
烟草制丝物流翻箱设备各状态转换的探究
2017-12-14 23:57王湘江母文超
中国科技博览 2017年44期
关键词:节能降耗
王湘江++母文超
[摘 要]烟草制丝车间翻箱物流工序段是制丝车间重要保障工序,其功能主要是将真空回潮工序处理过的烟叶进行翻箱操作,将物料送入主生产线上以供后续工序段进行加工。因其位置的特殊性,在进行编程设计操作中有很多难点需要解决,现阶段,因多方厂家设备接口的交互问题,存在翻箱机状态转换过程出现故障的情况,本篇文章主要是研究一旦翻箱状态出错后,如何进行快速修复复位技术可行性讨论。若能优化状态转换错误造成设备瘫痪的情景,将节约大量人力物力及财力资源。
[关键词]翻箱机,状态出错,快速恢复生产,节能降耗
中图分类号:TS43 文献标识码:A 文章编号:1009-914X(2017)44-0004-01
烟草制造过程中,制丝车间翻箱机担当极为重要的角色,其作用是将叶片预处理线的烟叶翻入松垛机并经过松散均匀的分布于输送带皮带上,为后续工序连续不断的提供烟叶。现阶段,大部分烟厂翻箱工序都是由三个不同厂家设计安装,其程序内容较为复杂凌乱,部分程序并不完善。
为了减少因翻箱机状态出错而造成的设备断料停机,可以采取如下措施进行处理。
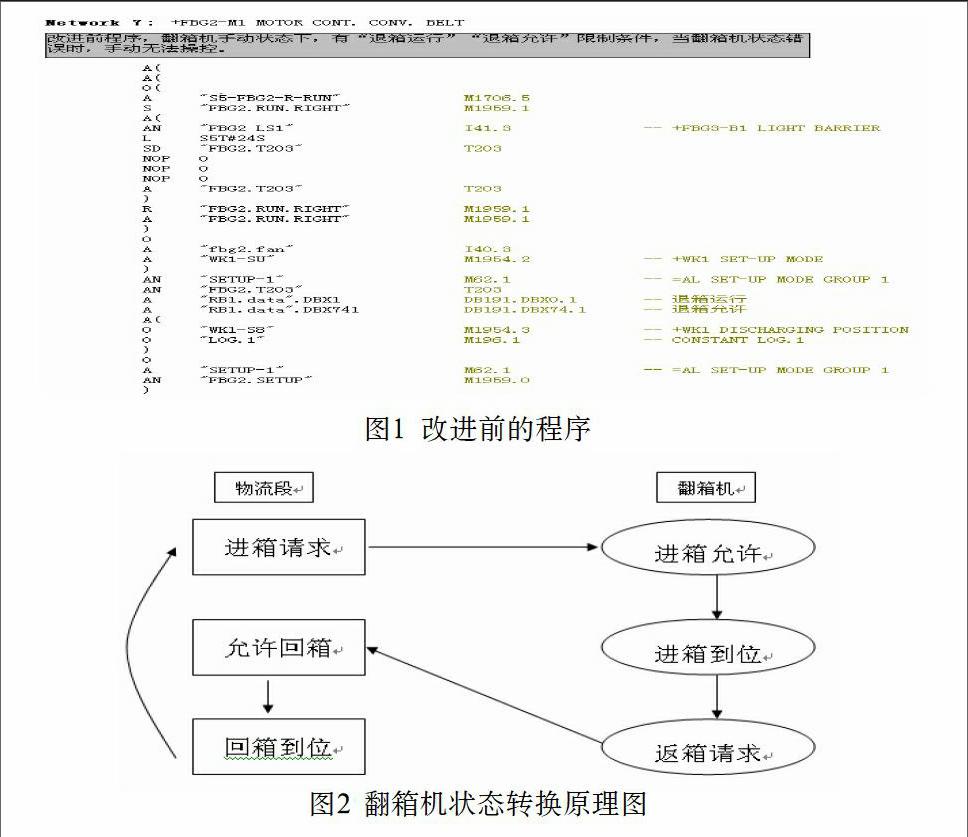
1、完善翻箱机的手动出料箱功能。通过对设备运行状况观察并深入研究程序后发现,物流段升降输送辊道与烟箱动态电子称辊道以及翻箱机辊道存在运行连锁关系,而升降辊道运行状态时间不长,大部分处于停止状态。当翻箱机在状态出错时,若升降辊道与电子称辊道不运行,则翻箱机手动状态下无法正常出料箱。只能由现场操作人员采取人力将烟箱拉出翻箱机,为了解决这一问题,我们采取完善单机手动启停FBG2输送辊道程序的方法,在当翻箱机状态错误后,取消翻箱机“出箱允许”“出箱运行”手动状态限制条件。通过人工确认的方式启动FBG2输送辊道将烟箱送出。
以下是改进前后的程序、程序注释
2、当翻箱机检测进料、出料和有料光电管信号出错,甚至升降辊道输送机高、低限位开关信号错误,都会造成翻箱机进、出料箱的状态错误。翻箱机进、出料箱过程遵循严密的逻辑关系(见图3),任何状态之间的切换都通过相应的顺序来执行。其中任一环节出错,都会造成状态的混乱,导致设备无法正常工作。为了不影响后续进、出料箱的状态,必须将错误状态及时更正。
现阶段,一般出现状态转换错误时,需手动将烟箱放出,并在工程师站使用S7软件复位翻箱机“进箱到位”、“返箱请求”等错误信号,置位物流线“进箱请求”信号。每次处理过程都将耗费大量时间,故障处理结束后,已造成停机断料。为了保证翻箱工序的连续性,最好采取安装现场状态错误复位按钮结合修改程序的方法,来简化处理过程。
具体的实施步骤如下:
⑴、根据实施方案,我们决定采用已有现场按钮盒的输入按钮,在设备出现状态故障时,将两个操作盒的停止按钮组合按下延时输出复位信号的操作方法来进行错误状态复位。
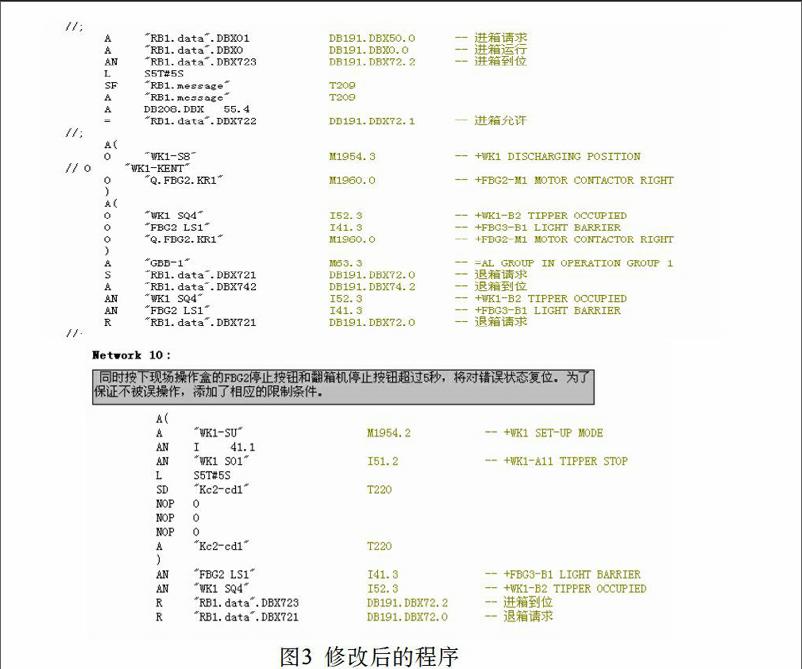
⑵、同时根据要求,对程序进行完善:
程序修改后,当翻箱机出现错误状态时,只要按照故障处理方法进行复位。翻箱机将重新返回“进箱请求”初始状态。处理方法简单实用,缩短了维修时间,有效减少了因故障处理不及时的断料停机现象。
3、动态烟箱称RB1是翻箱工序段的关键设备,动态烟箱称辊道是烟箱进、出翻箱机的必经之路,当翻箱机信号检测光电管出错或者物流和翻箱机传送给动态电子称的状态出现异常时都会导致动态烟箱秤状态错误。这时,烟箱会停于RB1输送辊道上,只能由现场操作人员手动将烟箱推入或拉出烟箱秤输送辊道。为了提高工作效率,避免停机断料,必须完善动态烟箱称的错误状态复位功能。
正常情况下,动态烟箱电子称显示屏进箱时显示的现在状态为自动入库、允许称毛重(见图5)。退箱时现在状态为自动入库、允许称皮重。
为了能及时改正动态烟箱秤的错误状态,建议使用S7和protool等软件新建出错处理功能。当电子称状态出现故障则点击“出错处理”按钮進入处理错误界面。
毛重复位:当出错处理时面板打正转(进箱)就必须按此复位键,否则接收不到信号。皮重复位:当出错处理时面板打反转(出箱)就必须按此复位键,否则接收不到信号。手动测试:此功能应用时数据不入库(作为调试及测试时使用)。自动入库:当数据需要入库时按此键,否则数据不入库。批次清零:把显示的批次清为零。
当动态烟箱电子秤出现状态错误时,烟箱直接表现为不会进箱和不会退箱。为了减少处理时间避免停机,可使用新建的处理出错功能,按以下方法进行处理:
⑴、进箱错误
进箱时必须是允许称毛重,如果是允许称皮重,烟箱就会停在秤的中间,此时需点击毛重复位、自动入库,再把面板的自动打到手动状态,然后把正转/反转切换开关打到反转,把烟箱退到光电管处,然后把切换开关打到中间位置,把面板上的自动/手动打到自动状态,此时现在状态应为自动入库、允许称毛重。烟箱按所需方向运行。
⑵、退箱错误
退箱时必须是允许称皮重,如果是允许称毛重,退箱时烟箱停在称的中间位置 ,此时点击出错处理按钮时将弹出画面、点击皮重复位、自动入库,再把面板的自动打到手动状态,然后把正转/反转切换开关打到正转,把烟箱退到光电管处,然后把切换开关打到中间位置,把面板上的自动/手动打到自动状态,此时现在状态应为自动入库、允许称皮重。烟箱按所需方向运行。
经过以上优化处理,可以解决很多翻箱设备在运行过程中出现的故障问题,若采取以上方式修改,将极大提高工厂翻箱效率,从而保证烟丝生产的流畅,为提高国有企业生产的稳定与连续提供一点思路。
参考文献
[1] 深入浅出西门子WinCC V6.何华,北京航空航天大学出版社,2004.
[2] 西门子工业网络通信指南. 崔坚,机械工业出版社,2004.
[3] S7-300/400PLC应用技术.廖常初,机械工业出版社,2008.endprint
猜你喜欢
建材发展导向(2022年23期)2022-12-22
化工管理(2021年7期)2021-05-13
建材发展导向(2019年10期)2019-08-24
中国盐业(2018年16期)2018-12-23
智能城市(2018年8期)2018-07-06
上海大中型电机(2017年3期)2017-11-13
山东工业技术(2016年15期)2016-12-01
同煤科技(2015年2期)2015-02-28
汽车零部件(2014年5期)2014-12-15
自动化博览(2014年7期)2014-02-28
中国科技博览2017年44期