研制提供可靠的理论指导。
数控;精密;磨削;电主轴
一直以来,在我国传统的量具生产过程中,卡尺的大小量面都是最后通过人工研磨来保证其最后精度的,这种完全依赖于工人手上技术的加工方式,在制造业技术高度发达的今天,已经变得很不合时宜,同时也无法保证产品的加工质量和提升工作效率。
量具行业是国家工业的一个基础性行业,量具行业的发展在一定程度上制约着国家基础工业的发展,量具产品的质量也在一定程度上决定了机械加工行业的产品质量,因为这是一个鉴定机加产品的标准性行业。针对量具行业加工方式落后的限制,本文以量具行业中的卡尺量面为对象,从加工方式和加工设备等方面进行优化设计和创新,从而提高卡尺加工的机械化程度,保证产品的加工质量,提高加工效率,降低企业成本,提升产品的市场竞争力。
优化设计的机床已经在企业的加工过程中得到了很好的运用,并在加工质量和加工效率上都得到了企业的高度认可,具有很大的行业推广价值和现实意义。
1 机床设计方案
1.1 机床设计难点
机床设计的难点主要在以下几方面:
(1)卡尺大量面的平面度,要求在0.002 mm以内,用平晶检查必须肉眼能看到发散的彩色光带。
(2)要实现互换性,必须保证每把卡尺的大小量面之间的距离的误差在0.005 mm以内,考虑用绝对式光栅来保证。
(3)要保证卡尺尺身与尺宽安装完毕后大小量面对贴合缝隙在0.005 mm以内,即尺身的大小量面与尺身定位面的垂直度必须在0.002 5 mm以内,同时尺宽的大小量面与尺宽的定位面的垂直度也要保证在0.002 5 mm以内。
(4)卡尺大小量面对粗糙度要求在Ra0.2 mm以内。
(5)机床的外形尺寸不能太大,为了体现现代机械设计的人性化特点,该机床的操作者应以坐姿来操作。
(6)导轨的选择,主要是在线轨和滑轨之间作选择,线轨的特点就是运动平滑,可靠,持久性好,不易磨损,容易保证装配精度[1],但其致命的缺点是可能平稳性存在问题,在磨削过程中工件可能出现振纹,影响工件的表面质量和工件的平面度。滑轨则刚刚弥补了这个缺陷,但滑轨的持久性不好,容易磨损,切难保证装配精度。
(7)磨头的选择,磨头有两种选择,第一是采用传统的磨头,用电机带动,即磨头和电机是分开的,并通过皮带联接;第二是采用最新的技术,即采用磨削电主轴。它们的特点是:第一种技术比较成熟,对设计来说比较有把握,缺点是因为电机和磨头是分开并通过皮带联接的,所以出现振动的可能性比较大,可能会影响零件的表面加工质量;第二种是采用电主轴,所以振动的可能性比较小,表面质量比较容易保证,但缺点就是该技术属于比较新型的技术,可靠性和技术成熟性还有待实验和考证。
(8)砂轮的选择,传统的砂轮大多采用的是白刚玉和绿碳化硅,棕刚玉等材料,这些材料的砂轮的特点是:砂轮采购成本点,生产技术成熟,加工性能可靠,容易修整,切削进给量大等,但是加工精度不高,并容易磨损,且线速度普遍不高[2];新型的立方氮化硼砂轮的特点是:加工精度高,不容易磨损,且有很高线速度,这刚好弥补了传统砂轮的缺陷,但因为是新型产品,其技术的成熟度不够,切因为太硬不容易修整,切削进给量也相对较小,这就导致零件容易烧伤,所以在砂轮的选择上也需要做一个权衡。
1.2 数控精密磨床参数
工作台面积:200×900 mm;
磨头纵向行程:X1、X2为 120 mm;
磨头横向行程:Y1为300 mm、Y2为120 mm;
磨头功率和转速:M1为 3 kW,8 000 rpm;M2为1.5 kW,3 000 rpm;
磨头快速移动速度:6 m/min;磨头最大进给速度:4 m/min;位置精度(DIS):定位精度 0.005 mm,重复定位精度0.003 mm;
加工精度:粗糙度Ra 0.1,平面度0.003 mm,平行度0.006 mm.
2 机床设计过程
2.1 数控精密卡规磨床结构的确定
(1)整体结构的确定。该磨床要求同时磨削卡尺的大小量面,必须配备两个磨头,磨头的进给方向为别为Y1和Y2方向。同时根据零件的加工要求,磨头还要实现与Y1和Y2方向相垂直的进给运动,分别为X1和X2,同时X1和X2方向还可以实现砂轮的修整和砂轮磨损的补偿。组成该机床的主要零件为:底座、工作台、滑鞍、托板、磨头座等。
(2)线轨的排布。根据磨头的进给方向我们可以确定,我们要在 X1、X2、Y1、Y2等四个方向排布线轨,并根据工件的加工要求和装配的需要,可以确定线轨的长度分别为:X1为 500 mm,X2为 500 mm,Y1为 500 mm,Y2为640 mm.四个方向的移动行程分别为:X1为150 mm;X2为 150 mm;Y1为 150 mm;Y2为 300 mm.四个方向的两条线轨间的跨距分别为:X1为203 mm;X2为 203 mm;Y1为 230 mm;Y2为 230 mm.
(3)传动丝杆的选择与排布,丝杆通过电机座、丝杆螺母座、轴承座固定联接,并实现传动。丝杆的长度为:X1为 477 mm,X2为 477 mm,Y1为 477 mm,Y2为627 mm.
2.2 磨床主要零件设计
(1)底座的设计:底座的设计从结构上来说不仅要合理的排布好线轨的位置和丝杆的位置,还要考虑操作者地位置,是否便于加工操作,工件是否便于装夹,高度是否合适,强度是否满足磨床的加工使用要求[3],还要考虑冷却液的排放和流向,润滑油的收集和排放,防护罩壳的安装等。
(2)滑鞍的设计:滑鞍是一个关键的零件,该零件不仅要做Y向的切削运动,还要承载X向的进给运动,所以不仅要考虑该零件的结构合理性[4],同时还要考虑零件的加工工艺性,是否便于机械加工,是否便于钳工的装配,线轨的排布,丝杆位置的摆放,润滑油的回收,防护罩壳的安装,光栅尺的安装与防护等一系列的问题。
(3)工作台的设计:工作台可以与底座做成一体的,也可以单独做成一个零件,考虑到零件的加工工艺,决定将工作台做成单独的零件,最后通过螺钉联接,并用圆柱销定位。
(4)电主轴座的设计:该零件的设计碰到一个很大的难题,因为卡尺本身的结构,决定了主轴座结构不能太大,而且只能采用悬臂结构,所以该零件的安装位置和方式也有相应的妥协和变化。
2.3 线轨的选用
针对磨床线轨的使用特点,以及国内外的使用案例,最后选择了日本THK的线轨产品。选择的原因如下:
(1)THK为国际知名品牌,产品的质量和使用寿命比较容易得到保障;
(2)THK的产品有用户使用过类似磨床上的先例;
(3)THK的工程师可以针对要求提出解决方案;
(4)THK的产品可选择的种类比较齐全,有很大的选择余地;
(5)磨床对零件加工的表面质量要求比较高,所以必须保证磨床在加工过程中无振动现象,THK的导轨产品就有专门针对磨床产品的规格型号,经过反复比对和研究,最后选用THK的SNS25R2DDC0的线轨,该线轨的特点是:线轨的结构为矮宽型,承重大,预紧力大,运行平稳等。
2.4 丝杆的选择
与线轨的考虑相同,出于加工精度和加工质量的考虑,丝杆同样选择日本THK的产品,特别是在丝杆的定位精度和重复定位精度上要求更高,同时还兼顾了产品的可靠性和耐用性等方面,并考虑到该设备加工方式具有重复往返的特殊性,在丝杆的热处理方式和润滑方式的选择上,有专门的要求。
2.5 电主轴的设计和选择
根据卡尺尺身和尺宽的大小量面的尺寸和精度要求的不同,电主轴的技术参数如下:
(1)小量面电主轴功率为:1.5 kW;
(2)电主轴最高转速为:3 000 r/min;
(3)大量面电主轴功率为:2.5 kW;
(4)电主轴最高转速为:5 000 r/min;
(5)电主轴工作时间:16 h/天。
(6)电主轴轴承品牌:SKF品牌。
综上,该数控精密磨床属于针对量具行业的特定产品研制的专用磨床,其特点是结构设计紧凑,磨削精度高,操作性能好,加工稳定性好,整体布局合理等,具体的机床布局及特征如图1所示。
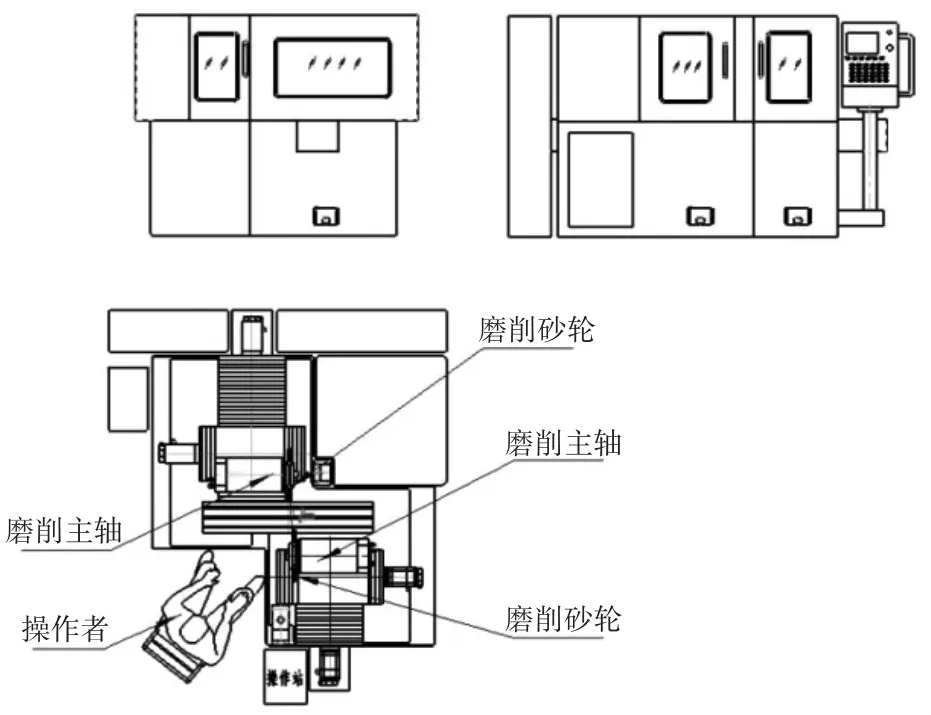
图1 磨床结构布局图
3 结束语
本产品数控精密磨床的设计,从具体的零件加工要求和工艺特点出发,完成了对数控精密磨床结构布局、功能部件设计与选择等多个方面的内容,并在理论研究的基础上,进行了相关的测试工作,得到了如下的结论:
(1)数控精密磨床的专用化设计,提高了零件的加工效率和加工精度。
(2)数控精密磨床的现场适应性能和加工稳定性能,超过了企业对加工设备的预期,并取得了良好的效果。
(3)数控精密磨床在人机交互和结构布局上都较以前的通用机床有很大的改善,得到了用户的好评。
综上,数控精密磨床的设计达到了预期的目的,效果理想。同时该类型的磨床在量具行业也有非常重要的推广意义和现实意义,也起到了成功的加工工艺改革的示范作用。
[1]孟宪铎.机械可靠性设计[M].北京:冶金工业出版社,1992.
[2]张世昌.机械制造工艺机床[M].天津:天津大学出版社,1996.
[3]吴宗泽,罗圣国.机械设计课程设计手册[M].北京:高等教育出版社,2012.
[4]成大先.机械设计手册[M].5版.北京:化学工业出版社,2008:77-78.
Design and Research of NC Precision Grinding Machine
JIANG Gui-ping
(Guilin Guanglu Measuring Instrument Co.,Ltd.,Guilin Guangxi 541004,China)
This paper present a design proposal of NC precision grinding machine based on measuring and processing industry.And according to the analysis and research of the characteristics of processing part.Present a feasible proposal from the structure layout and the design of the function parts of the grinder.It provides a reliable theoretical guidance for the development of the equipment.
NC;precision;grinding;motorized spindle
TG584
A
1672-545X(2017)09-0145-03
2017-06-12
蒋桂平(1981-),男,广西桂林灌阳县人,工学学士,工程师,研究方向:数控机床。
猜你喜欢
机床与液压(2022年8期)2022-09-19
中国介入心脏病学杂志(2022年7期)2022-09-16
装备制造技术(2022年4期)2022-07-24
轴承(2022年7期)2022-07-19
制造技术与机床(2022年1期)2022-01-19
世界最新医学信息文摘(2020年50期)2020-07-14
物流技术与应用(2020年3期)2020-03-27
故事林(2020年1期)2020-02-05
制造技术与机床(2019年8期)2019-09-03
佛山陶瓷(2019年6期)2019-08-07