
莱钢1880m3高炉炉役后期经济冶炼实践
2017-12-04 10:40王尚东
山东冶金 2017年4期
王尚东
(莱芜钢铁集团有限公司 银山型钢炼铁厂,山东 莱芜271104)
莱钢1880m3高炉炉役后期经济冶炼实践
王尚东
(莱芜钢铁集团有限公司 银山型钢炼铁厂,山东 莱芜271104)
莱钢两座1880m3高炉均处于炉役后期,操作上通过大量使用长风口,上部调整装料制度,并不断开发炉料平铺技术,高炉顺行情况不断改善,实现了经济冶炼的目标,配料焦比降低了26 kg/t,燃料比降低7 kg/t,生矿比例提高8.4%,年创效益4000万元以上。
高炉;炉役后期;经济冶炼;炉料
1 前言
莱钢两座1880m3高炉分别于2004年6月和2005年2月投产,至今已安全运行了十余年,均已进入炉役后期,期间未进行过炉缸大修。按业界传统观点,炉龄8~12 a为中等寿命,12 a以上则属于长寿高炉。莱钢型钢炼铁厂通过不断优化高炉各项操作制度和加强各个方面的管理,最终实现炉役后期安全、稳定顺行、经济冶炼的效果。
2 护炉操作
因钢铁行业持续不景气,从2011年11月开始高炉限产操作,入炉风量从正常的4300m3/min逐步降到3750m3/min,产量从日产5300 t以上降到4400 t左右,产能只有原设计水平的80%。在限产过程中,采取了堵风口、加衬套、使用小风口等措施,炉缸均匀活跃性下降,炉缸二层侧壁温度阶段性地出现上升现象,对高炉炉役后期的安全运行产生严重威胁。
为实现高炉长寿的目标。型钢炼铁厂通过不断调整,优化1880m3高炉的送风制度和装料制度,抑制边缘,发展中心,在低冶强条件下减少铁水环流对炉缸的冲刷,稳定了炉缸侧壁温度。
2.1 大量使用长风口
合理的炉内煤气流分布和良好的炉缸活跃性,有利于高炉炉缸高效长寿。炉缸主要受铁水流动冲刷,渣铁化学侵蚀,铁水、碱金属、锌对砖的渗透及热冲击。在炉缸耐材表面形成一层持久的保护层非常重要,该保护层就是稳定的渣铁凝固层。炉缸铁水环流对炉缸的侵蚀是导致炉缸烧穿的根本原因,尤其是不均衡侵蚀。操作控制上,主要通过中心加焦来发展中心,抑制边缘。结合用小风口、堵风口、加衬套降低冶炼强度,配加钛球、控制好生铁成分等措施,来保证炉缸耐材和铁水之间的保护层不会变薄或者消失,以延缓炉缸的被侵蚀速度,把侧壁温度控制在安全范围之内。缩小风口面积后,经过调整实际风速可以维持不变。但由于限产、风量降低,鼓风动能大幅下降,回旋区和燃烧带缩小,造成边缘气流及铁水环流难以控制,影响炉缸侧壁温度的稳定。
莱钢1880m3高炉原使用φ120mm×500mm的风口,风口面积缩小后,风口长度未变。至2015年底,2座1880m3高炉各自增加了10个长度520mm的风口。进入2016年后,2座1880m3高炉逐步增加长度520mm的风口的使用数量。2016年11月,2座1880m3高炉风口全部改为长风口。随着长风口的大量使用,在中心加焦基础上进一步发展中心,抑制了边缘气流,减轻了炉缸铁水环流对碳砖的冲刷侵蚀,使高炉长寿成为可能。当前,2座高炉二层侧壁温度在140℃以下稳定运行,未再突破历史高点。近2 a来,有时甚至因为侧壁温度低而临时取消钛球的配加。
2.2 调整装料制度
莱钢2座1880m3高炉入炉品位在56%左右,上部装料制度一直使用“大矿批+中心加焦”的技术,基本使用相同的装料制度。由于风量小,鼓风动能低,中心气流弱。为发展中心,抑制边缘,减轻铁水环流,中心加焦比例基本在30%以上。但中心加焦数量太多容易造成中心气流不集中,消耗高。中心不集中的表现主要是十字测温次中心温度高于中心点的温度,见图1。两个第6点在300℃以上,最高点不在中心8点上,而在第7点上。同时,中心不集中的另一个表现是休风后观察炉顶料面中心鼓包大。
在采用长风口的基础上,通过不断调整装料制度,最终形成了布料矩阵。实行错档位布料后,第6点降低到200℃左右,第7点降低到400℃左右,中心气流趋于集中,形成规则的煤气流分布。
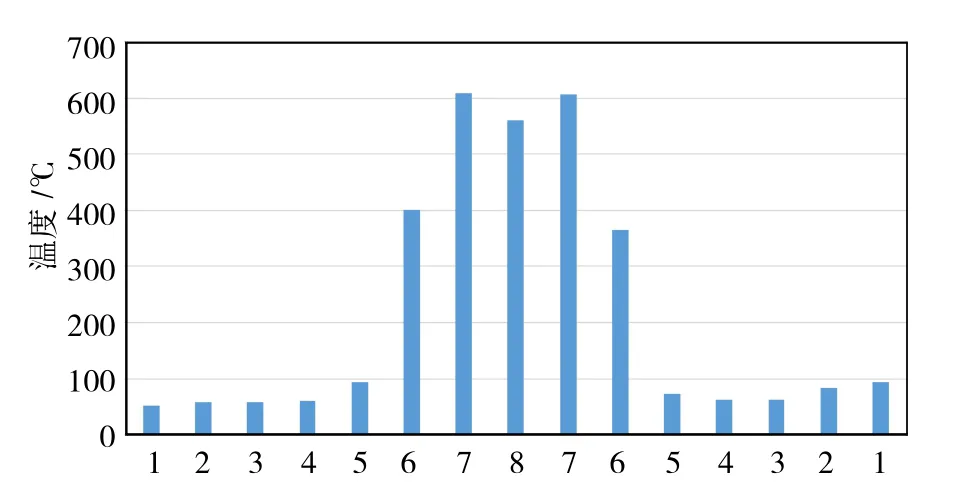
图1 十字测温棒图
3 经济冶炼
3.1 开发炉料平铺技术
在经济冶炼、低成本生产方面,除了配加经济炉料,降低入炉品位外,高比例配加生矿也是一个重要的途径。生矿价格与烧结矿和球团矿相比要低很多,所以提高生矿比例就是间接降低吨铁成本,达到降本增效的目的。但是生矿的冶炼特性一直是制约高炉高比例配加的一个主要原因。生矿的冶炼特征主要表现在:1)生矿的软融温度低、软融带宽、滴落性区间大,这些特点将使得软融带和滴落带的透气性差;2)生矿的热爆性能和球团矿相似,一般在中温区产生大量的粉末,严重影响透气性和煤气流的分布;3)生矿的软融滴落性能严重变差,影响煤气流分布,影响高炉顺行;4)生矿的Al2O3偏高,对高炉造渣影响较大。开发科学的平铺技术可以最大限度地消除生矿带来的不利影响。
3.1.1 球团、生矿平铺
莱钢1880m3高炉采用皮带上料,含铁炉料无法单独混匀,但可以通过控制各料种在皮带上的厚度和放料时间实现两种或两种以上炉料在皮带上的叠加,其同时进入上、下罐时便经过了混匀。为了实现炉料混匀,在皮带上一种炉料叠加在另一种主体炉料上所占的长度百分比即前者在主体炉料的平铺率。2015年前,型钢炼铁厂对球团、生矿、焦丁平铺要求不够严格,更没有平铺率的具体要求,气流不稳现象时有发生,尤其高比例配加生矿时对中心气流影响较大,严重时导致燃料比升高(10~20)kg/t,因此月配加块矿比例从未突破15%。
国外文献认为,不同矿石混合后可以部分抵消某些矿种的缺点,并且混合后可以实现炉料粉末的平均分布,进而有利于煤气流的均匀分布、矿石还原和炉况顺行。2015年底,2座1880m3高炉开始加强炉料的平铺研究:一方面要求球团、生矿不能布到烧结矿料最后的30%区域,以免布料时进入中心区域影响中心气流;另一方面根据粉末均匀分布理论,粉末集中将导致局部预热还原不充分,对炉况产生不利影响,因此要求酸性料平铺率不得低于50%(酸性料比例>15%时)。经过平铺调整,2015年9月开始逐步增加生矿比例,2016年全年生矿平均比例17.37%,远高于2015年9.6%的水平,见图2。生矿比例大幅提高后,炉况运行、高炉消耗均保持了稳定。
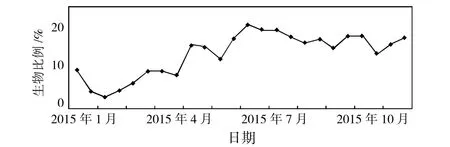
图2 2015年1月—2016年12月高炉生矿比例
3.1.2 焦丁平铺
2015年12月前对焦丁的平铺无明确要求。国外文献认为高炉边缘粉末比例高,且此区域加热和还原速度慢使得含铁炉料还原粉化率高,导致在边缘区域的含铁炉料还原和熔化困难。焦丁平铺在此区域一方面有利于改善透气性,另一方面有利于改善含铁炉料还原,保护大焦。2016年开始将焦丁平铺开始位置由距料头30%的距离调为10%的距离,随后几个月将焦丁开始位置又调为距料头5%的距离,同时调整槽下焦丁闸门开度,将焦丁在烧结矿上的平铺率从原来的10%提高到30%左右,此时焦丁基本布在矿石的最外2档。
3.1.3 稳定平铺
莱钢1880m3高炉槽下共有3个生矿仓、2个球团仓、1个焦丁仓、6个烧结矿仓,日常生产中各个仓随机组合。2016年以来,多次对各个仓放料后的料头到K1、K2皮带导料槽的时间进行测量,调整各个仓放料的连锁关系,并从主皮带机头位置实地测量,保证了在各种组合条件下各种料料头在主皮带上相对位置的绝对稳定。通过调整下料口闸门插板的开度,保证了每一种料在主皮带上长度的相对稳定。通过这一系列措施,保证了整个料段的后面是纯烧结矿,避免了生矿、球团矿布到高炉中心区域。实行标准化操作,规定了生矿不同比例条件下各种炉料的平铺率,见表1。
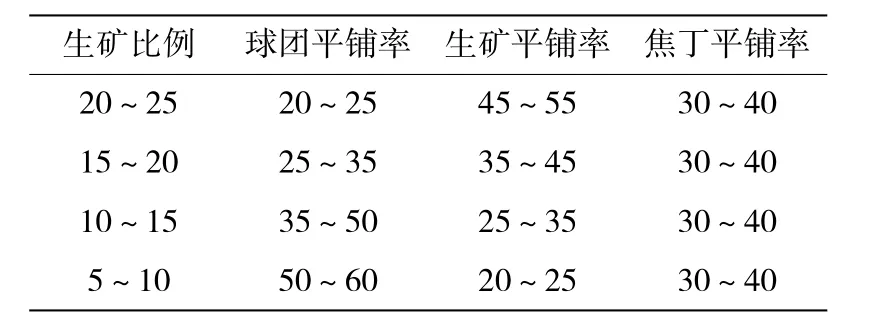
表1 高炉炉料平铺率 %
3.2 加强炉前出铁管理
炉前出铁对于炉况顺行和指标改善至关重要,在入炉品位低、渣量大时更是如此。进入2016年后,莱钢1880m3高炉加强炉前出铁的组织与管理,规范炉前的日常作业行为,强化出铁检查制度,及时出净每一炉渣铁。首先对铁口难开问题持续攻关,减小难开对炉况的不利影响。其次对铁口卡焦进行攻关,制定一系列炉内外的应对措施,避免因出不好渣铁炉况出现波动的情况。
3.3 加强上料管理
通过主控监控画面,一旦发现布料时间或者圈数与设定数值差距大,及时督促上料人员找出原因,并做好记录。每个班次记录2次矿石、焦炭的料流开度,有大的变化要查找原因。槽下上料人员每个班次至少2次汇报各个料仓的情况。每天2次到烧结机区域观察烧结矿实物质量,重点对烧结终点温度、各温度曲线的稳定性、红火层厚度、机速、料层厚度等进行关注,对烧结矿的颜色、粒度、气孔度等进行拍照,摸索烧结矿质量与炉况的对应关系。当发现烧结矿质量有问题时,及时与烧结车间进行沟通,督促其及时改进。
4 应用效果
1)莱钢2座1880m3高炉截止到2017年5月,已安全运行13 a和12 a,单位炉容产铁分别为10910 t和10453 t。两座高炉炉缸二层侧壁温度在140℃以下运行,对应炉衬厚度在650mm以上,实现了高炉长寿的目标。
2)通过对高炉上下部制度进行优化和调整,莱钢2座1880m3高炉生矿配比由2015年的9.6%提高到2016年的17.37%,高炉未因生矿比例提高炉况出现波动,年创效益4000万元以上,实现了经济冶炼的效果。
3)在炉役后期配加经济炉料、大比例生矿的条件下,高炉的各项经济技术指标持续提升,配料焦比从2015年的381 kg/t降低到当前的355 kg/t,燃料比从2015年的531 kg/t降低到当前的524 kg/t,生矿配加比例也从2015年的9.6%提高到当前18%左右,有力地降低了生铁成本。
信息园地
山钢济钢钢铁产线全线安全停产
2017年7月8日,山钢济钢炼铁厂3#1750m3高炉顺利出完最后一炉铁水后,济钢钢铁产线上的炉火全部熄灭。这标志着济钢在济南的钢铁产线全线安全停产,济钢转型发展迈出坚实一步。
钢铁产线流程长、工序多,特别是涉及高温铁水、钢水,以及水、电、风、气等能源介质,停产过程存在安全、环保等诸多方面的风险,组织难度非常大。为保证钢铁产线全线安全停产,山钢集团统筹研究、周密安排。济钢专门成立了安全停产组织机构,制订了包含128个子方案的《济钢钢铁主体工序总体停产方案》,详细规定了各个工序的停产顺序和要求,并对方案进行了反复研究和推演。各相关单位各级安全监督管理人员盯在现场,严厉制止各类违章指挥、违章操作行为,做到了停产工作全过程、全方位、全员受控。济南市环保部门协同济钢,对在线设备风险源(点)进行了系统排查;济南市检测站通过选点,共检测了54项环保指标,确保停产过程污染物达标排放。截至7月8日,济钢各主体工序全部实现安全、环保停产,没有发生一起事故或污染投诉。
停产过程中,济钢所有领导干部24 h轮流值班,保持24 h通讯畅通;广大职工在各自岗位上精准操作,忠于职守。整个停产过程实现了“五个确保”和“四个不让”。“五个确保”即:确保停产过程安全平稳,确保停产顺序节点明确,确保停产过程各类污染物排放受控,确保停产前最大化消纳各类危险废弃物、危险化学品,确保各类资源利用最大化;“四个不让”即:不让一个安全隐患因停产而被忽视,不让一块产品因停产而质量不合格,不让一台设备因停产而损坏,不让任何污染物因停产而失控。
济钢钢铁产线安全停产后,山东省及济南市党委、政府和济钢将按照工作方案,继续全力做好人员分流安置工作,最大限度地维护职工合法权益。同时,济钢将按照国有资产处置有关规定,分类分批、有序公开地处置各类物料、设备、设施,实现各类资源利用最大化,避免国有资产流失。
(摘自《中国冶金报》)
Practice of Economic Smelting in the Later Stage of 1880m3BF in Laiwu Steel
WANG Shangdong
(The Yinshan Section Steel Ironmaking Plant of Laiwu Iron and Steel Group Corporation,Laiwu 271104,China)
The two 1880m3BF are in the later stage of campaign of blast furnace operation.Through a large number of long air outlet,the upper adjusting charging system,and constantly develop charge tiling technique blast conditions continue to be improved.The economic goal of smelting was achieved.Themixing coke ratio is reduced by 26 kg/t,the fuel ratio is decreases by 7 kg/t,a 8.4%in the proportion of raw ore is increased,the annual benefit ofmore than 40million Yuan can be get.
blast furnace;the later stage of campaign of blast furnace operation;the economic goal of smelting;charge
TF538
B
1004-4620(2017)04-0014-03
2017-05-27
王尚东,男,1971年生,1994年毕业于山东冶金工业学校钢铁冶炼专业。现为莱芜钢铁集团银山型钢有限公司型钢炼铁厂工程师,从事炼铁生产技术研究与组织管理工作。
猜你喜欢
山东冶金(2022年4期)2022-09-14
课堂内外(高中版)(2020年2期)2020-05-13
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
山东冶金(2019年3期)2019-07-10
山东冶金(2019年3期)2019-07-10
山东冶金(2018年6期)2019-01-28
科技风(2018年16期)2018-05-14
中国新技术新产品(2018年2期)2018-02-02
三联生活周刊(2017年24期)2017-06-15
