滚筒烘丝机烟丝含水率控制系统的改进
2017-12-22 09:13杨强
山西青年 2017年24期
杨 强
广东中烟工业有限责任公司韶关卷烟厂,广东 韶关 512000
滚筒烘丝机烟丝含水率控制系统的改进
杨 强
广东中烟工业有限责任公司韶关卷烟厂,广东 韶关 512000
滚筒烘丝机是控制烟丝含水率的重要设备,本文基于烘丝机出口烟丝含水率不稳的现象,提出改进滚筒烘丝机控制系统的具体方法,以此通过优化生产工艺等提高烟丝生产质量。通过改进控制系统烘丝机出口烟丝含水率的稳定性得了明显的提高,标准误差由原来的0.14倍提高到了0.10以内。
烘丝机;含水率;改进
滚筒烘丝机是卷烟制丝生产线中的重要设备,烘丝机的工作模式主要由:生产启动、正常生产和尾料生产构成。在具体的生产中为了保证物理质量需要尽可能提高烘丝机出口烟丝含水率的稳定性,以此提高产品质量。然而基于工作实践在车间生产过程中,每批次开始或者结束时,烘丝机会残留低于标准含水率的烟丝,而且还存在烟丝含水率波动较大的问题,因此基于针对烘丝机含水率控制系统所存在的不足,提出相应的改进以此提高含水率波动较大的问题。
一、滚筒烘丝机烟丝含水率控制系统存在的问题
滚筒烘丝机控制模式为封闭控制,在具体的工作中首先需要对烘丝机进行预热,将筒壁和热风系统加热到预定的温度。然后在烟丝烘干的过程中,恒定流量的烟丝进入滚筒内,经过热传导方式不断给烟丝进行加热,以此将烟丝中的水分蒸发掉。结合相关理论研究与实践操作,影响烘丝机烟丝含水率的因素:(1)外部变量主要有:来料烟丝含水率、来料烟丝流量、环境温度以及烟丝的物理特性等;(2)内部变量主要有,滚筒压力、工艺气流温度以及出料罩压等等。由于外部变量在具体的生产中影响比较小,例如对于外部变量中的烟丝流量完全可以通过恒流型电子皮带控制,以此实现烟丝流量的稳定,因此本文忽视外部变量因素对于烟丝含水率的影响。
滚筒烘丝机控制系统主要是通过调节筒壁压力或工艺气流的风量实现对烟丝含水率的控制,但是由于烘丝机工作是通过预定设定好的参数值进行的,采取的是PID封闭反馈控制模式,其具有一定的滞后性。具体的控制系统工作模式见图1:
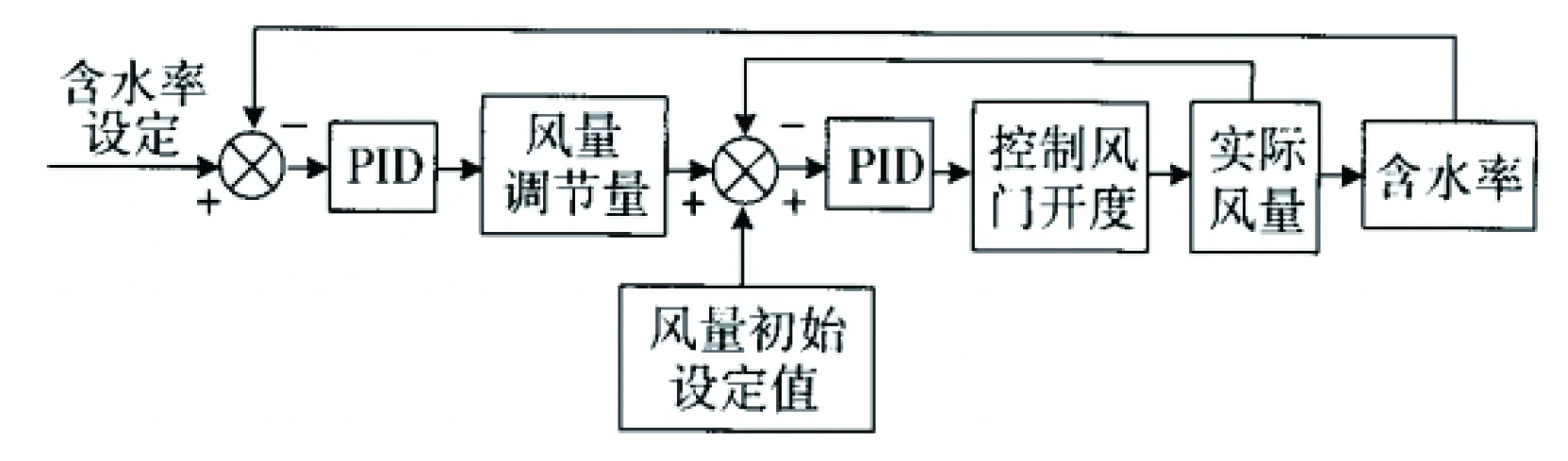
图1 烘丝机含水率控制示意图
二、改进方法
基于采取封闭式控制系统所导致的烟丝含水率波动较大的问题,需要对控制系统进行优化设计。基于工作实践在烟丝脱水作业中,影响烟丝烘丝机质量的重要因素就是烘丝机的脱水速度与烟丝的脱水效率不协调造成,从而造成出口烟丝的含水率不稳定。例如当烘丝机滚筒内的转速小于烟丝脱水所需要的转速之后就会出现脱水不稳定的现象。所以基于种种因素的考虑,需要计算脱水转速与烘丝机滚筒之间的关系,以此更好的对设备进行调节,从而达到合理控制烟丝的目的。
(一)增加料头工作温度自动修正环节。由于入口烟丝的含水率对于出口烟丝含水率波动影响比较大,在传统的生产中操作人员往往凭借工作经验调整烘丝机的工作温度,尤其是在烘丝机预热阶段此种问题较为突出,因此需要增加料头工作温度的自动修正环节,这样可以保证烘丝机可以快速稳定的进入到符合系统预定的工作状态。
(二)控制烘丝机预热温度。实践证明主要合理控制烘丝机预热温度有助于提高烟丝含水率。由于烘丝机在启动后滚筒需要经过20min的预热,预热温度就会通过空气的传导作用在滚筒内形成高温环境,实现对烟丝的脱水作业。因此在某种程度上预热温度的高低影响出丝含水率,而根据相关理论研究计算,当预热温度在130℃时烟丝的含水率波动最小,出现干头干尾的现象最少,因此在具体的生产中需要严格控制预热温度。
(三)优化滚筒温度控制方式。由于烘丝机蒸汽疏水系统结构与温度存在对应的关系,因此通过检测烘丝机蒸汽压力可以获取滚筒内的温度,从而实现对烟丝含水率的稳定控制。具体的改建措施是:在当前管板式烘丝机设备中增加压力检测装置,以此实现对烘丝机管路蒸汽压力的检测,实现对滚筒内压力的实时监测。当然压力检测器要安装在烘丝机的主蒸汽管路上。结合运行经验,输出蒸汽质量对温控系统闭环控制的扰动量/扰动因素,复合运算后参与筒温调节,可以对筒温控制过程进行补偿校正,减少蒸汽质量波动等干扰因素引起的筒温控制不稳定性。优化后的筒温控制原理框图如图2所示:
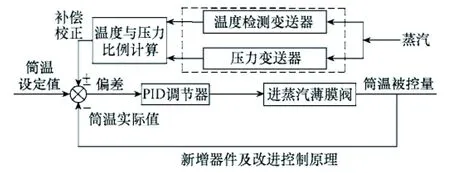
图2 改进后的筒温控制原理框图
(四)优化料头喷蒸时间。在烘丝机工作中料头喷蒸的主要目的就是对烟丝进行增温、增湿,以此提高滚筒内的温度,达到最优的脱水作业效果,然而基于传统的控制系统,料头喷蒸的时间控制存在不合理的现象,这样容易造成干头干尾现象。因此具体的改进措施:一方面要在控制系统中增设料头喷蒸开始时间和停止点2个参数;另一方面要优化喷蒸控制工艺。例如适当增加尾料阶段的加蒸汽量,并且延长停止蒸汽喷吹。
三、效果对比
将改进的控制系统方案应用到具体的烘丝机生产过程中,通过改进有效解决了工艺气流风量随出口烟丝含水率变化而变化的现象,实现了在入口烟丝含水率发展变化,工艺气流风量通过预定的调节功能实现了对出口烟丝含水率的稳定控制,有效解决了烘丝机出口烟丝水分检测滞后而导致含水率波动较大的问题。本次控制系统改进最大的特点就是增加了前馈控制调节系统,这样通过系统的计算,烘丝机出口烟丝的含水率的标准误差由过去的0.14倍提高到了0.10以内,大大增强了烟丝的品质与质量。
[1]杨少华,梁逢春.滚筒式薄板烘丝机基于排潮风风量的烟丝含水率控制方法[J].烟草科技,2015(03).
[2]娄琦,薛梅.改进烘丝机控制模式[J].山东工业技术,2016(07).
[3]成皓,喻鹏程.滚筒管板式烘丝机干头干尾的技术改进[J].产业与科技论坛,2014(05).
[4]王登兵,赵永祥,何伟,韩磊.SH38型管板式烘丝机控制系统改进[J].电气技术,2016(07).
TS
A
1006-0049-(2017)24-0229-01
猜你喜欢
幼儿教育(2022年10期)2022-10-28
南方农业(2022年13期)2022-08-03
电力科技与环保(2022年3期)2022-07-15
林业机械与木工设备(2022年5期)2022-05-27
幼儿教育·父母孩子版(2021年6期)2021-08-05
西南农业学报(2020年3期)2020-05-05
江西农业学报(2019年6期)2019-06-26
消费导刊(2018年8期)2018-05-25
船海工程(2018年1期)2018-03-01
电子制作(2016年1期)2016-11-07