中国铸造公供应商产品目录
2018-04-09 07:59
中国铸造装备与技术 2018年2期
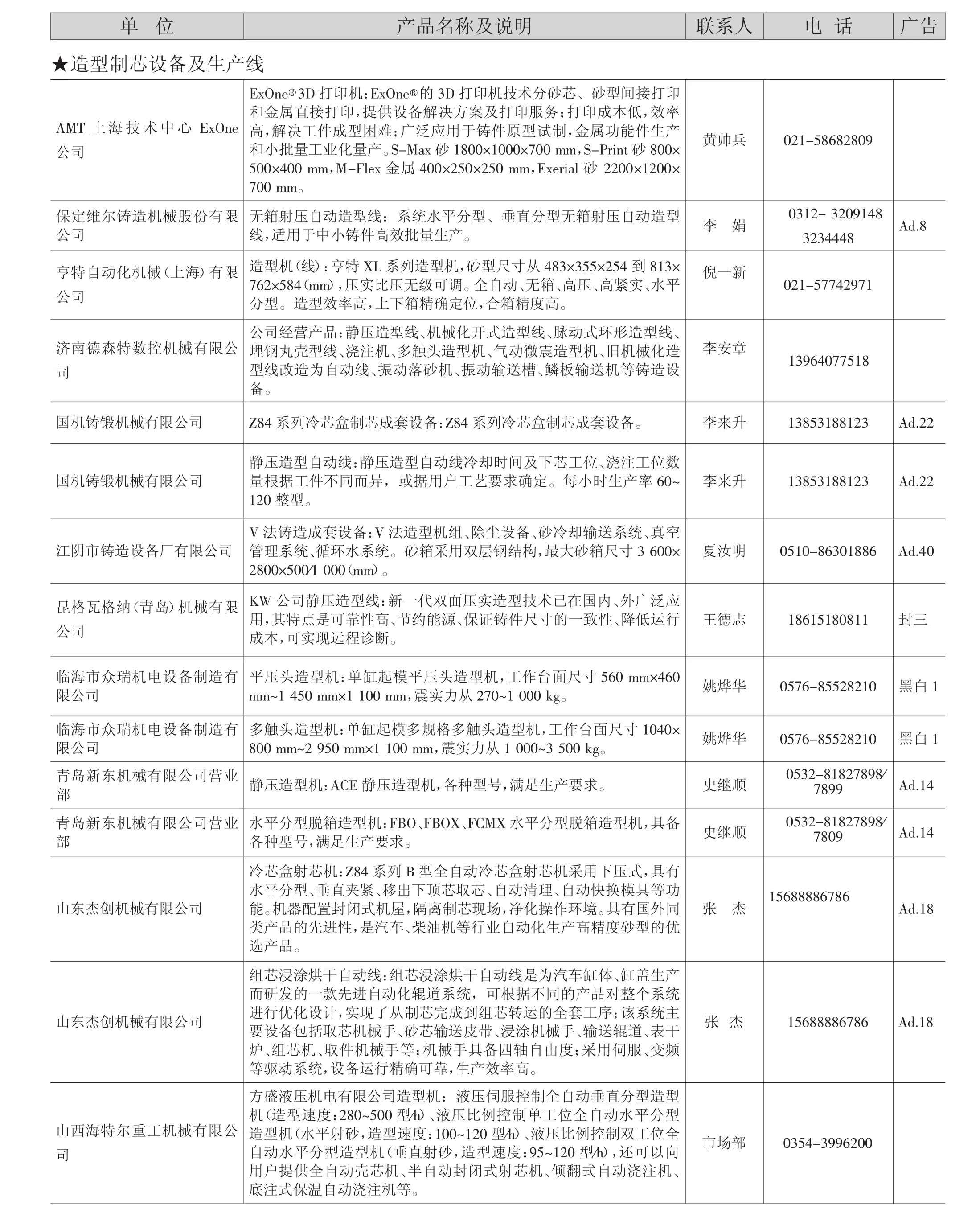
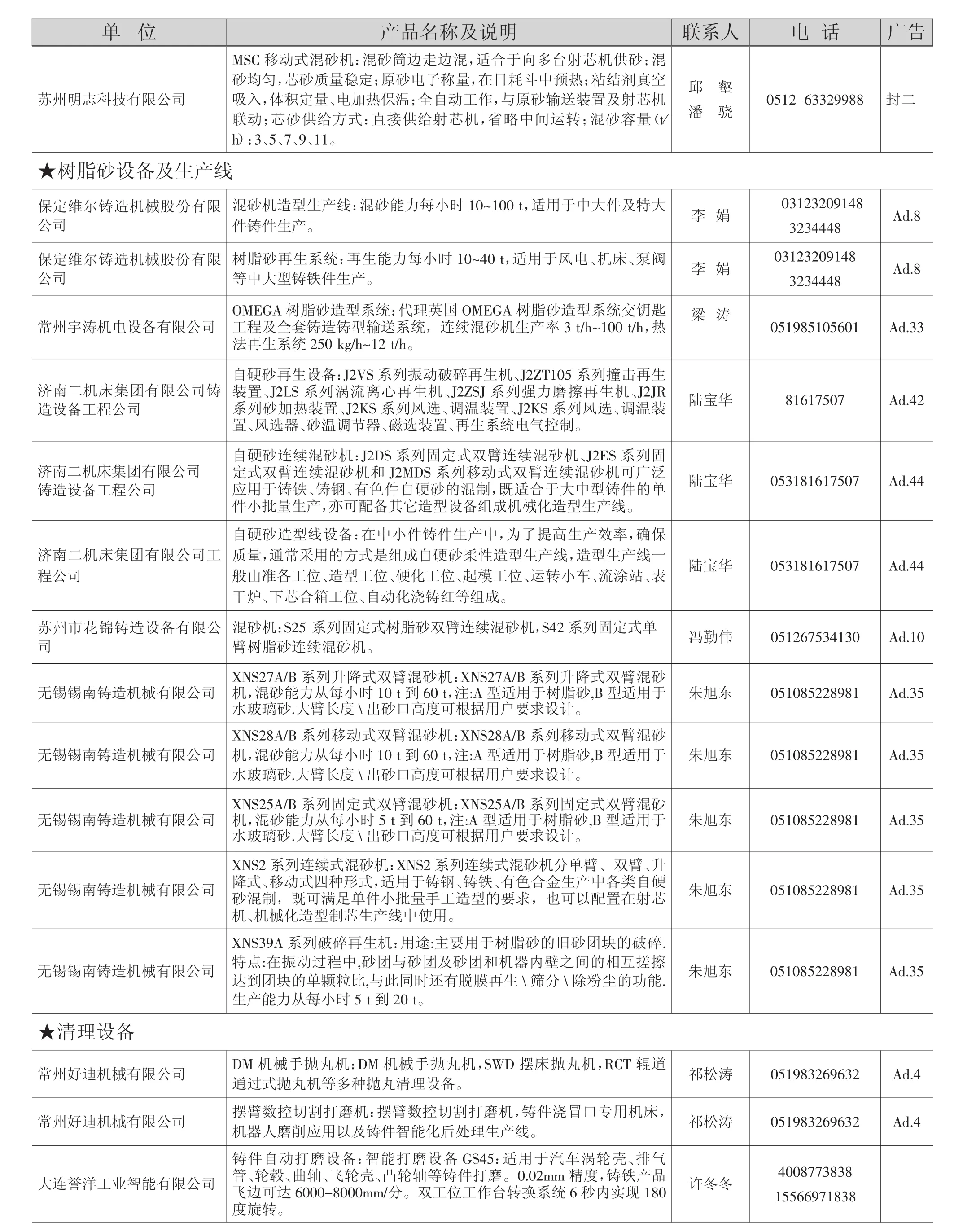
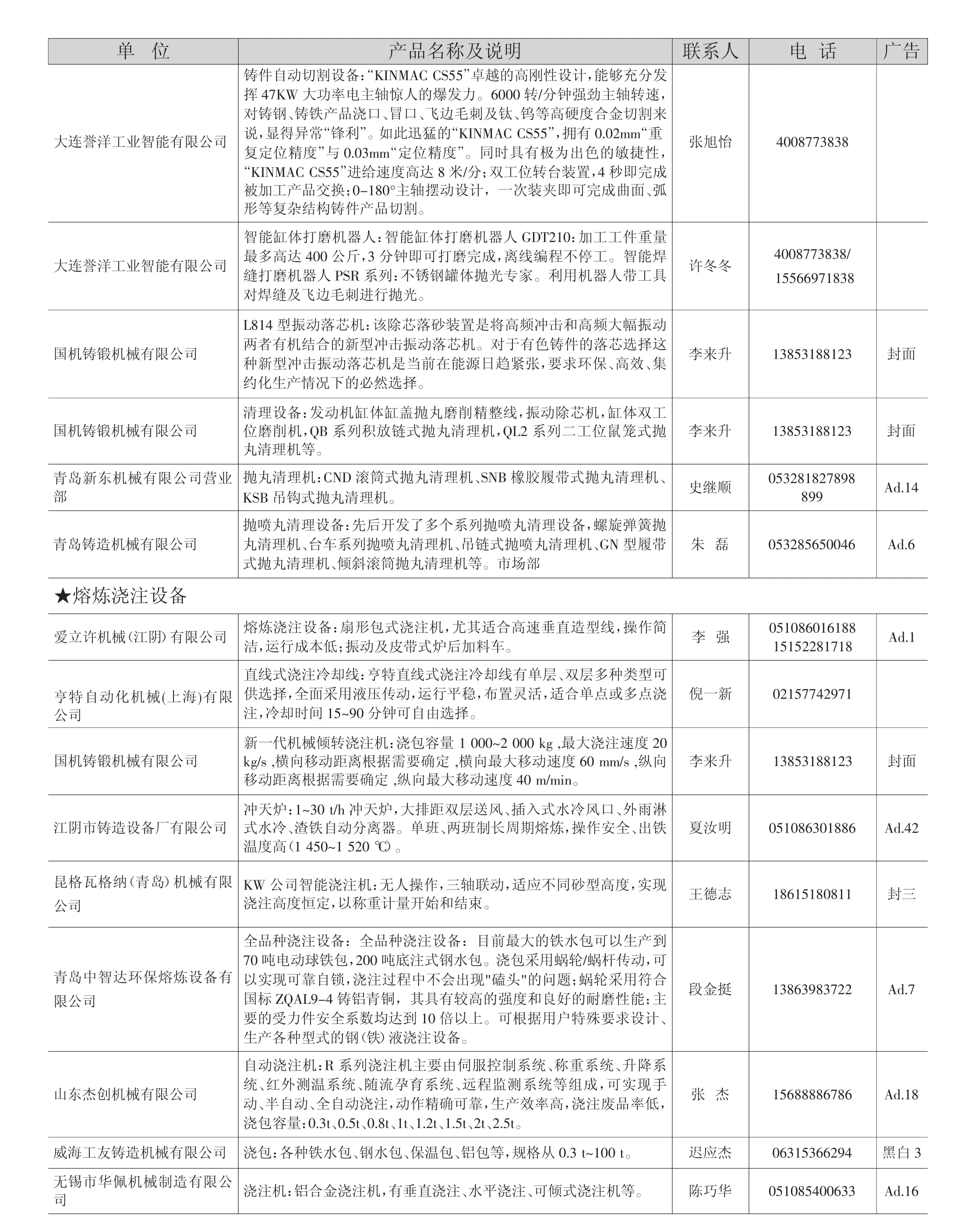
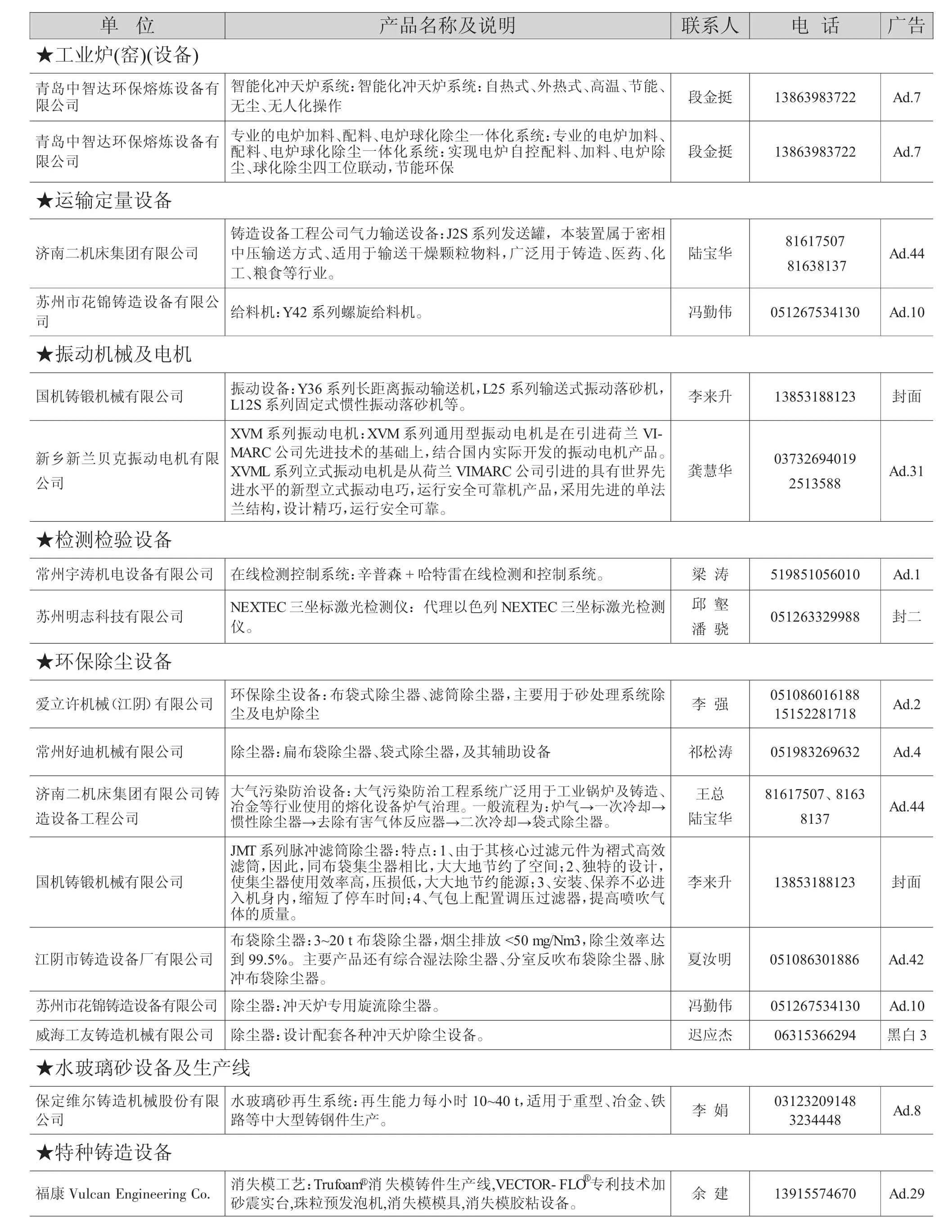
单 位 产品名称及说明 联系人 电 话 广告★造型制芯设备及生产线A M T上海技术中心 E x O n e公司E x O n e 3 D打印机:E x O n e的3 D打印机技术分砂芯、砂型间接打印和金属直接打印,提供设备解决方案及打印服务;打印成本低,效率高,解决工件成型困难;广泛应用于铸件原型试制,金属功能件生产和小批量工业化量产。S-M a x砂 1 8 0 0×1 0 0 0×7 0 0 m m,S-P r i n t砂 8 0 0×5 0 0×4 0 0 m m,M-F l e x金属 4 0 0×2 5 0×2 5 0 m m,E x e r i a l砂 2 2 0 0×1 2 0 0×7 0 0 m m。○R ○R黄帅兵 0 2 1-5 8 6 8 2 8 0 9保定维尔铸造机械股份有限公司线,适用于中小铸件高效批量生产。 李 娟 0 3 1 2-3 2 0 9 1 4 8 3 2 3 4 4 4 8 A d.8无箱射压自动造型线:系统水平分型、垂直分型无箱射压自动造型亨特自动化机械(上海)有限公司济南德森特数控机械有限公司造型机(线):亨特X L系列造型机,砂型尺寸从4 8 3×3 5 5×2 5 4到8 1 3×7 6 2×5 8 4(m m),压实比压无级可调。全自动、无箱、高压、高紧实、水平分型。造型效率高,上下箱精确定位,合箱精度高。公司经营产品:静压造型线、机械化开式造型线、脉动式环形造型线、埋钢丸壳型线、浇注机、多触头造型机、气动微震造型机、旧机械化造型线改造为自动线、振动落砂机、振动输送槽、鳞板输送机等铸造设备。倪一新 0 2 1-5 7 7 4 2 9 7 1李安章 1 3 9 6 4 0 7 7 5 1 8国机铸锻机械有限公司国机铸锻机械有限公司Z 8 4系列冷芯盒制芯成套设备:Z 8 4系列冷芯盒制芯成套设备。静压造型自动线:静压造型自动线冷却时间及下芯工位、浇注工位数量根据工件不同而异,或据用户工艺要求确定。每小时生产率6 0~1 2 0整型。李来升李来升1 3 8 5 3 1 8 8 1 2 3 1 3 8 5 3 1 8 8 1 2 3 A d.2 2 A d.2 2江阴市铸造设备厂有限公司昆格瓦格纳(青岛)机械有限公司V法铸造成套设备:V法造型机组、除尘设备、砂冷却输送系统、真空管理系统、循环水系统。砂箱采用双层钢结构,最大砂箱尺寸3 6 0 0×2 8 0 0×5 0 0/1 0 0 0(m m)。K W公司静压造型线:新一代双面压实造型技术已在国内、外广泛应用,其特点是可靠性高、节约能源、保证铸件尺寸的一致性、降低运行成本,可实现远程诊断。夏汝明 0 5 1 0-8 6 3 0 1 8 8 6 A d.4 0王德志 1 8 6 1 5 1 8 0 8 1 1 封三临海市众瑞机电设备制造有限公司临海市众瑞机电设备制造有限公司青岛新东机械有限公司营业部平压头造型机:单缸起模平压头造型机,工作台面尺寸5 6 0 m m×4 6 0 m m~1 4 5 0 m m×1 1 0 0 m m,震实力从2 7 0~1 0 0 0 k g。 姚烨华 0 5 7 6-8 5 5 2 8 2 1 0 黑白1多触头造型机:单缸起模多规格多触头造型机,工作台面尺寸1 0 4 0×8 0 0 m m~2 9 5 0 m m×1 1 0 0 m m,震实力从1 0 0 0~3 5 0 0 k g。 姚烨华 0 5 7 6-8 5 5 2 8 2 1 0 黑白1静压造型机:A C E静压造型机,各种型号,满足生产要求。 史继顺 0 5 3 2-8 1 8 2 7 8 9 8/7 8 9 9 A d.1 4青岛新东机械有限公司营业部山东杰创机械有限公司山东杰创机械有限公司山西海特尔重工机械有限公司水平分型脱箱造型机:F B O、F B O X、F C M X水平分型脱箱造型机,具备各种型号,满足生产要求。冷芯盒射芯机:Z 8 4系列B型全自动冷芯盒射芯机采用下压式,具有水平分型、垂直夹紧、移出下顶芯取芯、自动清理、自动快换模具等功能。机器配置封闭式机屋,隔离制芯现场,净化操作环境。具有国外同类产品的先进性,是汽车、柴油机等行业自动化生产高精度砂型的优选产品。组芯浸涂烘干自动线:组芯浸涂烘干自动线是为汽车缸体、缸盖生产而研发的一款先进自动化辊道系统,可根据不同的产品对整个系统进行优化设计,实现了从制芯完成到组芯转运的全套工序;该系统主要设备包括取芯机械手、砂芯输送皮带、浸涂机械手、输送辊道、表干炉、组芯机、取件机械手等;机械手具备四轴自由度;采用伺服、变频等驱动系统,设备运行精确可靠,生产效率高。方盛液压机电有限公司造型机:液压伺服控制全自动垂直分型造型机(造型速度:2 8 0~5 0 0型/h)、液压比例控制单工位全自动水平分型造型机(水平射砂,造型速度:1 0 0~1 2 0型/h)、液压比例控制双工位全自动水平分型造型机(垂直射砂,造型速度:9 5~1 2 0型/h),还可以向用户提供全自动壳芯机、半自动封闭式射芯机、倾翻式自动浇注机、史继顺 0 5 3 2-8 1 8 2 7 8 9 8/7 8 0 9 A d.1 4张 杰 1 5 6 8 8 8 8 6 7 8 6 A d.1 8张杰 1 5 6 8 8 8 8 6 7 8 6 A d.1 8市场部 0 3 5 4-3 9 9 6 2 0 0

?
?
?
?
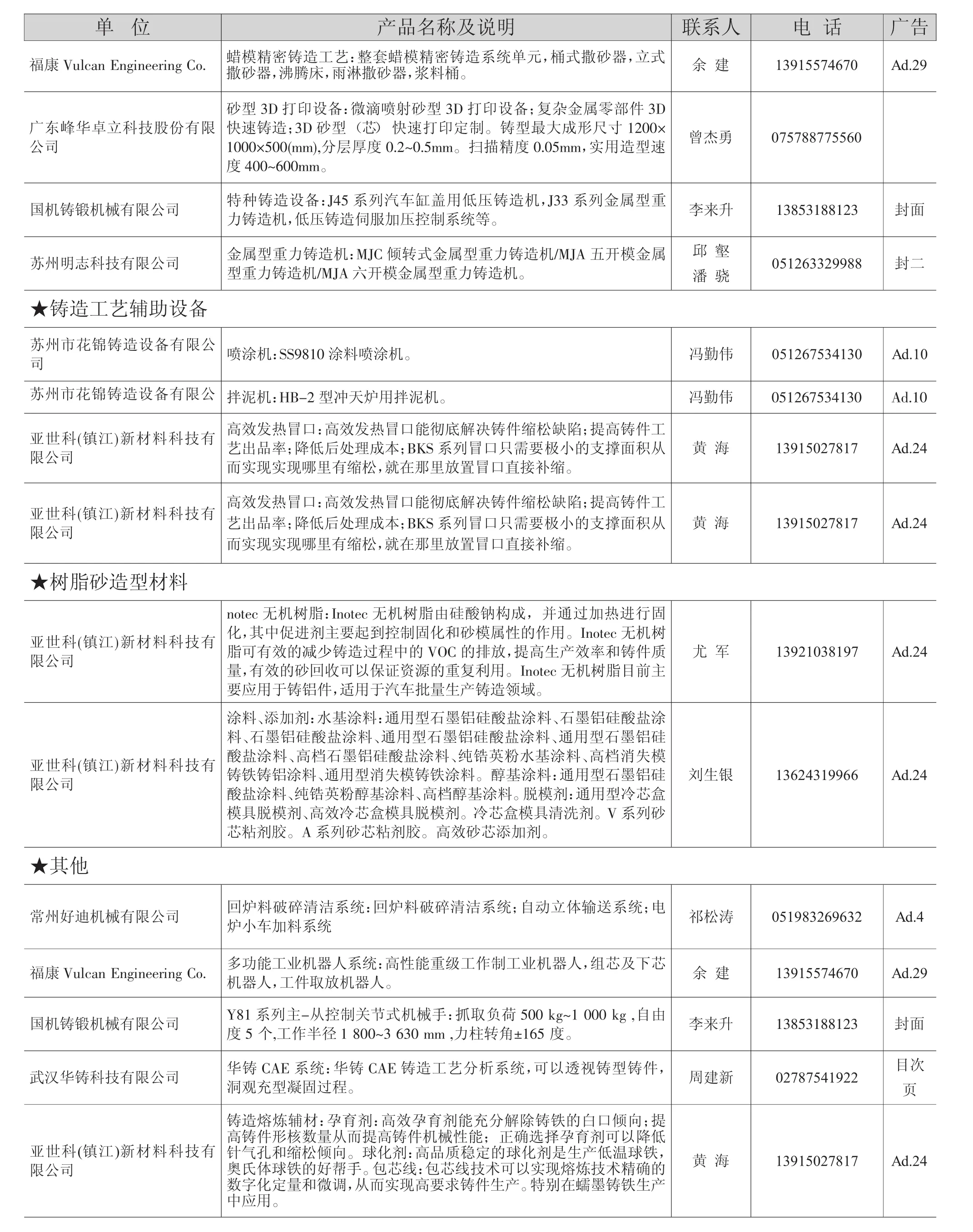
单 位 产品名称及说明 联系人 电 话 广告福康V u l c a n E n g i n e e r i n g C o. 蜡模精密铸造工艺:整套蜡模精密铸造系统单元,桶式撒砂器,立式撒砂器,沸腾床,雨淋撒砂器,浆料桶。 余 建 1 3 9 1 5 5 7 4 6 7 0 A d.2 9广东峰华卓立科技股份有限公司砂型3 D打印设备:微滴喷射砂型3 D打印设备;复杂金属零部件3 D快速铸造;3 D砂型(芯)快速打印定制。铸型最大成形尺寸1 2 0 0×1 0 0 0×5 0 0(m m),分层厚度0.2~0.5 m m。扫描精度0.0 5 m m,实用造型速度 4 0 0~6 0 0 m m。曾杰勇 0 7 5 7 8 8 7 7 5 5 6 0国机铸锻机械有限公司 特种铸造设备:J 4 5系列汽车缸盖用低压铸造机,J 3 3系列金属型重力铸造机,低压铸造伺服加压控制系统等。 李来升 1 3 8 5 3 1 8 8 1 2 3 封面苏州明志科技有限公司 金属型重力铸造机:M J C倾转式金属型重力铸造机/M J A五开模金属型重力铸造机/M J A六开模金属型重力铸造机。邱壑潘骁 0 5 1 2 6 3 3 2 9 9 8 8 封二★铸造工艺辅助设备苏州市花锦铸造设备有限公司喷涂机:S S 9 8 1 0涂料喷涂机。 冯勤伟 0 5 1 2 6 7 5 3 4 1 3 0 A d.1 0苏州市花锦铸造设备有限公 拌泥机:H B-2型冲天炉用拌泥机。 冯勤伟 0 5 1 2 6 7 5 3 4 1 3 0 A d.1 0亚世科(镇江)新材料科技有限公司亚世科(镇江)新材料科技有限公司高效发热冒口:高效发热冒口能彻底解决铸件缩松缺陷;提高铸件工艺出品率;降低后处理成本;B K S系列冒口只需要极小的支撑面积从而实现实现哪里有缩松,就在那里放置冒口直接补缩。高效发热冒口:高效发热冒口能彻底解决铸件缩松缺陷;提高铸件工艺出品率;降低后处理成本;B K S系列冒口只需要极小的支撑面积从而实现实现哪里有缩松,就在那里放置冒口直接补缩。黄海 1 3 9 1 5 0 2 7 8 1 7 A d.2 4黄海 1 3 9 1 5 0 2 7 8 1 7 A d.2 4★树脂砂造型材料亚世科(镇江)新材料科技有限公司亚世科(镇江)新材料科技有限公司n o t e c无机树脂:I n o t e c无机树脂由硅酸钠构成,并通过加热进行固化,其中促进剂主要起到控制固化和砂模属性的作用。I n o t e c无机树脂可有效的减少铸造过程中的V O C的排放,提高生产效率和铸件质量,有效的砂回收可以保证资源的重复利用。I n o t e c无机树脂目前主要应用于铸铝件,适用于汽车批量生产铸造领域。涂料、添加剂:水基涂料:通用型石墨铝硅酸盐涂料、石墨铝硅酸盐涂料、石墨铝硅酸盐涂料、通用型石墨铝硅酸盐涂料、通用型石墨铝硅酸盐涂料、高档石墨铝硅酸盐涂料、纯锆英粉水基涂料、高档消失模铸铁铸铝涂料、通用型消失模铸铁涂料。醇基涂料:通用型石墨铝硅酸盐涂料、纯锆英粉醇基涂料、高档醇基涂料。脱模剂:通用型冷芯盒模具脱模剂、高效冷芯盒模具脱模剂。冷芯盒模具清洗剂。V系列砂芯粘剂胶。A系列砂芯粘剂胶。高效砂芯添加剂。尤军 1 3 9 2 1 0 3 8 1 9 7 A d.2 4刘生银 1 3 6 2 4 3 1 9 9 6 6 A d.2 4★其他常州好迪机械有限公司 回炉料破碎清洁系统:回炉料破碎清洁系统;自动立体输送系统;电炉小车加料系统福康V u l c a n E n g i n e e r i n g C o. 多功能工业机器人系统:高性能重级工作制工业机器人,组芯及下芯机器人,工件取放机器人。祁松涛 0 5 1 9 8 3 2 6 9 6 3 2 A d.4余建 1 3 9 1 5 5 7 4 6 7 0 A d.2 9国机铸锻机械有限公司 Y 8 1系列主-从控制关节式机械手:抓取负荷5 0 0 k g~1 0 0 0 k g,自由度5个,工作半径1 8 0 0~3 6 3 0 m m,力柱转角±1 6 5度。 李来升 1 3 8 5 3 1 8 8 1 2 3 封面武汉华铸科技有限公司 华铸C A E系统:华铸C A E铸造工艺分析系统,可以透视铸型铸件,洞观充型凝固过程。周建新 0 2 7 8 7 5 4 1 9 2 2 目次页亚世科(镇江)新材料科技有限公司铸造熔炼辅材:孕育剂:高效孕育剂能充分解除铸铁的白口倾向;提高铸件形核数量从而提高铸件机械性能;正确选择孕育剂可以降低针气孔和缩松倾向。球化剂:高品质稳定的球化剂是生产低温球铁,奥氏体球铁的好帮手。包芯线:包芯线技术可以实现熔炼技术精确的数字化定量和微调,从而实现高要求铸件生产。特别在蠕墨铸铁生产中应用。黄海 1 3 9 1 5 0 2 7 8 1 7 A d.2 4
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
铸造设备与工艺(2021年2期)2021-06-08
模具制造(2019年3期)2019-06-06
铸造设备与工艺(2017年6期)2018-01-28
中国铸造装备与技术(2017年6期)2018-01-22
中国铸造装备与技术(2017年6期)2018-01-22
凿岩机械气动工具(2017年2期)2017-07-19
中国铸造装备与技术(2017年3期)2017-06-21
中国设备工程(2017年2期)2017-03-06
浙江大学学报(工学版)(2015年1期)2015-03-01