自动钻床的设计
2017-11-17 07:15吴加林李晓丹达丽哈
装备制造技术 2017年9期
吴加林,李晓丹,达丽哈
(辽宁工业大学 机械工程与自动化学院,辽宁 锦州121001)
自动钻床的设计
吴加林,李晓丹,达丽哈
(辽宁工业大学 机械工程与自动化学院,辽宁 锦州121001)
提出了一种台式钻床的改造和设计方法,即将液压缸作为进给系统的执行元件,通过PLC对主轴电机、液压系统电磁阀、液压泵电机以及行程开关的控制来实现台式钻床的自动化改进。改进后的自动钻床可以实现对大批量工件的连续生产,同时改善了被加工零件的质量,不仅生产效率得以提高,解放了工人的劳动力,而且所加工产品零件更受市场欢迎。
自动钻孔;液压进给系统;PLC控制:自动装夹
在如今的生产生活中,机械制造的主要加工设备为金属切削机床,而在机械制造行业中,产品质量和生产效率又直接受机床的技术性能的影响,所以不断提高改进机床的各种技术性能可以提高国家的工业生产能力和科学技术水平。钻床是孔加工机床的一种,可完成钻孔、扩孔、绞孔、攻丝等工作,目前在我国的机械制造工业中,加工孔类的工作大部分仍由传统钻床来实现,而面对大批量生产传统钻床便有很多不足之处需要改善,例如:自动化程度较低,导致大批量的生产困难;工人工作效率低,且工作环境恶差;需要较多人力,而且工件在装夹费时费力,操作不流畅,易出错;加工出的零件精度不高,被加工产品质量难以保证。
针对以上传统钻床在生产中表现出的问题及不足之处,对传统钻床进行结构改进是十分必要的。通过对传统钻床执行系统的改进和控制系统的设计,实现了自动化生产,提高了生产效率和被加工产品的质量,从而降低劳动强度及工作量。
1 执行系统的方案分析
本文提出了对钻床液压进给系统中进给缸的设计思路,即通过使用液压缸作为执行元件来替换手动进给。根据设计思路,首要分析的是钻头切削运动和进给液压缸执行的进给运动的运动规律。加工工件时,钻头部分的运动属于旋转切削运动和被直线进给运动,则进给液压缸在执行进给运动时所完成的主轴进给运动为直线运动。
转盘部分的运动:转盘的顺时针旋转,工件从传送带送入转盘的工件孔,通过转盘的旋转转到了2位置,在通过1液压缸的夹紧来固定工件在钻孔的过程中不旋转,加工完成后工件的卸料随着转盘的转动进行完成。
自动钻床运动规律及转盘运动规律简图如图1所示。
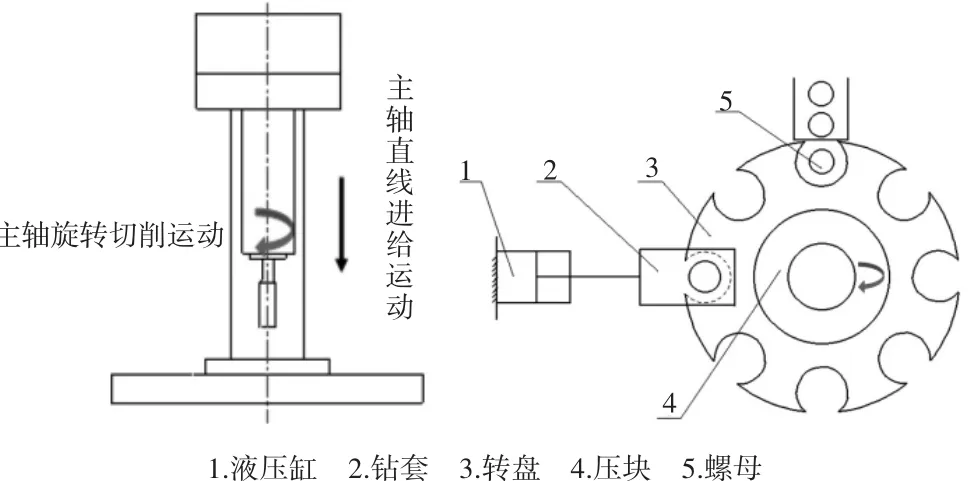
图1 自动钻床运动规律及转盘运动规律简图
2 控制系统的设计
自动钻床进给系统的控制是通过PLC对主轴电机、液压系统电磁阀、液压泵电机以及行程开关的控制来实现的[1]。其中关于自动钻床液压系统回路的连接应根据钻床所要完成的具体动作来进行设计。其中液压缸可选活塞杆为中空杆的双杆活塞缸,以方便主轴穿过,主轴快速进给和工进时液压缸进油顺序为上进下出,而快退时液压缸进油顺序为下进上出,根据动作可以看出只需一次换向,另外,在工进完成后,主轴需要暂停动作,因此,应选择具有中位基能的三位四通电磁换向阀。还有不同动作主轴移动速度也不一样,所以系统应安装调速装置。根据系统参数可知,液压系统运动速度不是太大,负载也不大,因此,调速系统选择进口节流调整,该调速系统具有较好的低速稳定性和速度负载特性。
对主轴电机和液压泵电机的控制:首先将控制程序写入,然后定时器开始定时3 s,3 s后PLC系统达到稳定,在此期间也可方便操作人员对系统进行检测,定时结束后,控制电机的交流继电器闭合,主轴电机和液压泵电机开始工作。
主轴的快速进给控制:安装工件检测器,如光电传感器,当工件到达指定位置后,工件检测器反馈电信号,PLC传出指令开始工件的夹紧动作,可通过安装压力传感器检测工件是否被装夹牢固,接着反馈电信号,使液压系统开始工作,通过电磁换向阀,来控制系统接入快进油路,主轴完成快速进给动作[2]。
主轴的工进控制:可通过安装行程开关来控制进给动作的起停,当主轴快速进给动作完成后,主轴到达指定位置,则行程开关闭合,反馈电信号,液压系统的电磁换向阀接收信号,使工进油路导通,主轴开始工进动作。
主轴停留动作的控制:工件被钻头加工完成后,主轴工进动作结束,控制工进动作的行程开关闭合,计时器计时3 s,液压系统电磁换向阀接收电信号,主轴停留3 s以进行修磨被加工孔。
主轴快退动作的控制:计时器T3计时3 s结束后,液压系统电磁换向阀接收电信号,液压控制系统接入快退油路,主轴开始快退动作。
主轴快退停止动作的控制:控制主轴快退的行程开关闭合,则发出电信号,液压系统电磁换向阀接收电信号,主轴停止快退动作[3]。
3 结束语
本文所提出的自动钻床可以实现对大批量零件的自动化生产[4-5],在提高生产效率,解放工人劳动力的同时,还改善了被加工零件的产品质量。另外,本自动化钻床整体结构简单,工作时平稳可靠,有推广和研究价值。
[1]成大先.机械设计手册·液压传动[M].北京:化学工业出版社,2004.
[2]秦曾煌.电工学[M].北京:高等教育出版式社,1999.
[3]许福玲,陈尧明.液压与气压传动[M].北京:机械工业出版社,2004.
[4]戴 曙.金属切削机床[M].北京:机械工业出版社,1993.
[5]席伟光.机械设计课程设计[M].北京:高等教育出版社,2003.
Automatic Drilling Machine Design
WU Jia-lin,LI Xiao-dan,DA Li-ha
(College of Mechanical Engineer and Automation,Liaoning University of Technology,Jinzhou Liaoning 121000,China)
This paper proposes a transformation and design method of bench drilling machine,the hydraulic cylinder as actuators of feed system,through the PLC of the spindle motor,solenoid valve,hydraulic system of hydraulic pump motor and travel switch control to realize the automation of bench drilling machine improvement.Improved automatic drilling machine can realize continuous production of large quantities of workpiece,at the same time improve the quality of the processed parts,not only the production efficiency is improved,the liberation of the labor of workers,and the processed products parts are more popular with the market.
automatic drilling;hydraulic feed system;PLC control:automatic clamp.
TG527
A
1672-545X(2017)09-0158-02
2017-06-19
吴加林(1994-),男,江苏淮安人,本科在读,研究方向:机械电子工程;李晓丹(1982-),女,辽宁盘锦人,副教授,硕士,研究方向:自动控制。
猜你喜欢
鞍钢技术(2022年3期)2022-06-12
当代陕西(2019年24期)2020-01-18
中国设备工程(2019年22期)2019-01-16
科学与财富(2016年34期)2017-03-23
中国科技纵横(2016年14期)2016-10-10
电子制作(2016年19期)2016-08-24
装备环境工程(2015年5期)2015-02-28
专用汽车(2014年1期)2014-12-10
筑路机械与施工机械化(2014年2期)2014-03-01
科技传播(2011年11期)2011-04-18