
塔磨机在大红山铁矿三选厂磨矿改造中的应用
2018-03-21 05:48黄训学
现代矿业 2018年2期
黄训学
(昆钢集团大红山矿业有限公司)
大红山铁矿是昆钢主要的铁矿石原料生产基地,设计一选厂处理矿石50万t/a,二选厂400万t/a,三选厂700万t/a,设计磨矿细度-0.045 mm 80%以上。实际生产中,三选厂选铁系列球磨机磨矿产品细度-0.045 mm含量72.25%,未达到设计要求,影响三选厂铁精矿品位等选别指标,且存在球磨机钢耗、能耗较高的问题,需进行技术改造。
1 矿石性质
1.1 矿石组成
大红山铁矿三选厂选铁系列入选单一磁铁矿型熔岩铁矿石,矿石主要金属矿物为磁铁矿,其次为赤铁矿、褐铁矿,菱铁矿少量,脉石矿物主要有钠长石、石英、云母、绿泥石等,黑云母、电气石、金红石、磷灰石及黄铁矿等微量,矿石矿物属粗、细不均匀嵌布。矿石组成见表1,化学多元素分析结果见表2,铁物相分析结果分别见表3。
表2~表3表明,该熔岩铁矿石铁品位19.75%,有害杂质S、P含量较低,铜含量0.052%,未达到综合利用标准;矿石碱比为0.07,说明该矿石为低品位酸性铁矿石。铁主要以磁铁矿的形式存在,其次为硅酸铁。
1.2 主要矿物嵌布特征
(1)磁铁矿。磁铁矿主要为他形晶、半自形晶,部分为自形晶结构,集合体粒状、不规则状。多呈浸染状嵌布于脉石矿物中,嵌布粒度极不均匀,细粒嵌布为-10 μm,粗粒嵌布粒度+1.5 mm,一般0.03~1.0 mm。

表1 矿石矿物组成 %

表2 矿石化学多元素分析结果 %

表3 矿石铁物相分析结果 %
(2)赤铁矿。赤铁矿主要为他形晶粒状结构,嵌布粒度较磁铁矿为细,一般为0.02~0.07 mm,呈浸染状嵌布于脉石矿物中。部分赤铁矿由磁铁矿氧化而来,与磁铁矿构成半假象矿,氧化程度一般较浅。
(3)长石。长石以他形粒状晶结构为主,与石英、白云母等脉石矿物互嵌成基底。粒度分布不均匀,但较铁矿物粗大,一般在0.07~1.5 mm,还有少量长石呈-0.02 mm包体嵌于铁矿物中。
(4)石英。石英主要为他形粒状晶结构,嵌布特征同长石。
(5)白云母。白云母呈自形、半自形晶片,集合体或单晶嵌于长石、石英中或与长石、石英及铁矿物互嵌,集合体粒径多在0.06~0.24 mm。
2 塔磨机与球磨机的比较
大红山铁矿应用3台ETM-1 500 mm型塔磨机,分别与海王旋流器(每组φ350 mm×12支,每组运行4~5支)构成闭路磨矿,用于三选厂选铁系列三段磨矿,单台磨矿能力100~120 t/h,设计能力130 t/h,实际单台处理能力143.3 t/h。每台电机功率1 120 kW,现场初装钢球95 t/台,按额定电流80 A计算初装球105 t。目前塔磨机使用φ20 mm钢球介质,钢耗0.5~0.6 kg/t,给矿细度-0.045 mm 50%,排矿细度-0.045 mm 80%左右,循环负荷250%。每台塔磨机成本2 100万元,转速35 r/min,衬板使用3个月更换一次。
三选厂选铁系列三段磨矿塔磨机投入使用前后三段磨矿指标对比见表4,磨矿产品和运行成本见表5。
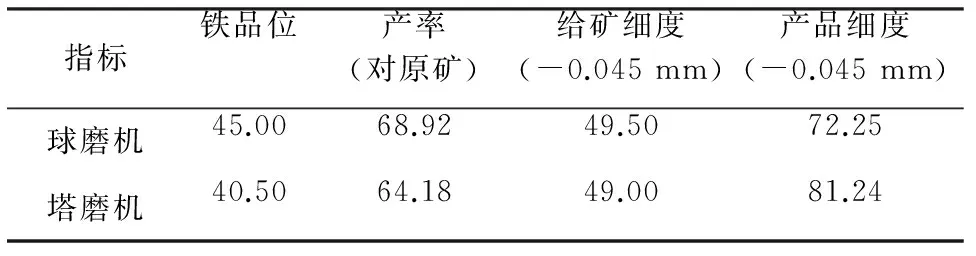
表4 塔磨机与球磨机磨矿指标对比 %
注:三选厂选铁系列入选原矿品位28.80%,给矿为铁粗精矿。

表5 塔磨机与球磨机运行成本(对给矿)
注:电费按全年均价0.52元/(kW·h)计算,磨矿介质铸段按4 900元/t、高锘球8 000元/t计算。
表4、表5表明,相比球磨机,塔磨机产品更细,-0.045 mm含量提高8.99个百分点,运行成本减少2.68元/t。该选矿厂按处理原矿460万t/a、铁粗精矿产率68.92%计算,采用塔磨机可节省运行成本849.6万元/a。
塔磨机与球磨机折旧情况见表6。
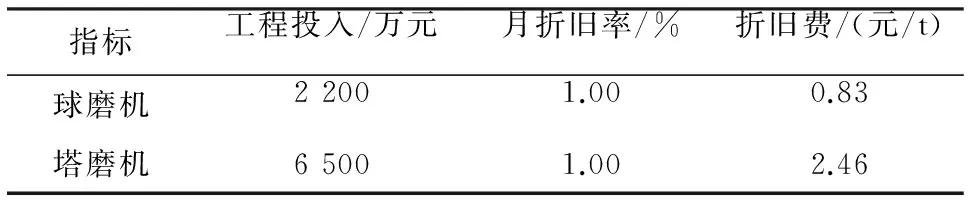
表6 塔磨机与球磨机运行成本(对给矿)
注:塔磨机与球磨机工程投入分别包含了400,200万元的工程费用,月折旧率为国家调整后的机械设备折旧率,折旧费按每吨铁粗精矿计算。
表6表明,相比球磨机,塔磨机折旧成本高1.63元/t,考虑到企业折旧费用能冲抵财务税费,实际折旧成本应比计算值小,在可接受的范围内。
3 磨矿效果分析
为考察塔磨机磨矿效果,于2014年12月10日对三选厂选铁系列3台塔磨机(分别为1#、2#、3#)+旋流器流程进行取样分析。取样点分别为泵池排矿口(旋流器给矿)、二段弱磁选分矿箱(旋流器溢流)、旋流器组沉砂嘴底流(旋流器沉砂)、塔磨机排矿管(塔磨机排矿)、塔磨机给矿即为旋流器沉砂,每10 min取样1次,共取3次连续快样。每台塔磨机单独取样。取样具体时间为9:30~12:00,取样阶段处理原矿为井下贫矿,未有外委堆场烧结精矿掺杂。原矿铁品位24.5%,磁性铁品位12.60%,一段弱磁精矿铁品位53.56%。
1#、3#塔磨机磨矿浓度和磨矿细度取样分析结果见表7,1#塔磨机给矿、排矿粒度分析结果见表8~表9,配套的旋流器给矿、溢流、沉砂粒度分析结果分别见表10~表12。
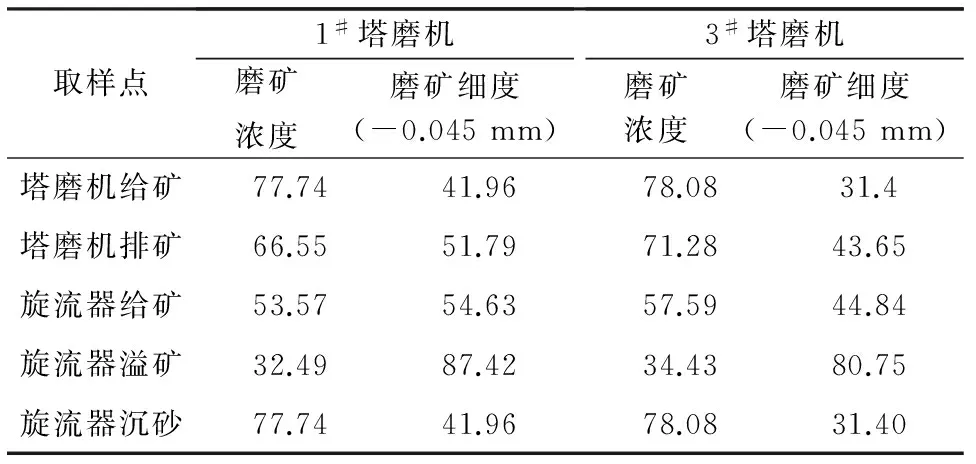
表7 各取样点浓度细度分析结果 %
从表7~表12可以看出,塔磨机磨矿浓度保持在65%~70%,符合塔磨机最佳磨矿浓度要求。旋流器溢流细度-0.045 mm含量均在80%以上,磨矿效果较为理想。塔磨机给矿粒度主要分布在+0.2 mm和0.019~0.074 mm,主要生成-0.037 mm粒级(φ20 mm介质钢球),未出现过粉碎;配套的旋流器溢流粒级主要分布在0.019~0.045 mm,沉砂中含有较多的合格粒级,说明旋流器分级效率低。
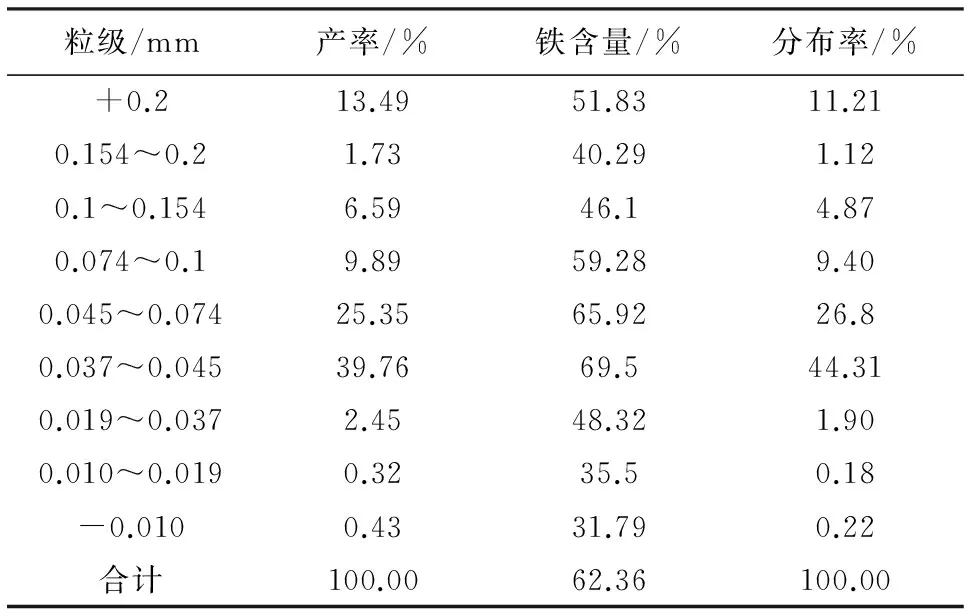
表8 1#塔磨机给矿粒度分析结果

表9 1#塔磨机排矿粒度分析结果
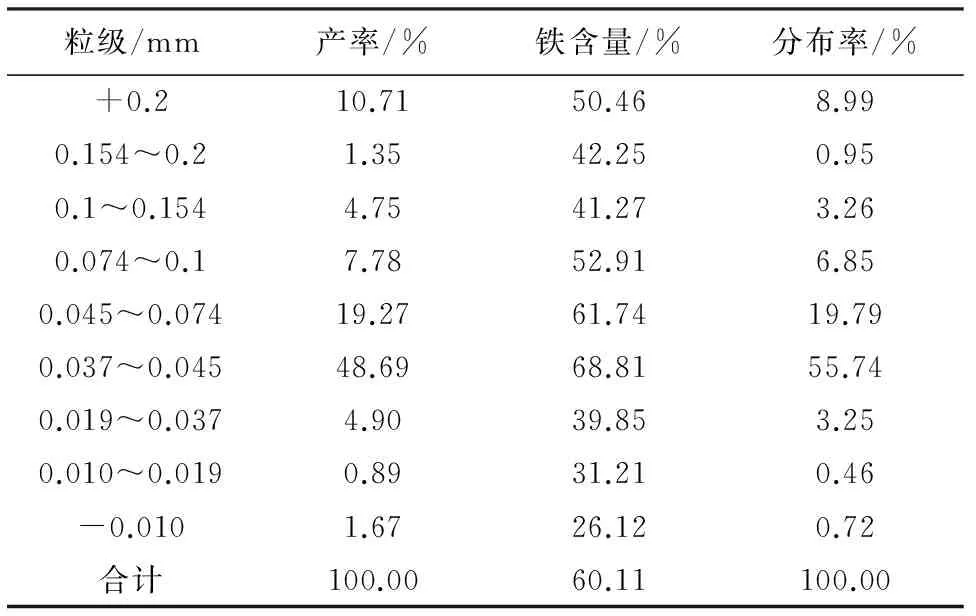
表10 旋流器给矿粒度分析结果
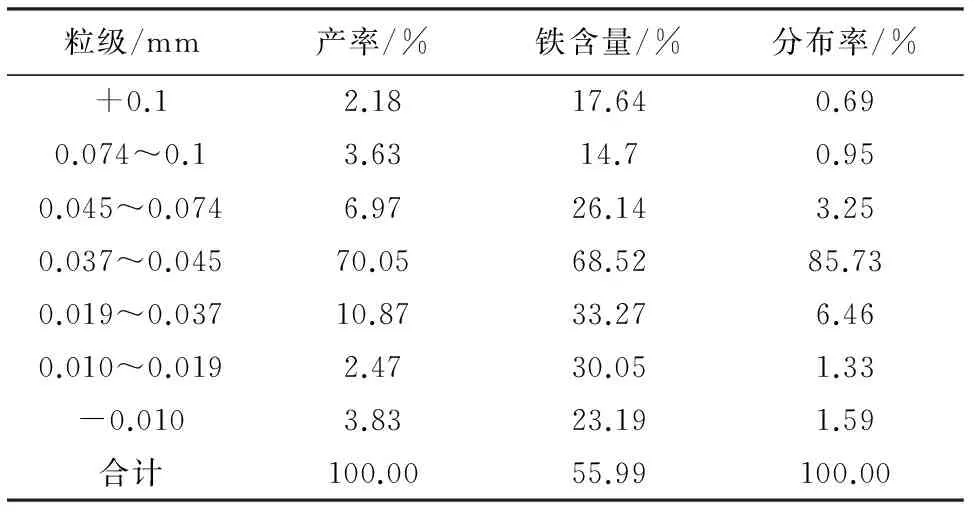
表11 旋流器溢流粒度分析结果
考察过程中发现,三选厂选铁系列塔磨机原矿(井下贫矿)处理能力660~680 t/h(三段磨矿前有预选抛尾作业),闭路循环返砂比为250%~270%,旋流器分级效率21%~23%,三段弱磁精矿铁品位较高,为63.57%。提高旋流器分级效率是强化塔磨机磨矿作业的重要方向之一,可合理调整旋流器给矿浓度在40%~45%来改善分级效率。

表12 旋流器沉砂粒度分析结果
4 塔磨机性能分析
根据设备制造厂家提供的输入功率与初装钢球质量关系数据[1],当钢球质量超过30 t后,塔磨机电流与钢球质量呈线性函数关系;当钢球质量超过10 t后,输入功率与钢球质量呈线性函数关系。塔磨机允许最大电流81 A,电流(负荷)只与钢球质量有直接关系,与矿浆量无明显关系,矿浆量只影响磨矿细度;塔磨机在额定功率1 120 kW下进行满负荷运行时,输出功率不大于额定功率,实际电流小于并接近81 A,对应的钢球质量为105 t。
5 经济技术指标分析
三选厂选铁系列三段磨矿改为塔磨机后和之前使用球磨机运行成本对比见表13,应用塔磨机替换原球磨机前后,铁精矿指标见表14。
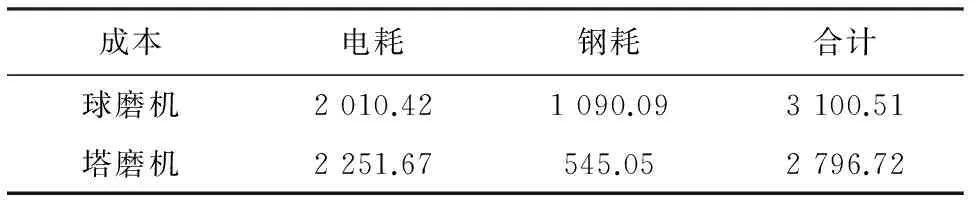
表13 塔磨机和球磨机运行成本对比 万元
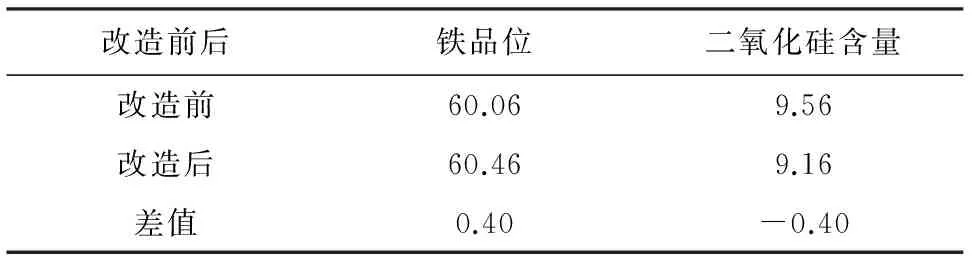
表14 铁精矿指标对比 %
表13、表14表明,相比球磨机,塔磨机每年可节约运行成本303.79万元,铁精矿品位可提高0.4个百分点,二氧化硅含量下降0.4个百分点。按大红山铁矿选矿厂铁品位和二氧化硅
含量变化对应的经济效益计算,每年可增加收入5 824万元。
同时三段磨矿应用塔磨机后,磨矿细度的增大可将磨矿负荷转移到三段磨矿,能适当放粗自磨和一段球磨的磨矿细度,起到释放的作用。塔磨机应用后,每年可以增加5万t铁精矿,每年增加经济效益2 650万元,合计每年可创造经济效益8 777.8万元,经济和技术指标良好。
6 结 论
大红山铁矿三选厂选铁系列通过将三段磨矿作业原球磨机替换为塔磨机后,磨矿产品-0.045 mm含量提高8.99个百分点,磨矿细度满足设计要求;钢球介质消耗量由0.844 kg/t下降到0.499 kg/t,节约用电费用,最终铁精矿品位提高0.4个百分点,降低了二氧化硅含量,同时扩大产能,显著改善选厂经济和技术指标。
[1] 李启衡.碎矿与磨矿[M].北京:冶金工业出版社,2004.
猜你喜欢
中国特种设备安全(2022年1期)2022-04-26
防爆电机(2022年2期)2022-04-26
商品与质量(2021年10期)2021-11-24
昆钢科技(2021年2期)2021-07-22
哈尔滨轴承(2020年4期)2020-03-17
石油化工建设(2019年6期)2020-01-16
电子制作(2019年20期)2019-12-04
资源信息与工程(2019年3期)2019-07-01
中国矿业(2019年4期)2019-04-16
消费导刊(2018年10期)2018-08-20
