陶瓷压砖机双层缠绕工艺的改造
2018-03-14 20:47彭志军
佛山陶瓷 2017年11期
彭志军
摘要:双层缠绕式压砖机被市场广泛认同引发陶机企业对压机的全面更新换代,而其制造过程中的双层缠绕工艺成为制约产品生产提速的关键因素之一,本文从制造环节缠绕工艺的多方面进行升级改造,为双层缠绕工序的实现提供了有效的解决方案。
关健词:陶瓷压砖机;YP系列;双层缠绕;升级改造
1前言
缠绕式压砖机需要用缠绕钢丝对机架进行预应力处理,此即为整机组装的缠绕工序,早期钢丝缠绕采用单层缠绕的方式,随着压砖机的不断更新换代,成本控制与交通运输等不同需求的发展,引发各陶机企业加大对双层缠绕机的投入开发力度,YP10000、KD7808正是这一时期的产物,而更具代表性的作品无疑是科达的KD3808与恒力泰的YP2800B,其中YP2800B从产品开发至批量投放市场使用仅半年时间,这一速度更是创造了行业之最。双层缠绕机型被市场广泛认同也加快陶机企业对其它机型双层缠绕的更新换代速度,而公司前期仍采用的单层缠绕方式来完成此工序,随着双层缠绕机的批量增大,其对产量的制约变得更加明显,因此对该工艺的升级改造变得势在必行,本文针对双层缠绕工艺的实现提供整套解决方案。
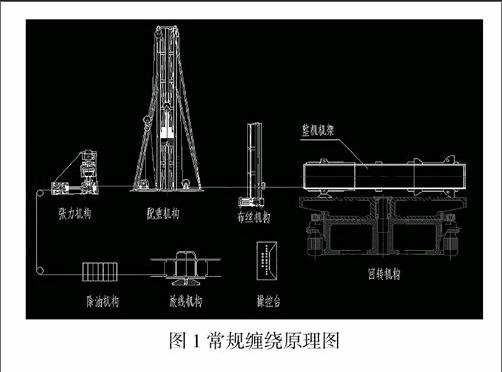
2常规缠绕工作原理介绍
原理介绍:由操控台控制回转机构的主电机启动,带动整机机架旋转,从而牵引钢丝开始布线。整捆钢丝由放线机构旋转放出,经除油机构清洗干净后移动至张力机构,张力机构负责张紧钢丝,并配合增阻器提供提升配重机构重锤的张力,配重机构按技术要求调节配重砝码的重量,砝码在配重机构上下作往复运动,使钢丝带着张力向前运动,通过布丝机构上下调节钢丝布线至机架位置,使钢丝按顺序一层一层无间隙、无重叠、整齐均匀地缠绕至整机机架上,从而完成整机的缠绕过程。
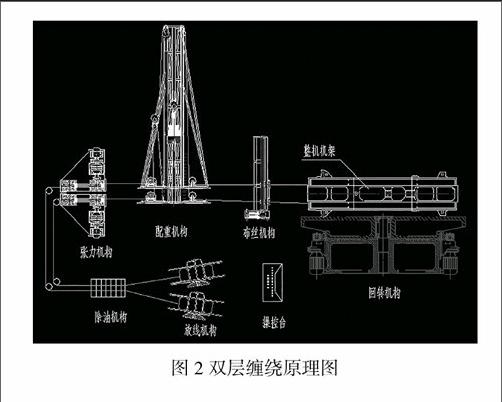
3双层缠绕工艺改造
针对双层缠绕机型的特点,对整套缠绕装置进行了全面优化改造,改造后的缠绕原理如图2所示。改造后增加了一套放线机构,一套张力机构,对配重机构进行重新布局,使其能一架二用,新做一套布丝机构满足双放线的需求,详细改造过程如下:
3.1放线机构的改造
放线机构是整机缠绕的源头,成捆的钢丝定位放置其上,重约1吨,由主电机带动旋转放线,改造前钢丝由安装在中心轴的轴承支撑受力,由于每捆钢丝的重量不一,旋转过程中产生不均匀的离心力加速了轴承的磨损,使轴承经常需要维修更换,故工作时需要专人时刻留意钢丝的放线状态,防止突然的停制导致钢丝拉断。改造后利用平面轴承作为受力的支撑,中心轴承只起到限位作用,从而使整捆钢丝旋转时受力均匀,保证钢丝的平稳放线,实现放线工作的自动进行,无需专人看管,为整个工作节约了一个岗位的工作任务。
3.2配重机构的改造
配重机构提供缠绕预应力的重力需求,缠绕的不同阶段其配重是递减的。配重由砝码叠加完成,一块砝码25kg,不同机型配重重量有区别,但最大重量超过900Kg,即需要超过30块砝码的叠加,缠绕初始阶段及每次钢丝接驳时(钢丝长度有限,缠完后需要通过焊接与另一捆钢丝接驳),配重都要减少至约100kg,否则焊接点容易拉断,于是在每次焊接前需要2人协作把30多块砝码一块一块搬下来,焊完使焊接点合格通过后再将砝码一块一块搬上去,一台机缠完需要重复这个过程超过10次,如此工作量费时又费力,效率极低。本次改造的重点就是改善这种工艺形式,通过分析砝码配重的原理,改变砝码配重的方式,用挂勾的方式选择法码的重量,使用时只需把挂勾切换到相应的位置即可实现相应的配重,无需人工一块一块搬运,从而大大节约了劳动时间与工人的工作量。另一方面,对于支撑砝码重量的动滑轮组,本次改造直接在前期大架上增加一套动滑轮装置,从而不需要增加额外的场地与大架,节省一大笔工装费用,巧妙地实现了两套砝码装置在同一架内运动。
3.3布丝机构的改造
布丝机构主要用于准确的控制钢丝缠绕在主机机架上的位置。其工作原理是:钢丝固定在滑块上,而滑块连接在滚珠丝杆上,滚珠丝杆利用异步电机固定转动角度的方式,间歇式阶跃改变滑块的位置,从而改变钢丝出线的位置,使得缠绕用钢丝无间隙、无重叠、整齐均匀地排在待缠件表面。由于主机机架是跑道型结构,其旋转时布丝机构会受到连续左右摆动的作用力,长期下来与丝杆连接的滑块螺纹位会磨蚀,使配合间隙加大,从而影响控制精度。本次改造利用导轨+滑块的结构,滑块在导轨上运动,摆动的力作用在导轨上,而不用传导到丝杆,从而有效保证滑块与丝杆的传动精度。另外,一条导轨上可以安装两个滑块,两个滑块通过可调节的螺杆连接,另一个滑块与丝杆连接,从而实现了一条丝杆控制两个滑块,即双放线的需求。
3.4程序控制的改造
改造后张力机构、配重机构都有两套电机系统,由于工况的不同,两套电机必须能独立工作,如此必须要增加一个控制台才能实现操作,而增加控制台就必然会增加一名操作员,这样就不能达到预期目的。本次改造的重点就放在如何实现一个控制台同时控制两套电机系统上,通过对所有线路的重新接线、调试,对变频器重新编译,并编制新的程序统一控制,然后在控制台上制作两套控制旋纽,最终实现了由一名员工在一个控制台上操控两套系统,即双层缠绕的控制需求。
4双层缠绕工艺的应用
改造后的双层缠绕工艺应用到YP2800B的缠绕上,与前期的工艺模式比较,各方面指标都有显著的提高,每个回转缠绕台节约了1~2人的人员配置,工作效率提高了50%,场地利用率节省了25%,大幅提高了双层缠绕机的产能,最终成功解决了压砖机的双层缠绕问题。对于公司在双层缠绕机上的更新换代速度,有着深远的意义,该改造项目获得当年公司技改评比活动特等奖的殊榮,正是对项目成功的肯定。
双层缠绕技术经过二次改造,亦可考虑应用到单层缠绕机型,即单层缠绕机架使用双层缠绕技术来缠绕,如此可提高一倍的生产效率,对缠绕机来说都是一次革命性的工艺改造。
5结论
双层缠绕式压砖机是陶机行业的新星,其在成本控制与交通运输方面的优势必定引导行业对压砖机结构的全面改革,而本文从制造环节在第一道工序为双层缠绕机的实现提供了技术与装备,其对缠绕工艺各项指标的改善极富创新性,值得同行业的推广应用。
猜你喜欢
小学生学习指导(低年级)(2022年11期)2022-12-07
橡塑技术与装备(2022年10期)2022-10-03
有色金属材料与工程(2021年4期)2021-11-27
橡塑技术与装备(2021年2期)2021-02-01
电子测试(2018年14期)2018-09-26
数学小灵通(1-2年级)(2018年6期)2018-06-28
电子制作(2017年23期)2017-02-02
通信电源技术(2016年6期)2016-04-20
创业家(2015年2期)2015-02-27
中国兽药杂志(2012年3期)2012-11-06