离心压缩机风筒法兰密封面水纹线加工方法研究
2018-04-25 05:06白俊峰张弛田东升刘姝鑫范海宇
现代商贸工业 2018年12期
白俊峰 张弛 田东升 刘姝鑫 范海宇

摘 要:在离心压缩机机壳设计中选用密封水线形式的风筒法兰在相应条件时能有效加强法兰密封能力。将离心压缩机风筒法兰设计标准作为理论依据,采用龙门铣床加工风筒法兰密封水纹线的方法,验证了理论方案能够符合设计要求,并对此加工方法进行总结、优化。为离心压缩机风筒法兰密封水纹线的加工提供实践经验,同时为加工方法的持续优化奠定基础。
关键词:离心压缩机;法兰密封面;水纹线;加工方法
0 引言
在工艺设备、管线及阀门的连接中,法兰连接是静密封的主要形式,应用十分广泛。法兰与垫片交界面上发生的泄漏称为界面泄漏,界面泄漏是泄漏产生的主要途径。密封面水纹线的作用主要是加强法兰之间的密封,螺栓产生的压紧力通过法兰密封面(压紧面)传递给垫片,使垫片产生足够的弹塑性变形,从而将法兰压紧面间凹凸不平的缝隙用非金属垫片受压填充到密封水线里填满压实,使得接触面处没有泄漏通道,达到密封的目的。如果使用的是金属垫片,而金属垫片不易塑性变形,所以使用的法兰一般可以不用水温线,法兰密封面粗糙度越高,其密封性能越好。如用软质垫片或缠绕式垫片,压紧面的粗糙度一般为12.5μm或6.3μm;如用金屬垫片,压紧面的加工要求较高,表面粗糙度要求1.6μm或0.8μm。
1 国内外标准要求
目前离心压缩机的设计标准通常采用SH/T 3144-2012及API617。根据SH/T 3144-2012要求,机壳接口法兰通常采用ASME B16.1,或ASME B16.5,或ASME B16.42,或ASME B16.47标准,也可对应采用GB/T 9115,或HG 20615标准。同时,根据API617规定,法兰应符合ASME B16.1,B16.5或B16.42的规定,大于24英寸的钢法兰应符合API 605或MSS SP-44的规定。
1.1 ASMEB16.5-2013和ASMEB16.47-2011以及API 605
API605、ASME B16.5-2013及ASME B16.47-2003中的第6.4.5.3条规定,除了榫槽面和环连接面外,其它法兰密封面应当提供同心圆式或者螺旋式的细齿表面,其综合表面平均粗糙度为3.2-6.3μm,所使用的切削刀具应当选用半径大于或等于1.5mm的刀具,每毫米的细齿数为1.8-2.2。
1.2 HG 20603-1997
HG 20603-1997规定,小于等于PN40的突面法兰采用非金属平垫片、聚四氟乙烯包覆垫和柔性石墨复合垫时,需加工密纹水线,密封面代号为RF(A),密封面粗糙度为Ra(6.3-12.5)μm,水纹线深度为0.05mm,水线节距为0.8mm,加工刀具圆角半径为1.6mm。
1.3 HG/T 20592-20635—2009
HG/T 20592~20635-2009中要求,法兰密封面表面粗糙度表下注明,突面、凹面/凸面及全平面密封面是采用加工刀具加工时自然形成的一种锯齿形同心圆或螺旋齿槽。加工刀具的圆角半径应不小于1.5mm,形成的锯齿形同心圆或螺旋齿槽深度约为0.05mm,节距为0.45-0.55mm。
1.4 ASME B16.1,ASME B16.42,MSS SP-6和MSS SP-44
ASME B16.1,B16.42,MSS SP-44和MSS SP-6要求,两法兰面配合面为平面时,需要进行水纹线加工,同时建议每英寸45-50(每厘米18-20)条螺纹形水纹线或同心圆水纹线所获得的表面精度Ra应为125-250微英寸(3.2-6.3微米)。
1.5 GB/T 9115
GB/T 9115要求,法兰的技术要求需符合GB/T 9124的规定,其中GB/T 9124要求对于全平面和突面(加工密纹水线,仅用于软垫片),密封面代号为FF(A)和RF(A)的法兰密封面,加工表面粗糙度应符合Ra3.2至Ra12.5,水纹线深度为0.05mm,节距为0.8mm,加工刀具圆角为1.6mm。垫片形式为非金属平垫片,柔性石墨复合垫片以及聚四氟乙烯包覆垫片。
2 现状分析
对于水平剖分式离心压缩机,风筒与机壳通常为组立焊接而成,由于焊接后机壳尺寸较大,无法采用传统车床加工水纹线,同时根据工艺要求,机壳焊接后需对风筒法兰密封面进行精加工,精加工后方可进行水纹线加工,因此离心压缩机风筒法兰水纹线的加工成为了压缩机生产制造的重要难题。
3 水纹线加工方法
3.1 水纹线理论模型
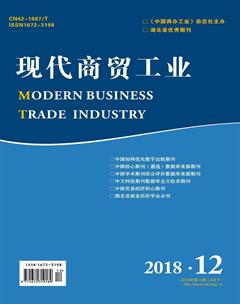
以HG/T20615-2009为例,根据标准要求,水纹线节距设定为0.5mm,刀具圆角半径采用R=1.5mm,因此水纹线的理论示意图如图1所示。
3.2 同心圆水纹线加工方法
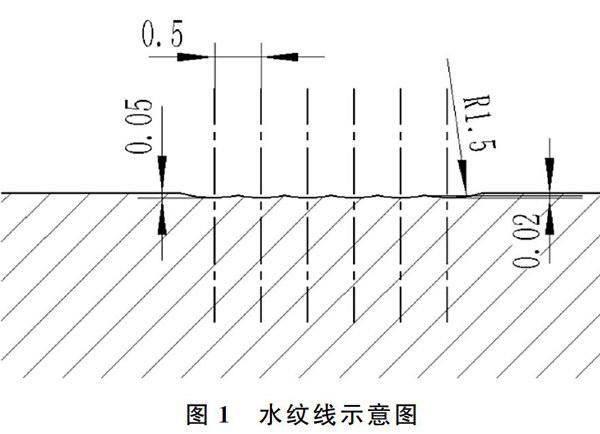
根据标准要求,刀具圆角半径不小于1.5mm,那么本次试验加工将采用φ3的球头铣刀,通过龙门铣床X轴与Y轴联动实现加工,如图2所示。由于机壳水纹线加工精度较高,加工前需将风筒法兰密封面找平,找平后方可进行加工,首次试验考虑到编程效率,水纹线形式为同心圆。加工走刀如图3所示,球头铣刀从起始点1开始,切深0.10mm,从密封面内侧圆逐渐向外加工,切削一周后回至终止点,其中起始点即终止点。抬刀后,移动至下一个起始点2,重复上述加工过程,每个起始点距离即为螺纹节距0.5mm。
此加工方案编程方法简单,但频繁抬刀、落刀动作浪费加工时间,降低切削效率;同时由于采用铣削加工方式,同心圆较密,因此多个圆的起始点(终止点)连接会出现明显接刀痕。经过实际验证,应用此方案铣削水纹线总体加工质量较好,但出现明显接刀痕,影响外观质量,甚至影响法兰密封效果,如图4所示。
3.3 螺旋水纹线加工方法
经过对标准的分析研究,密封面水纹线形式也可为螺旋线,螺旋线加工节省了抬刀和落刀的时间,同时仅从法兰密封面一侧进刀,从另一侧出刀,不会产生接刀痕,螺旋水纹线示意图如图5所示。
从图中可以看出,刀具从起始点1开始进刀,连续加工完成后从终止点2退出。此方法节省抬刀、落刀时间,同时只有1个进刀点和1个出刀点,不会形成接刀痕,理论上此方案可行。
根据法兰面实际加工尺寸,设定法兰内圆半径为200mm,外圆半径为300mm,螺旋线在编程中由若干直线段组成,并随着直径的增大,多边形现象越严重,为保证加工后螺旋线无明显多边形现象,编程时可适当调低角度增量,考虑到数控设备计算速度,适当降低机床进给量可保证机床正常运转,故本次试验角度增量设为0.1mm。实际加工后,密封面水紋线未再出现接刀痕,实际验证了采用螺旋线的方式加工密封面水纹线能够满足标准要求,符合加工工艺标准,加工后水纹线如图6所示。
4 结论
针对离心压缩机风筒法兰密封面,研究了离心压缩机风筒法兰制造标准,绘制了法兰密封面水纹线理论模型,通过理论分析,证明了龙门铣床加工离心压缩机风筒法兰密封面水纹线的工艺方案的合理有效,经过实践验证,发现了龙门铣床采用螺旋线方式加工水纹线能有效避免接刀痕的出现,相比于同心圆方式节省了加工作业时间。此方案丰富了水纹线加工方案,为今后水纹线的生产加工提供实践经验。
参考文献
[1]周斌.法兰密封面水线粗糙度问题探讨[J]. 石油化工设备,2016,45(3):105-107.
[2]白俊峰,薛吉,付帅等. 离心式压缩机主轴加工静力学分析[J]. 机械,2017,44(11):31-34.
[3]张秉荣. 金属切削原理(第2版)[M]. 北京:机械工业出版社,2016.
[4]SH/T 3144-2012,石油化工离心、轴流压缩机工程技术规范[S].
[5]API 617-2014, 轴流和离心式压缩机和膨胀压缩机[S].
[6]ASME B16.1-2010,铸铁管法兰和法兰管件[S].
[7]ASME B16.42-2016,球墨铸铁管法兰和法兰管件[S].
[8]ASME B16.47-2011,大直径管钢制法兰[S].
[9]ASME B16.5-2013,管法兰和法兰管件[S].
[10]API605-1998,大口径碳钢法兰[S].
[11]HG20603-1997,钢制管法兰技术条件[S].
[12]HG/T20592~20635-2009,钢制管法兰、垫片和紧固件[S].
[13]MSS SP-6-2007,管法兰以及阀门和管件端法兰的接触面标准精度[S].
[14]MSS SP-44-2010,钢制管道法兰[S].
[15]GB/T9115.1-2000,平面,突面对焊钢制管法兰[S].
[16]GB/T 9124-2010,钢制管法兰技术条件[S].