多层实木复合地板6σ管理方案的研究
2018-01-11 17:48苏展
时代经贸 2017年21期
【摘 要】本文基于浙江裕华木业有限公司多层实木复合地板生产工艺,引入6σ(西格玛)产品品质管理方法,分析了制约产品质量和生产效率提高的瓶颈问题,提出解决问题的工艺方案。经生产实践验证结果表明,地板榫槽和表面涂饰加工工段产品合格率提高了4.76%,地板榫槽加工工段单班产量提高了820m2,地板表面涂饰工段产量提高了410m2。1个月抽查监控结果表明地板加工精度稳定可靠。
【关键词】多层实木复合地板;6σ管理
浙江裕华木业公司始创建上世纪九十年代初,目前总占地面积1000多亩,拥有厂房100多万平方米,配置了从欧美等国引进的多层实木复合地板生产线,设计年产量可达1600万平方米,拥有从原木采购至成品地板出厂完整生产工艺链,是集研发、设计、生产、销售、售后服务为一体的实木复合地板企业。
2011年在美国针对国内实木复合地板产品“双反”诉讼中成为国内第一家,也是唯一一家取得对美“双反”胜利的企业,最终裁决对美出口多层实木复合地板产品永久零关税。近年来公司主产品产量和产值均以每年30%以上的速度快速增长,公司进入快速成长期。浙江裕华木业公司的多层实木复合地板出口订单激增,产品供不应求,因此公司急需增加产量,提升效率,扩大公司的产能。鉴于此,公司对发展战略进行了重大的调整,引进6σ管理方法,改进产品质量、工艺流程品质,提高生产效率和企业经济效益,实现合理产能最大化。
地板行业是典型的规模经济模式的行业,以规模化生产获得高效益,但是目前市场需求又日趋多样化,订单批量减小,产品品种花样增多。面对这种形势,传统的产品质量管理模式或多或少存在一些不够完善的地方,因此企业需要采用全过程的、系统的产品质量管理,注重的不仅仅是产品质量的改进,而是整个产品生产工艺过程的改进和产品质量改进带来的经济收益,这些是6σ管理方法和程序中的主要原则和核心理念。
本研究选取多层实木复合地板工艺中地板榫槽和表面涂饰加工二个关键工段应用6σ管理法,分析各工艺环节中产生缺陷的原因和提高产品质量和产能的措施,在产品质量保证措施和产能提高措施方面寻求一个最佳平衡点,实现高速、高效,低出错率的生产。应用定量数学分析方法管理企业的产品质量,优化加工过程,获得产品质量和产能平衡关系。
一、6σ(六西格玛)质量管理方法
6σ来自于统计学,表示与平均值的标准偏差。1986年摩托罗拉公司的比尔·史密斯提出6σ质量管理方法,6σ质量管理方法的实质是在生产过程中降低产品及流程的缺陷次数,减少产品质量变异,提升产品品质。
6σ质量管理模式是一套以实现高质量、优服务,不断追求完美为目标的方法体系和一系列贯穿其中的应用工具和实施规范。
20世纪80年代,美国摩托罗拉公司创立并最初使用了6σ管理,有效地改进了产品质量,随后,该管理方法进一步应用于美国联合信號(Allied Signal)等企业,成为提升企业战略执行力和改善经营绩效的有效方法。通用电气(GE)公司总裁杰克·韦尔奇(Jack·Welch)在1996年将6σ引入GE公司,并将其作为持续提升GE经营绩效的四大发展战略之一。6σ管理在GE公司的成功应用,促进了它的普及。在西方制造业6σ管理成了许多公司的学习标杆。
6σ管理充分体现了量化科学管理的思想理念,推行6σ管理必须首先改变传统经营观念,建立顾客驱动的企业文化,让顾客需求引导企业决策。使用6σ产品质量管理方法,有益于规范和优化企业的管理流程。将6σ管理的思想理念、统计方法和强大的工具引入到ER P,即质量管理子系统的六个功能模块,为6σ与ER P的进一步结合与集成研究打下了基础。
二、6σ的主要工具
1、80/20法则及排列图法
80/20法则由意大利经济学家帕累托1897年提出,故又称帕累托法则。80/20法则认为80%的后果源自20%的起因。产品质量问题可能主要集中于2- 3个因素引起,它们在产品加工中对产品质量起决定性作用。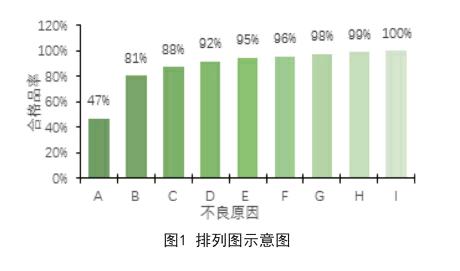
排列图法,又称主次因素分析法,是找出影响产品质量主要因素的一种简洁而有效的图表方法。排列图根据“关键的少数和次要的多数”原理制成。就是用直方图将影响产品质量的众多因素按影响程度的大小顺序排列,从而找出主要因素。图1排列图示意图表明81%的质量问题是由于A,B两个因素造成的,一旦解决了这两个问题,大部分的质量问题就都解决了。
2、鱼骨图与头脑风暴
鱼骨图又名因果图。从生产加工中的操作者、机器、材料、方法、环境和测试六个方面进行问题原因的查找及分析。这六项因素包罗了所有可能出现问题的方向及维度,是一种帮助人发现问题,透过现象看本质的分析方法。
鱼骨图中的每一个原因又可以由“主原因”与“分原因”组成,分原因的多少即决定了“鱼刺”的多少。
绘制鱼骨图通常需要通过“头脑风暴法”来完成。头脑风暴法是一种激发新思想的思维方法。鱼骨图的绘制步骤通常如表1所示: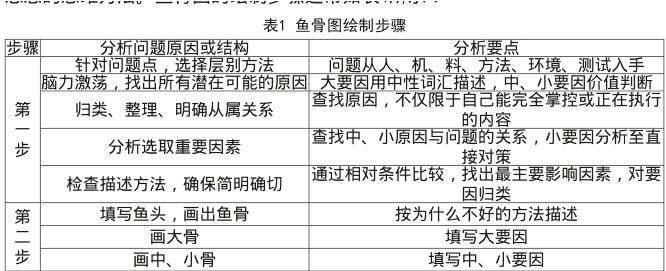
木材制品加工业中经常用到的因果分析图的类型是工序分类型,作图时先画工艺流程,而后按每个工序记入原因,其基本思想是质量问题产生于制造过程中,多层实木复合地板表板产生开裂的因果分析结果如图2所示。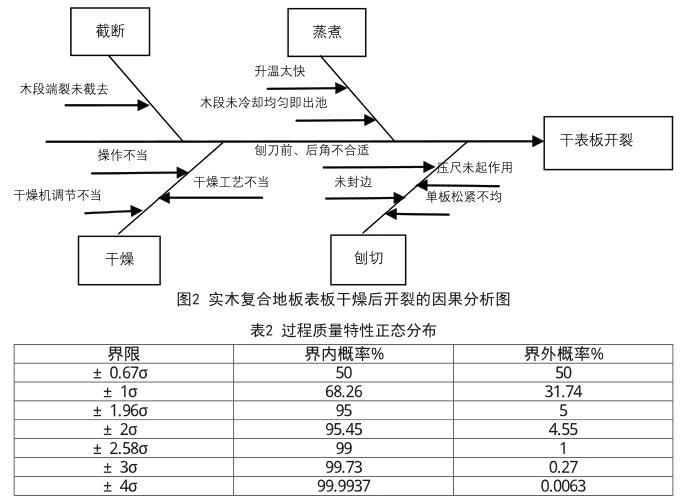
3、统计过程控制图(SPC)endprint
产品生产工艺过程中会出现波动,这些波动主要是因为生产过程参与加工的人、机械设备、加工材料、加工工艺、作业车间环境和实验测试手段等基本因素的波动影响所致。在产品加工过程中出现波动是不可避免的,对工艺结果进行监控,消除和避免异常波动,这个过程就叫过程控制,由此能够使过程处于正常波动的范围内。
SPC是利用过程波动的统计规律对过程进行分析控制。正常变异时过程的质量特性一般呈现正态分布,其分布状态见表2。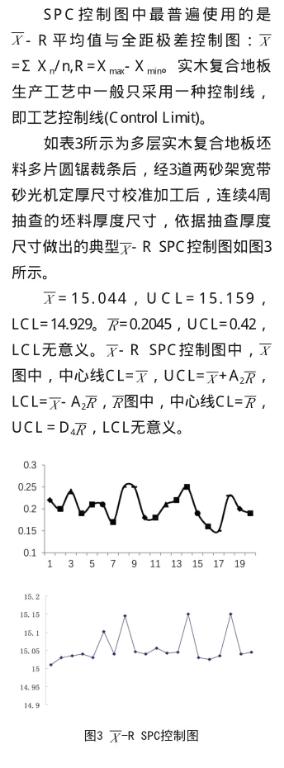

二、多层实木复合地板生产能力
(一)生产能力
生产能力是指在一个计划期内,企业参与生产的全部固定资产,在既定的组织技术条件和组织框架下,完成的产品数量,或者消耗的原材料数量。生产能力对于制造企业而言,在生产层面上反映企业的生产规模。
实木复合地板生产线的产能通常是以班为时间单位,即每班生产线上实木复合地板的产出量。实木复合地板生产线的产能决定于生产线关键设备的加工生产能力,对于实木复合地板生产线而言主要取决于地板榫槽加工工段和地板表面涂饰工段的生产能力。地板榫槽工段加工机械包括地板纵、横向开榫机,联线生产,自动控制。由于地板的宽度尺寸远小于长度尺寸,因此纵向开榫机的生产能力决定了地板素板的产量。这种通过特定设备的产能确定整个生产线的产能,即计算某一或某二种工艺设备在单位时间能够加工实木复合地板的平方米数来确定生产线的产能。
地板纵向双端开榫机的加工能力,主要取决于地板坯料的进料速度。
其单班产量为: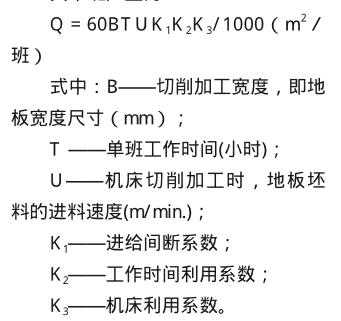
一般在较高的进料速度下,切削的宽度和厚度,即切削用量较小,在较低的进料速度下,可适当增加切削用量,从而达到电机功率的要求,但为保证加工表面的质量,刀轴转速不可太低。在机械、刀具系统强度和刚度允許的范围内,机床刀轴的转速越高,铣刀外径越大,进料速度越低,加工表面的质量越好。
例如,一条实木复合地板生产线开榫机进料速度60m/min.,加工地板宽度127mm,则单班产量3000m2,如果单班加工3000平方米地板,每个工作日2班,那么它的最大月产能即为:3000X 2X 25=150000m2。实际生产中还有机台可利用率等诸多制约因素影响,由于切削加工中,纵横铣削都有可能产生加工缺陷,产生不合格的产品。因此,在本研究的定义中,实木复合地板有效产能是生产线加工完成不需要返工或报废的合格产品。
生产能力余量是指超过预期需求的生产富余能力。例如,浙江裕华木业有限公司多层实木复合地板每月订货量预计为100万m2,而四条榫槽加工线和三条涂饰线的单班设计生产能力为120万m2,由此计算出的生产能力余量为20%,那么企业在这个月,生产该订单的产品的生产能力利用率为83%。反过来,如果企业的设计或查定生产能力不能满足市场需求,企业的生产能力余量即为负值。如浙江裕华木业有限公司每月实木复合地板订货量为144万m2,而单班设计生产能力仍为120万m2,则企业的生产能力余量- 20%。生产线上单班生产不能满足按时出货要求,需要安排适当加班。
(二)生产效率
工厂的生产效率表示工厂生产加工产品的时间占工厂总开工时间的比例,由于调度延误、原料和半成品周转,机械故障和预防性维修等原因,加工设备生产可利用时数中的一部分实际上是没有被利用,这部分时间设备等于空转了,具体到生产线的某个工段也称之为设备负荷率。工厂或车间的生产效率一般为50%到95%。这样,如果每天生产4万m2实木复合地板,每条榫槽生产线需要加工生产1万m2,生产线单班生产工作时间8小时,假定工厂的生产效率或负荷率为0.80,则实际上榫槽加工机床加工时间6.4小时,也就是说,4条生产线累计约有6.4个小时是空转的。
(三)废品率
任何实际的生产过程都不可避免地会生产出一定量的废品,实木复合地板也不例外。如上所述,每天生产4万m2实木复合地板指的是没有缺陷的、合格地板。但实际上,设备的一部分工作时数会耗费在废品的生产上,如果假定实木复合地板生产线产品的废品率为5%,4条地板榫槽加工生产线设计共计25.6小时可用工作时间就要增加到25.6/0.95=27小时。如此,4条榫槽生产线每天工作8小时就可能不能完成预订的生产任务,就需要每天加班1小时。
三、6σ管理方法的实施方案与效果
根据进料间隔、进料速度、地板规格的优化结果,在生产车间选取德国HOMAG公司生产的地板榫槽加工线FPR 260和FPR 220,昆山丰巧公司生产的、幅面宽度为900mm、7道底涂2道表涂的地板辊涂生产线作为试验测试工段,地板坯料规格为750x120x10.5mm。未实施6σ管理方法前,地板榫槽加工线进料速度60m/min.,进料无间隔,单班产量1320m2,辊涂生产线进料速度17m/min.,单班产量4410m2,产品最终合格率94.25%。
生产线全面实施6σ管理,地板榫槽加工线进料速度55m/min.,进料无间隔,地板表面辊涂生产线进料速度为17m/min.,进料间隔为100mm。测试实验前完成机床、刀具调试等一切准备工作,累计8小时加工生产,榫槽加工线连续4小时生产,中间停机1小时30分,用于机床、刀具、气力除尘的检测、维护工作。地板表面辊涂线中间停止进料1小时30分,用于生产线检查和维护,但不停机。最终统计结果见表4。
最终产品的合格率为地板生产工艺链最后2道加工工艺,地板榫槽加工确定了地板的外形尺寸,地板表面涂饰加工决定了地板的外观质量,因此最终产品合格率为99.01%,约为2.6σ,比原来的94.25%,提高了4.76%。地板榫槽加工工段单班产量提高了820m2,地板表面涂饰工段单班产量提高了410m2。工段设备负荷率提高了15.5%,按单班8小时计算,工段机床增加了1小时15分钟的切削加工时间。工人体力劳动强度降低,生产效率提高,减少了设备空转的动力消耗,提高了综合经济效益。endprint
如果按250工作日/年计算,年产量可达1205万m2,产品合格率为99%。
为考察地板榫槽加工工段切削加工的尺寸精度的稳定性,连续1个月抽查地板榫槽工段加工完成地板的长度、宽度和厚度尺寸,根据统计结果,计算绘制工艺过程控制图,检验地板榫槽加工中产品尺寸波动情况,以检验切削加工过程中机床、刀具和操作动作的稳定性。
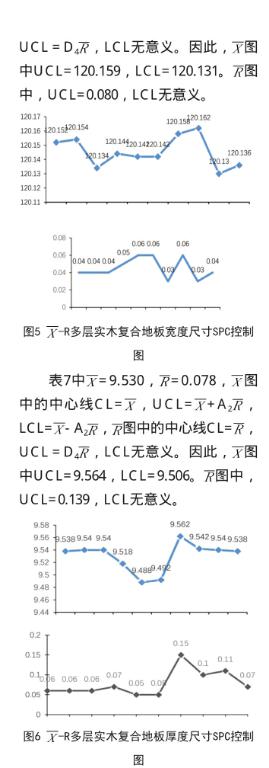
从图4,图5和图6可以看出,抽查的统计结果中,除地板厚度尺寸有一点超出控制范围,但地板厚度应是定厚砂光引起的误差,即进入榫槽工段前已经存在。结果表明地板尺寸精度在抽查期间是稳定的,地板榫槽切削加工质量完全符合质量标准要求,尺寸精度波动很小,加工精度稳定可靠。说明加工工艺过程是可靠的,设计的加工工艺方案可以信赖。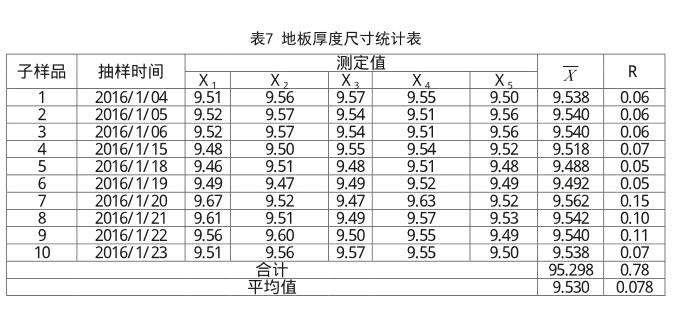
四、结论
地板榫槽加工和表面涂饰8小时单班加工验证实验结果表明以分析得出的优化工艺可以取得较为理想的效果,最终产品合格率提高了4.76%,地板榫槽加工工段单班产量提高了820m2,地板表面涂饰工段产量提高了410m2。1个月抽查监控结果表明地板加工精度稳定可靠。
(浙江裕华木业有限公司,浙江 嘉善 314100)
参考文献:
[1]李黎,楊永福.家具机械:114-155,2002,北京,中国林业出版社.
[2]吴莉萍,刘洪林.产量成本两手抓的小措施,中国质量,2015,总第412期:123.
[3]谢春生.谈盈亏平衡分析在企业中的应用,甘肃冶金,2013,Vol.35(3):112-114.
[4]徐漫平.唐荣强.马轩.杨伟明.于海霞,层次分析法区分实木复合地板质量差异研究,浙江林业科技,2013,Vo1.33(6):16-18.
[5]李昕.六西格玛在改善生产线平衡中的应用研究,武汉理工大学硕士论文,2009.
[6]马林.六西格玛管理,北京,中国人民大学出版社,2004(7):169-190.
[7]何晓群,王作成.六西格玛管理与MINIAB软件,统计工具,2005(9):41-42.
[8]曾凤章,采峰.六西格玛法与ERP的集成模式研究,企业管理信息化,2005(6):47-49.
[9]杜栋,莫符.在ISO9000的基础上实施六西格玛管理法,科技管理研究,2005(4):157-158.
[10]刘小茵,万举勇.6sigma在CMMI中的应用,信息技术与标准化,2006(3):34-37.
[11]张承业.基于TRIZ的DFSS过程创新研究及应用,河北工业大学博士论文,2014.
[12]何桢.六西格玛管理(第三版),2014,北京,中国人民大学出版社.
[13]远平.六西格玛管理学,2013,长沙,湖南人民出版社.
[14]李晋昌,杨翼龙.中国式六西格玛管理,2014,北京,北京理工大学出版社.
[15]Fu-Kwun Wang, Kao-Shan Chen.Evaluating Management Consultants for Six Sigma Projects.Arabian Journal for Science and Engineering, 2014,Vol.39(3):2371-2379.
[16]EdizAtmaca,S.SuleGirenes.Lean Six Sigma methodology and application.Quality & Quantity,2013,Vol.47(4):2107-2127.
[17]S.Karthi,S.R.Devadasan,K.Selvaraju,N.M.Sivaram,C.G.Sreenivasa.Implementation of Lean Six Sigma through ISO 9001:2008 based QMS:a case study in a textile mill.Journal of The Textile Institute,2013,V ol.104(10):1089-1100.
作者介绍:苏展(1984—),女,浙江裕华木业有限公司总经理。endprint
猜你喜欢
科学家(2022年3期)2022-04-11
中国计算机报(2020年11期)2020-04-21
价值工程(2019年18期)2019-07-25
科学与财富(2018年29期)2018-11-21
农村百事通(2018年24期)2018-02-22
佛山陶瓷(2017年5期)2017-06-05
科技资讯(2016年7期)2016-05-14
中国纤检(2015年22期)2016-01-18
中国质量万里行(2015年2期)2015-03-31
中国质量万里行(2015年2期)2015-03-31