煤泥烘干系统在燃煤电厂的实践与应用
2018-04-10 06:19王永斌闫岳锋
现代工业经济和信息化 2018年1期
王永斌, 闫岳锋
(山西阳光发电有限责任公司, 山西 阳泉 045200)
引言
目前我国全社会用电量中约80%来源于火力发电,水电、核电等清洁能源只占较少一部分,未来我国发电的主体依然是火力发电。调查显示很多燃煤电厂从2008年开始面临着较大的生产成本压力,煤炭价格的上涨幅度远远大于电价的上调幅度,使电厂经营状况由盈利逐渐转向微利甚至亏损,很多电厂的发电积极性受挫,发电量减少,导致出现违背正常规律的电荒现象,不仅不利于企业的生存发展,而且给全社会正常的生产、生活带来负面影响。因此,如何采取有效措施使电厂扭亏为盈已成为全社会迫切需要解决的问题,除了要逐渐改革计划电市场煤,加强电网的有序管理、采取分段电价等措施外,降低电厂燃料成本成为燃煤电厂自救的必要途径。根据在山西阳泉地区调查,煤泥的市场价格远低于电煤,所以很多电厂都选择购进大量煤泥进行掺烧,而由于煤泥自身的特点,直接掺烧煤泥会对电厂设备造成损坏。本文从燃煤电厂的生产成本入手,提出了采用煤泥烘干系统加工煤泥后与电煤进行掺烧来降低生产成本的方法[1]。
1 煤泥简介
煤泥是煤矿企业生产过程中出现的包含煤粉、灰分、水分、矿物质等成分的一种废弃物,其具有发热量较低、水分高、黏性大等特点,使得它的存放、运输和使用都比较困难,这样的煤泥晾晒几个月,表面似已干燥,内部含水率几乎不降,很难实现工业应用,曾长期被电力用户弃用。尤其是煤泥露天堆放时极易发生煤泥流失分化进入空气和河流,造成环境污染,同时煤泥中含有的煤粉成分随之流失,煤泥的处理也成为煤矿企业的棘手问题,所以煤矿企业出售煤泥的价格要远低于电煤价格。对于燃煤电厂而言,直接使用煤泥会造成锅炉制粉系统堵煤及断煤事故,破坏电厂发电设备,易造成堵煤影响电厂的安全生产。但由于煤炭价格的上涨,燃煤电厂被迫选择价格较低的煤泥进行掺烧,如何合理利用煤泥则成为燃煤电厂首要考虑的问题。
2 煤泥烘干系统的工作流程和主要设备
煤泥烘干系统是采用先进的科学技术专门针对有效处理煤泥制作而成。一台整机容量在290 kW,出力能力在45 t/h的煤泥烘干系统的工作流程是:沸腾炉燃烧产生温度高达600~700℃的高温烟气,由鼓风机和引风机配合使高温烟气从回转滚筒中穿过,此时装载机将高水分(ω(H2O)20%~25%)的煤泥放进煤泥打散机,打散后的煤泥由上料皮带输送至回转主滚筒,随着主滚筒的不停旋转通过高温烟气将湿煤泥烘干成低水分(ω(H2O)12%~14%)的粉状煤,粉状煤由出料皮带输送至煤场。然后通过燃煤电厂的输煤设备将烘干后的粉状煤和电煤按一定比例混合输送至制粉系统,进入锅炉燃烧[2]。
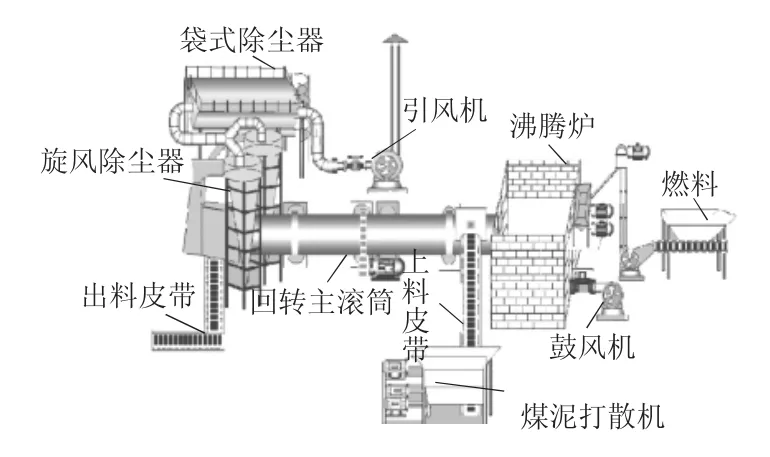
图1 煤泥烘干系统结构示意图
煤泥烘干系统主要包括高温沸腾炉、煤泥打散机、上料皮带、回转主滚筒、出料皮带、鼓风机、引风机、旋风除尘器和袋式除尘器等设备(如上页图1)。
2.1 回转主滚筒
回转主滚筒也称为滚筒干燥机,是整个烘干系统生产线的核心部分。该设备由机体、托轮装置、挡托轮装置、密封装置、传动装置等组成,其基本结构如图2所示,筒体前后滚圈支承在托轮装置及挡托轮装置上。挡托轮装置上的一对挡轮可防止筒体上下串动。传动装置通过筒体上的大齿圈带动筒体旋转。筒体两端设有密封装置,防止冷空气进入筒体和防止燃烧室、筒体、排料箱的烟气、尘埃溢出。湿物料从入料端直接落入给料箱,并由螺旋导料装置将物料导入干燥机,经活动翼板和带清扫装置的弧形扬料板等的作用;再由于机体的倾斜和回转,将物料不断的抛撒并做纵向运动。同时与进入筒体的高温介质进行质热交换,使水分得以蒸发,物料得以干燥[3-4]。
该机的主要结构特点是能将粘结成大块的煤泥打碎,再经带清扫装置的圆弧形篦条扬料板,增大物料和热介质的接触面积,并能清扫掉粘结在扬料板内外的粘结物,获得符合要求的粒度、水分的煤质。
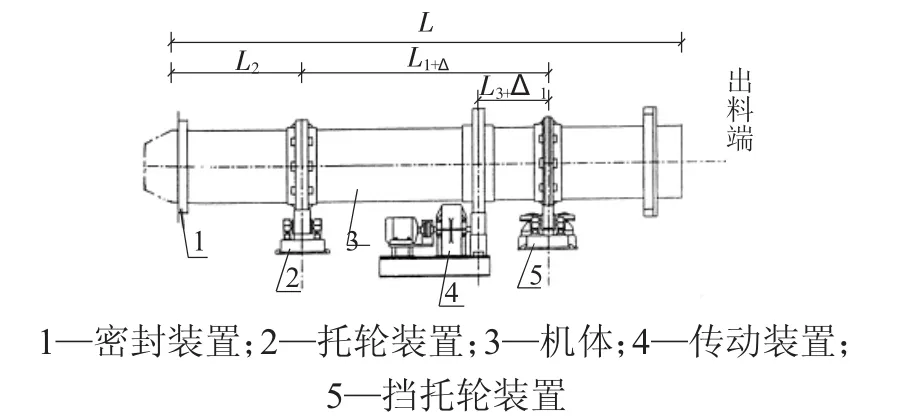
图2 回转主滚筒结构图
滚筒干燥机工作流程如下。
首先,将具有高湿、高粘结性的煤泥放进煤泥打散设备,经过打散的块状煤泥由带式上料机输送进入呈负压的回转滚筒后分为以下几个工作区。
1)导料区:湿煤泥进入此区与高温负压热风接触后被迅速蒸发出大量水分,煤泥在大导角的抄板抄动下,形不成粘结便被导入下一个工作区。
2)清理区:湿煤泥在此区被抄板抄起形成料幕状态,物料落下时易形成粘结滚筒壁现象,在此区由于设备设计有清扫装置,清扫装置可以快速清理掉粘结筒壁的煤泥,在这个过程中,清扫装置对于煤泥团球结块也起破碎作用,从而增加了热交换面积,提高传热传质的效率,提高了干燥速率。
3)倾斜扬料板区:此区是低温干燥区,煤泥在此区已呈低水分松散状态,此区已不具有粘结现象,经过热交换后成品达到所要求的水分要求,运动进入最后的出料区。
4)出料区:干燥主机滚筒在此区不设抄板,物料在此区滚动滑行至排料口,完成整个干燥过程。
为了达到最佳的烘干效果和环保的要求,烘干系统中其他主要设备的选型也是至关重要的。以下主要对烘干系统中热源和除尘设备作简单分析。
2.2 高温沸腾炉
高温沸腾炉是煤泥烘干系统的重要热源,它能以劣质煤取代优质煤进行燃烧,产生高温烟气来烘干煤泥。其结构如图3,设备包括:沸腾炉、沸腾炉基础、圆盘喂料机、斗提机、原煤仓、粉碎机、鼓风机等。该炉具有燃烧速度快,供热效率高,环境无污染的显著特点,具有较高的社会效益和经济效益。
高温沸腾炉的主要技术特点是:等压风室,两段燃烧,采用U型燃烧段可分离和收集未燃尽的细小碳粒,又可延长其燃烬时间;采用大节距变孔径风帽的布风装置,有良好的硫化质量和燃烧工艺,减少边壁效应带来的布风不均匀的影响;采用大过量空气系数,加强炉内空气搅动,强化燃烧,使煤在炉内燃烧充分,温度均匀,控制方便;采用合理的悬浮段结构,烟气流速较低,细灰带走量小,供热烟气最高温度可达1 050℃,煤粒燃烬95%以上。
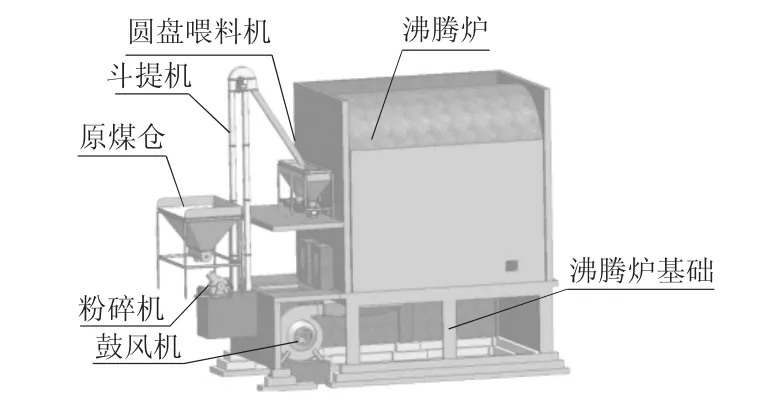
图3 高温沸腾炉
2.3 两级除尘系统
煤泥烘干机烘干煤泥后产生的粉尘较大,含尘浓度高、水分大、易结露、而且废气污染范围广,所以在选择除尘设备时需进行环保层面考量,某厂利用两级除尘系统进行除尘。
GXC型高效旋风除尘器是除尘系统的一级除尘设备,其结构如下页图4,用在煤泥干燥系统中分离煤粉,净化干燥废气的一种新型高效旋风除尘装置,主要针对煤炭干燥脱水,净化烟气,回收煤粉,保护环境而设计的,它具有除尘效率高,阻力低,性能稳定,无传动部件,使用方便,占地面积小等特点。
JQM系列气箱脉冲袋式除尘器是整个除尘系统的二级除尘设备,其结构如图5,该设备整合了分室反吹和喷吹脉冲袋式除尘器的特点,克服了分室反吹的清灰动能不足,喷吹脉冲的清灰与过滤同时进行的缺陷,收尘效率可达99.9%以上,净化后气体的含尘质量浓度小于50 mg/m3,扩大了袋式除尘设备的应用范围,能够适应高浓度除尘,采用离线清灰技术进行分室反吹脉冲清灰,既避免了在线式清灰产生的粉尘二次飞扬再吸附现象,又不影响设备运行工况的正常连续运行,提高了清灰效果,延长了滤袋使用寿命;设备采用气箱式结构,降低了设备的局部阻损;采用双膜片结构电磁脉冲阀,具有控制灵敏,效率高,寿命长等特点。
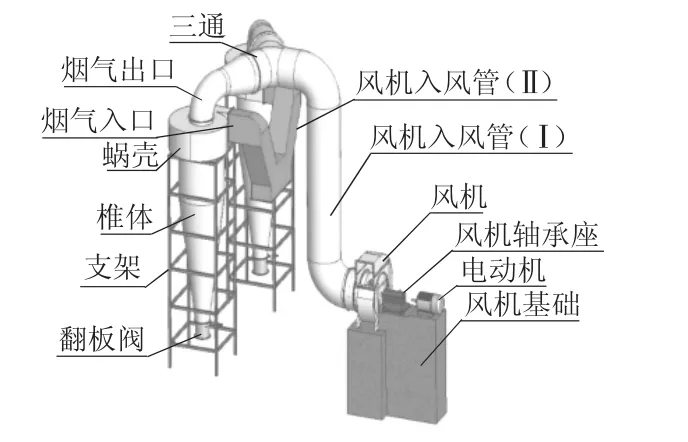
图4 GXC型高效旋风除尘器
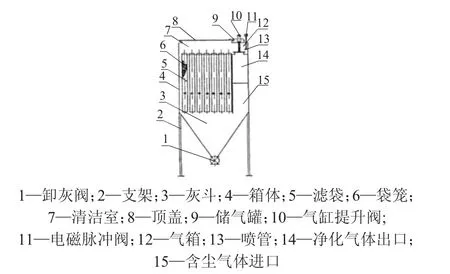
图5 JQM系列气箱脉冲袋式除尘器
经过煤泥烘干系统处理的煤泥大大减少了锅炉及上煤系统断煤及堵煤现象,可以安全无隐患地运用于火力发电厂,确保了机组安全运行。
3 煤泥烘干系统的控制系统
煤泥干燥系统主要有低压配电装置、PLC控制装置和仪表装置三部分组成一个完整控制体系。
3.1 低压配电装置
包括低压柜、PLC柜、变频器柜、启动柜,集成煤泥干燥系统内所有电机的主回路和二次控制回路。操作台装有工控机及UPS电源,便于操作,可以实现远程、就地进行切换的功能。
3.2 PLC控制装置
PLC控制部分主要由PLC控制模块和工控机组成,实现所有设备集中联锁启/停控制,实现设备的就地和远方手动操作功能,并具有温度联锁自动启动功能。工控机的动态面板显示烘干系统设备生产线各部件的运行情况,同时可以监视各变频器输出频率及沸腾炉和烘干机的出口温度。
1)在集中联锁状态下,操作界面如图6,进入工控机动态操作面板,先设定引风机的风门开度为0,然后依次点击系统集中、设备连锁、温度连锁按钮,最后点击系统开车按钮,则所有设备(即进料皮带、除尘搅龙、引风机、出料皮带、回转滚筒、打散喂料机、上料皮带)就会按照程序顺序启动。
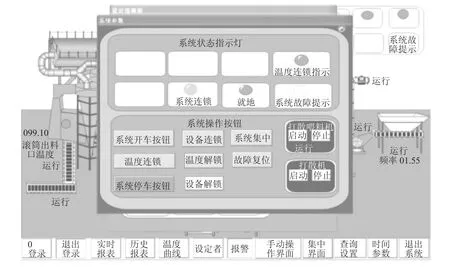
图6 集中联锁状态操作界面图
2)在温度联锁状态下,如下页图7,可以设定出料口的上限温度、下限温度,滚筒的高频率、正常频率、低频率,打散喂料机的高频率、正常频率、低频率,引风机风门的高开度、正常开度、低开度,掺风阀的开关临界温度以及打散运行时间和停止时间。通过温度和频率的设定,来控制煤泥烘干系统的出口温度、出料质量和产量。当滚筒出口采集到的实际温度大于掺风阀的开关临界温度,则打开掺风阀,使滚筒出口温度降低,以免烧坏袋式除尘器的布袋;当出口采集到的实际温度小于掺风阀的开关临界温度,则关闭掺风阀。当滚筒出口采集到的实际温度小于出料口设定的下限温度,为保证出料质量,滚筒执行低频率,喂料机执行下限频率,引风机风门执行低开度值,此时产量逐步降低;滚筒出口采集到的实际温度大于出料口下限温度并且小于出料口上限温度,则滚筒执行正常频率,打散喂料机执行正常频率,引风机风门执行正常开度,此时产量正常。当滚筒出口采集到的实际温度小于出料口上限温度,则滚筒执行高频率,打散喂料机执行上限频率,此时产量逐步升高。打散喂料机的运行条件可根据实际需要来设定其运行时间和停止时间[4]。
3.3 仪表装置
主滚筒的出口和入口都装有温度测量仪,温度通过仪表装置在就地显示,并通过串口传输到工控机上显示。鼓风机和引风机的风门由电磁阀门控制,风门的开度可以在就地仪表装置查看和控制,可以在工控机上进行调节。
4 引进煤泥烘干系统对电厂经济效益的影响分析
4.1 掺烧煤泥前各项参数对比
某电厂进行掺烧煤泥试验,掺烧比例7%,试验在锅炉负荷为:300 MW、270 MW、240 MW、200 MW条件下进行。分别记录入炉煤量、厂用电率、主蒸汽流量、过热器减温水流量、主蒸汽和再热蒸汽温度、金属壁温、炉膛负压等;进行飞灰、灰渣取样,测试空气预热器前后烟温、氧量,计算得到锅炉热效率。在试验过程中,在给煤机处进行入炉原煤取样。在磨煤机出口进行煤粉等速取样,并进行煤粉细度与均匀性参数测试。

图7 温度联锁状态详细参数
综合各负荷工况下,按掺烧比例为7%煤泥试验结果及锅炉效率反平衡计算结果可知,如表1和表2所示,掺烧煤泥后,飞灰含碳量、排烟温度、固体不完全燃烧热损失、散热损失、灰渣物理热损失等不同幅度升高,锅炉热效率是降低的,发电煤耗有所增加,在3~8 g/kWh范围内波动。
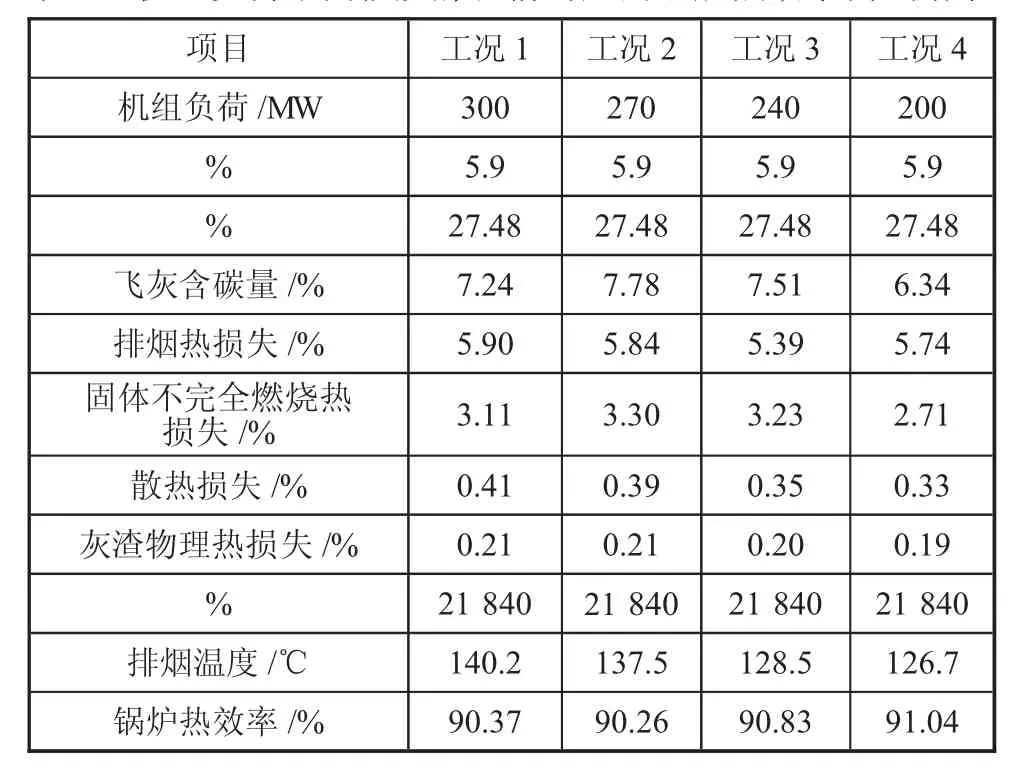
表1 机组负荷不同掺烧煤泥前对应的锅炉热效率测试结果
4.2 产量及成本概况
1)产量:一套整机容量在300 kW、生产能力为40 t/h的煤泥烘干系统,每天24 h不间断运行,按每月实际运行天数25天计算,则月烘干煤泥24 000 t。
2)热源成本:根据实际数据表明,煤泥烘干系统每小时所消耗的原煤为0.8 t,每月消耗原煤480 t,按照市场电煤价格530元/t计算,则每月热源成本为25.44万元。
3)用电成本:根据实际测算,煤泥烘干系统每月耗电量为7万度,按照工业电价0.57元计算,则每月用电成本为3.99万元。
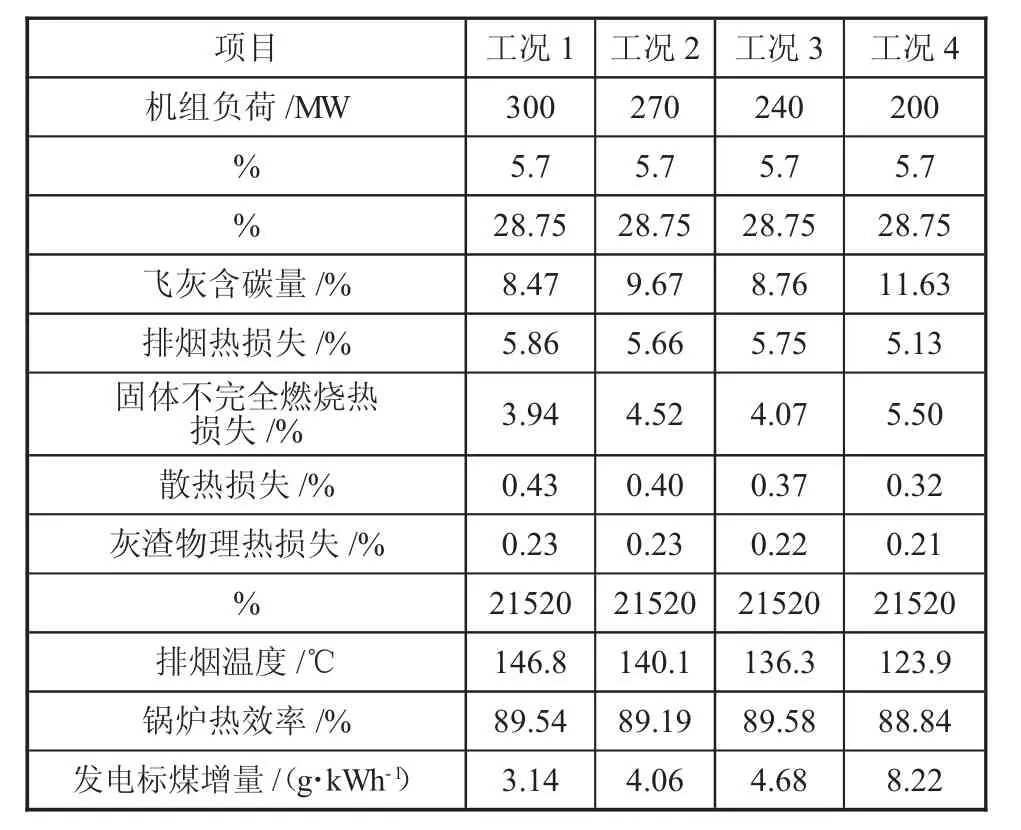
表2 机组负荷不同掺烧煤泥对应的锅炉热效率和煤耗增量
4)其他成本费用(包括人工费、维护费、运费)约每吨16元。
则单位烘干成本为(254 400+39 900)÷24 000+16=28.26 元 /t。
4.3 经济分析
根据调查目前山西阳泉地区燃煤电厂燃煤市场行情,发热量在5 100 kcal/kg、全水10%的电煤价格大约为530元/t;发热量在4 000 kcal/kg、全水25%的煤泥价格大约为380元/t。
根据实际运行情况,烘干后的煤泥水分约15%,热值约4 700 kcal。按水分丢失计算,除去烘干10%的水分后,煤泥的价格为380/0.9=422.2。
按热值差计算,煤泥与电煤的差价为(530÷5100)×(5 100-4 700)=41.5元。
按照燃煤电厂掺烧煤泥7%左右的实际情况,加权平均后会提高供电煤耗约5 g/kWh,折合为煤价升高约20元/t。
由此可见,烘干后的煤泥与电煤的差价为:530-422.2-28.26-41.5-20=18.04 元 /t。
以月烘干煤泥24 000 t计算,月节约成本43.3万元,年节约成本519.6万元左右。
燃煤电厂可根据自身机组规模和生产需要,引进符合本企业生产状况的煤泥烘干系统,将烘干后的煤泥按照一定的比例进行掺烧,不仅解决了燃煤电厂购买电煤难的问题,而且每年为企业增加的利润也是很可观的,尤其对于处在亏损状态的燃煤电厂,是扭亏为盈的重要途径之一。
5 结语
分析表明,燃煤电厂引进煤泥烘干系统掺烧煤泥,不仅可以解决煤泥存放造成的各种环境问题,产生生态效益,而且可降低企业生产成本,产生可观的经济效益,有效改善火力发电企业的生产效益和运营状况,从而为全社会生产、生活用电提供有力保障。因此,在我国建立资源节约型、环境友好型、循环经济社会的大背景下,燃煤电厂引进煤泥烘干系统掺烧煤泥具有很大的现实意义。
[1]王明权.煤泥烘干机的设计与应用[J].山西建材,2000(4):22-24.
[2]郭斌.煤泥专用烘干机的相应技术[J].中国建材,2010(8):1-2.
[3]华新,左玉辉.中国电力行业可持续发展研究[J].环境科学与管理,2007(8):165-168.
[4]伍灵玲.电力行业循环经济的发展探讨[J].现代经济信息,2009(4):118.
猜你喜欢
幼儿教育(2022年10期)2022-10-28
电力科技与环保(2022年3期)2022-07-15
能源工程(2022年2期)2022-05-23
选煤技术(2022年1期)2022-04-19
幼儿教育·父母孩子版(2021年6期)2021-08-05
矿产综合利用(2020年1期)2020-07-24
船海工程(2018年1期)2018-03-01
山东工业技术(2016年15期)2016-12-01
中国煤炭(2016年1期)2016-05-17
通信电源技术(2016年3期)2016-03-26