高速铁路接触网新型组合式承力索座的研发
2018-04-27 00:35闫军芳韩凌青
电气化铁道 2018年2期
罗 健,闫军芳,韩凌青,陈 伟
高速铁路接触网新型组合式承力索座的研发
罗 健,闫军芳,韩凌青,陈 伟
在分析现有套管座和承力索座运用状况基础上,从结构型式、集成组合、维护性能等方面,对产品的结构、材料、工艺及制造模具等进行深入研究,研发了新型组合式承力索座。其主要特点是采用组合式结构、铰链抱箍连接和锻造生产工艺,大幅减少了零件和紧固件数量,避免了铸造工艺存在的缺陷,并随着材料和制造工艺的改进,进一步提高了产品的综合性能。
接触网;承力索座;组合式;铰链抱箍;锻造工艺
0 引言
铝合金承力索座和套管座应用于电气化铁路接触网系统,承力索座安装在平腕臂上用于支持固定承力索,铝合金套管座用于铝合金平、斜腕臂的连接。在我国已开通运营的高速电气化铁路线路中,铝合金承力索座及套管座均采用铸造工艺。由于铸造产品易形成夹渣、冷隔、气孔等铸造缺陷,成品率较低;加之铸件需逐件探伤,增加了生产成本,并给工人的职业健康带来危害。钢质承力索座虽然采用锻造工艺,但是钢质平、斜腕臂之间仍需通过套管双耳进行连接。铝合金套管座(或钢质套管双耳)与承力索座2部分结构使得腕臂零件种类较多,现场安装工作量大,众多连接部件也加大了潜在的安全风险。
1 现有承力索座和套管座结构及存在问题
目前,我国时速350 km高速铁路接触网系统主要采用三角形水平旋转铝合金腕臂结构;平、斜腕臂间通过套管座连接,承力索通过承力索座固定;套管座、承力索座均通过套筒顶丝方式固定在平腕臂上,如图1。
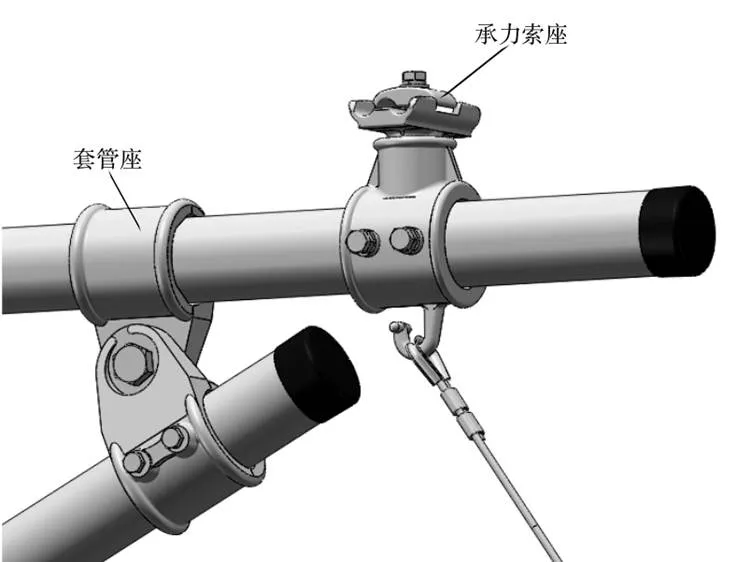
图1 现有承力索座和套管座结构
该方式包含平腕臂套管座、斜腕臂套管座和承力索座3个零件,套管连接螺栓、平腕臂套管顶丝、斜腕臂套管顶丝5个紧固件和2种紧固力矩,零件组成、螺纹副数量和规格较多,施工安装和运营维护工作量大。采用顶丝固定方式,顶丝和腕臂接触面积小,在紧固力过大时易对零件造成结构损伤甚至发生顶穿现象。承力索座和套管座自身结构为套筒型式,均需采用铝合金铸造工艺成型,材质为AlSi7Mg0.6,铸造工艺产品易存在夹渣、缩松和气孔等缺陷,并且需逐件探伤和检测,造成了较高的生产成本。针对上述问题,从结构、材料、工艺、制造模具等方面进行深化研究,提出集成套管座和承力索座功能的组合式承力索座方案。
2 新型组合式承力索座的结构分析
2.1 结构特点
新型组合式承力索座是集承力索座和套管座功能于一体的组合型零件,由下连接双耳、上固定底座、托线夹、压块、紧固轴和铆钉等组成,实现平斜腕臂连接、承托承力索及安装定位管支撑的功能,其结构如图2所示。该承力索座整体采用铰链式抱箍结构(合页式),一端通过销轴连接,一端通过直螺栓连接,固定于平腕臂上。该结构避免了顶丝连接对管材造成的损伤,整体受力更加均匀、合理;铰接轴在工厂组装完成,不需现场预配,该结构仅需2套螺栓紧固件即可实现承力索固定、平斜腕臂连接和支撑管安装,大幅减少了零部件、紧固件数量和紧固力矩种类,降低了施工安装和运营维护工作量;上部抱箍为凸台结构,下部抱箍为独立双耳结构,克服了套筒结构不易锻造的缺点,结构简单;采用锻造工艺生产,材质为6082铝合金,避免了铸造工艺缺陷。
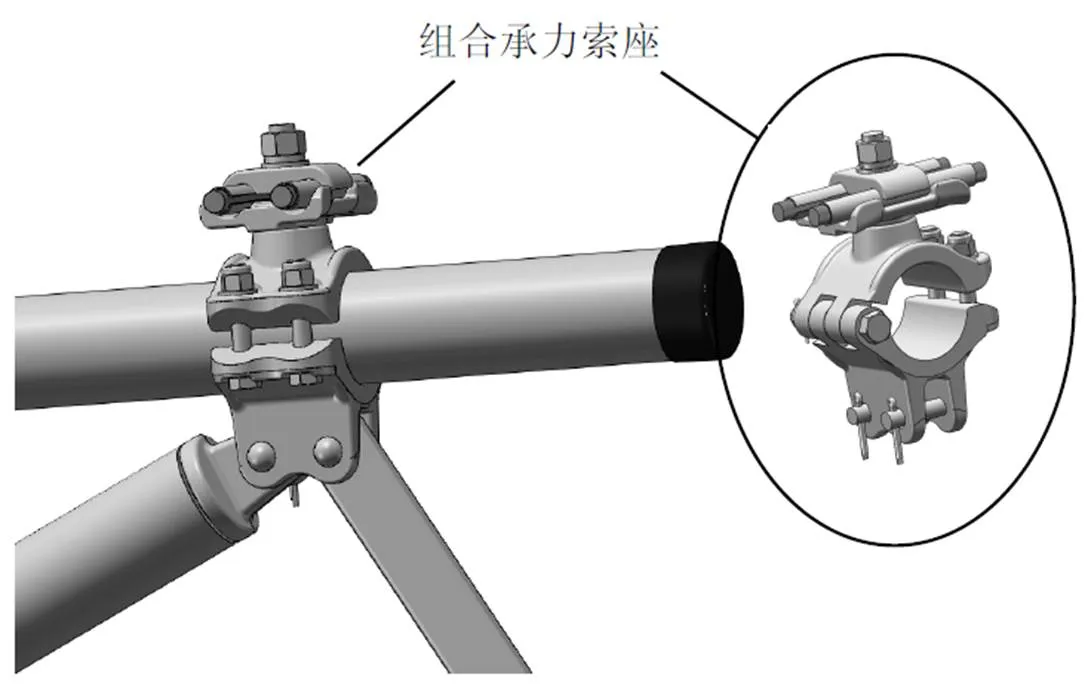
图2 新型组合式承力索座
2.2 受力分析
利用Ansys有限元软件对现有承力索座和新型组合式承力索座进行受力仿真分析,如图3和图4所示。现有承力索座2个顶紧螺栓施加正常工作紧固力矩75 N·m后,承力索座本身受到的最大应力为204.90 MPa,平腕臂管受到的最大应力为107.11 MPa。新型承力索座使用铰链式抱箍结构,在连接直螺栓施加正常工作紧固力矩44 N·m后,承力索座本身受到的最大应力为124.79 MPa,平腕臂受到的最大应力为24.73 MPa。现有承力索座材质为铝合金AlSi7Mg0.6,屈服强度为240 MPa,新型承力索座材质为铝合金6082,屈服强度为 260 MPa。通过分析可知,顶丝结构的受力面较集中,对承力索座本身和平腕臂的损伤较大,正常施加紧固力矩已接近材质的屈服强度,若施工中存在紧固力矩施加不当,易发生零件损坏的现象。铰链式抱箍结构受力面较为均匀,承力索座和平腕臂的应力损伤远远小于顶丝结构,结构受力更加合理。
3 新型组合式承力索座的工艺分析
借助现代化锻造模拟仿真软件FORGE NxT 1.1,运用有限元数值模拟和数据可视化技术进行锻造工艺分析,可预知锻件成形过程中金属的流动规律、应力应变、温度分布与变化、模具受力等信息,及早发现工艺中存在的折叠、流线不顺、涡流、裂纹、锻件过烧等缺陷,不断优化材料组织性能、尺寸精度与表面质量,提高产品的内在质量、工艺出品率及生产效率;可以针对模具进行优化设计,减少模具耗损和变形等,提升模具使用寿命;针对锻造设备可以进行锻造吨位选择、应力估算及压力变形分析等。
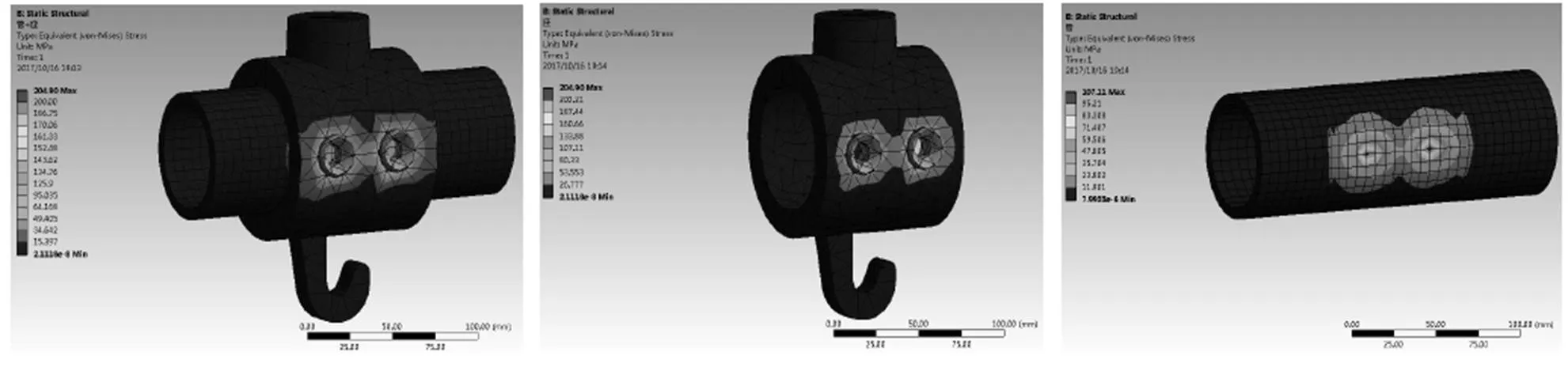
图3 现有承力索座受力分析
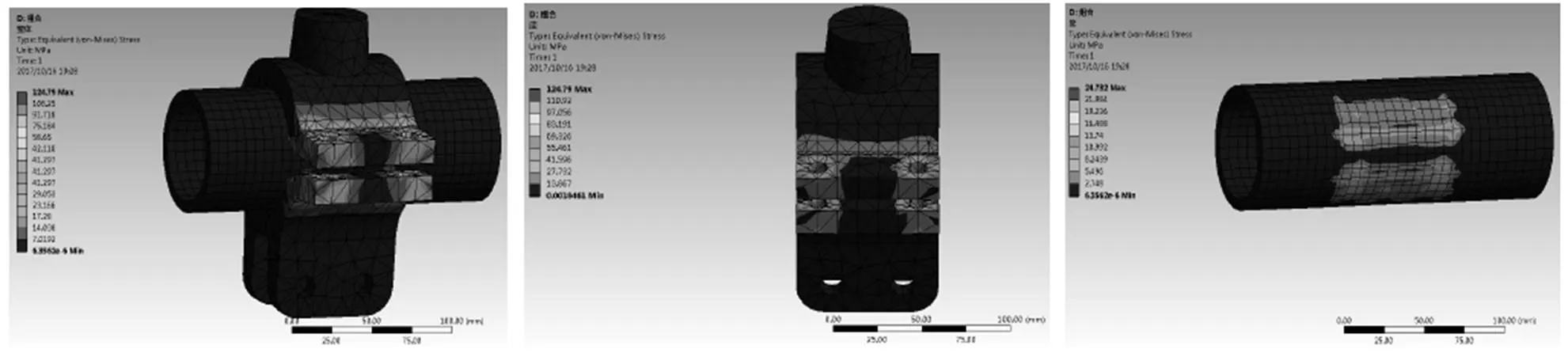
图4 新型组合式承力索座受力分析
以组合式承力索座中较难成型的下连接双耳为例,通过仿真软件进行锻造过程模拟,包含坯料与模具接触、成型、脱模的整个过程,模具与坯料接触瞬间见图5,上模返回、零件成型见图6,脱模后的零件见图7。
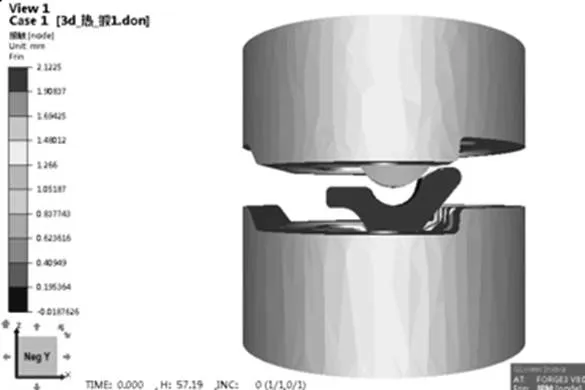
图5 模具与坯料接触瞬间
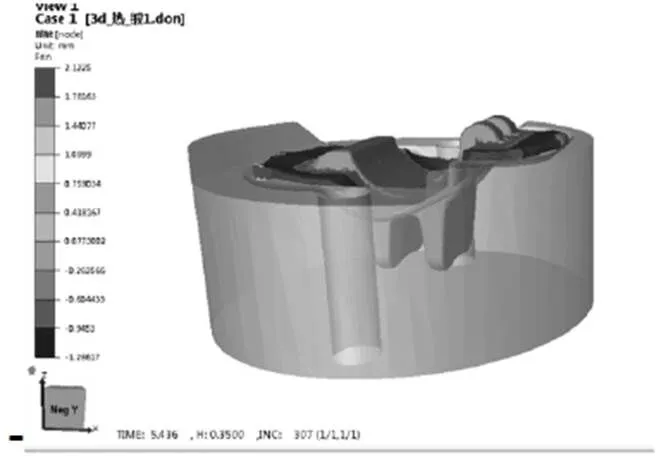
图6 零件成型
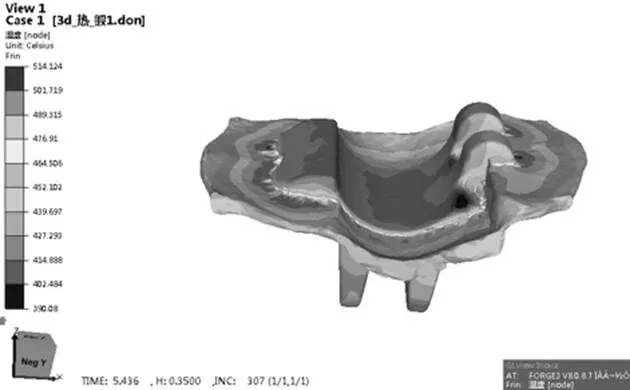
图7 零件脱模
通过仿真模拟结果可以看出零件锻后表面折叠存在的区域和模具易损的部位,如图8和图9中所示区域。针对折叠缺陷进行分析,折叠缺陷是由于坯料放置不当,模具圆角过小造成,因此在采用型材坯料的同时,在坯料拐角部位应留有足够的材料,并增大模具拐角处的圆角,避免发生折叠,即使发生折叠也使其出现在飞边上;针对模具易损进行分析,在不影响下连接双耳使用功能和技术性能的前提下,加大外侧单耳的拔模斜度及根部圆弧倒角,既易脱模还可延长模具使用寿命。
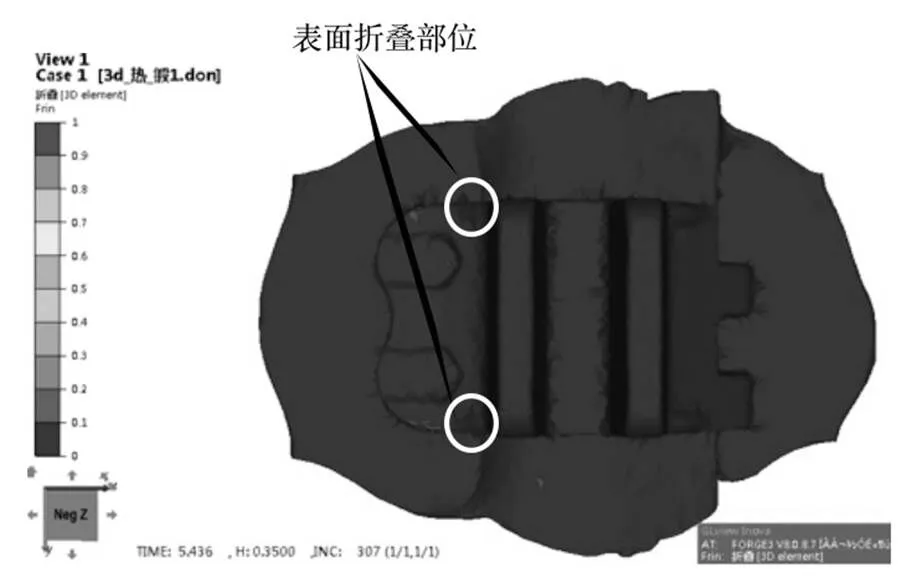
图8 锻造模拟分析显示折叠
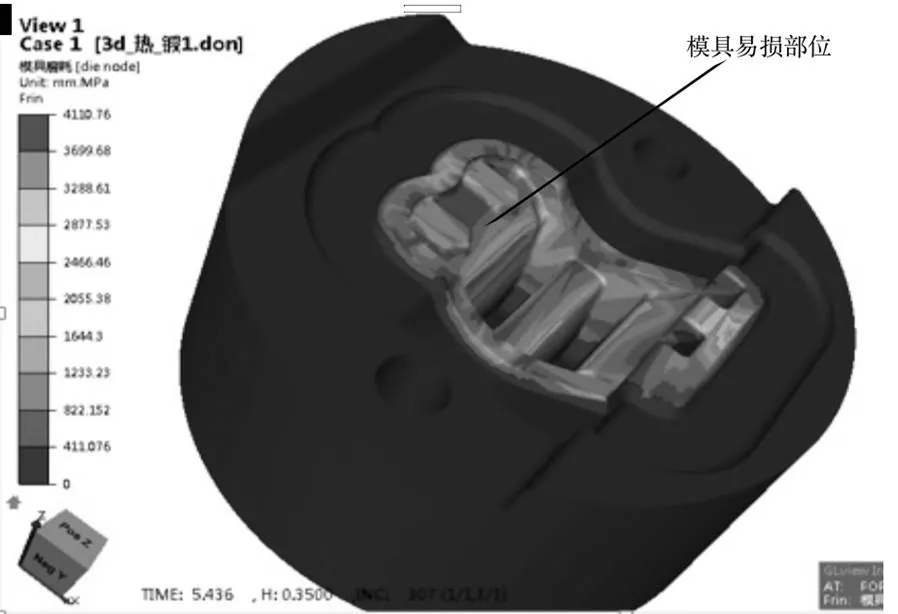
图9 锻造模拟分析显示易损部位
通过锻造模拟仿真并辅助工装设计,可以实现自动顶料,减少人工脱模造成产品在模具型腔停留的时间,缓解模具型腔的热疲劳与模具表面皲裂,提升模具型腔寿命,降低模具维修频率,提高产品生产效率。
4 模具及工艺流程设计
4.1 模具设计
通过对成形难度较大的下连接双耳锻造进行模拟仿真分析,结合其形状、结构和材料特性,确定采用一次模锻成形的锻造方法。设计下连接双耳的锻件图,包括分型面的位置和形状,明确锻件的余量、公差,确定拔模斜度、圆角半径、冲孔连皮的形状、尺寸以及锻件的收缩量。
尽管铝合金材料可锻性较好,但还需高度重视锻造流线分布的问题,在设计模具的分模面时应充分考虑流线末端外露导致加速应力腐蚀的现象;与钢材质相比,铝合金流动性差,摩擦系数较大,在设计圆角时应比同类钢锻件的圆角要大。
锻造模具工作条件恶劣,既承受反复冲击载荷,还承受冷热交变作用和强烈磨损。在模具的设计过程中,需要选择适宜的模具材料以及制定合理的工艺路线。结合锻造模拟工艺分析和材料选用经验,组合式承力索座下连接双耳模具选用具有良好耐热疲劳性和耐冲击性的H13钢材料。该材料适合用于制造高负荷、水冷和连续大批量生产工作条件下的热锻模。
根据锻造力模拟数据,下连接双耳采用630 t的锻造压力机。采用整体式锻模,即模具的上、下模均为整体式模块,通过压板直接紧固在压力机工作台上,提高模具抗破坏性能。模具型腔依据工件三维立体模型和Forge模拟分析结果,在数控自动加工中心进行加工,加工完成后采用三坐标测量仪进行型腔和产品的一致性比对检测。
4.2 工艺流程设计
以下连接双耳为例,采用铝合金6082锻造工艺,具体工艺流程为:原材料检验®下料®模具预热®加热®锻造®缺陷检查®热处理®金相及性能检验®冲飞边®机加工®表面处理,其锻造过程符合铝合金模锻件常规生产典型工艺流程。
锻造原材料为型材,减少了制坯环节,但在设计时需注意锻件的流线方向应符合锻件的外形。同时增加了原材料金相、锻造后金相以及热处理后金相组织的监控。原材料的入厂检验项目包括化学成分、力学性能、超声波及涡流探伤、尺寸、显微组织、断口及外观质量等。为避免在后续锻造过程中产生毛刺压入缺陷,应清除原材料下料后的断面毛刺。在装入加热炉之前除去毛坯表面脏污,用压缩空气吹干表面,防止将水带入炉内。
锻造坯料加热采用带空气循环的加热电阻炉,炉膛温度均匀性宜控制在±5℃内;坯料保温时间按厚度1.5~2 min/mm计算控制;零件的临界变形程度控制在20%以下,避免变形过大引起晶粒粗大及不均匀,进而导致力学性能降低和性能不稳定。
锻造工艺的关键控制要素除了原材料的加热方式和加热温度外,还有可减小变形抗力的锻造节拍及锻造能量,均需要精细化控制。组合式承力索座采用可时效强化的铝镁系材料,锻造后热处理工艺及性能检测也至关重要。
5 技术经济对比分析
对新型组合式承力索座与原承力索+套管座结构在零件组成、紧固件数量、紧固力矩种类、生产效率、检测成本等方面进行技术经济性对比分析,详见表1。
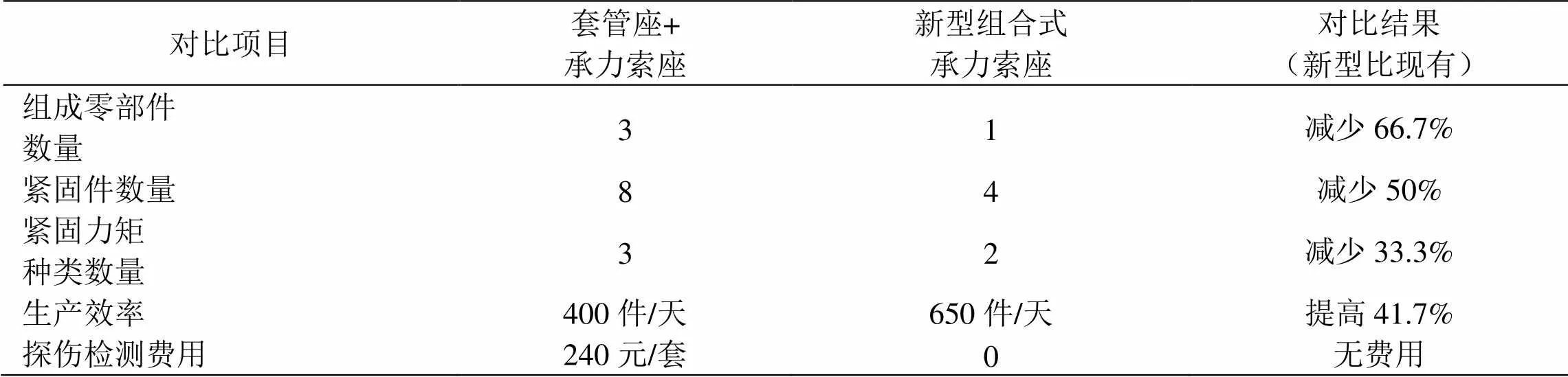
表1 新型组合式承力索座与原套管座+承力索座的对比分析
从表1可以看出,新型组合式承力索座与原套管座+承力索座结构相比,具有零件组成少、紧固件少、紧固力矩种类少、生产效率高及无探伤检测费用等优点,且锻造工艺生产的铰链抱箍结构组合式承力索座性能稳定、可靠性高,施工安装和运行维护便捷。新型组合式承力索座在技术先进性、经济合理性、产品安全性等方面具有原结构不可比拟的优势。
6 结语
组合式承力索座是在充分分析现有套管座和承力索座运用经验的基础上,从结构型式、集成组合、维护性能、服役性能等方面,优化零部件的结构、材料和工艺,研制出的高速铁路接触网新型零部件。该零部件的主要特点是采用组合式结构、铰链抱箍连接和锻造生产工艺,大幅减少了零件组成和紧固件数量,优化了零件的受力结构,避免了铸造工艺本身存在缩松、夹渣、气孔等缺陷。随着材料和制造工艺的改进,产品的综合性能得到进一步提高,实现了高速铁路接触网装备技术升级。该产品具有完全自主知识产权,为我国高铁接触网系统“走出去”战略奠定基础。
[1] 中华人民共和国铁道部. TB/T2075-2010 电气化铁路接触网零部件技术条件[S]. 北京:中国铁道出版社,2010.
[2] 铁道部科技司,铁道部运输局. TJ/GD012-2009 300~350 km/h电气化铁路接触网装备暂行技术条件(OCS3)[S]. 2009.
[3] 樊东黎. 热加工工艺规范[M]. 北京:机械工业出版社,2003.
[4] 王乐安. 特种合金及其锻造[M]. 北京:国防工业出版社,2009.
[5] 许发樾. 实用模具设计与制造手册[M]. 北京:机械工业出版社,2005.
[6] 蒋先国. 电气化铁道接触网零部件设计与制造[M]. 北京:中国铁道出版社,2009:1-142.
[7] 张厂育,闫军芳. 电气化铁路接触网零部件制造工艺的发展及展望[D]. 高速铁路接触网零部件安全可靠性技术论文集,2013.
[8] 于万聚. 高速电气化铁路接触网[M]. 成都:西南交通大学出版社,2002.
[9] 国家铁路局. TB 10009-2016 铁路电力牵引供电设计规范[S]. 北京:中国铁道出版社,2016.
With analysis of service condition of bracket for tube and messenger wire support clamp, we developed new combined type messenger wire support clamp after intensive studied construction, material, process, molds and other aspects from structural style, integration, and maintain performance. Its main characteristics are section construction, hinge-hoop connection, and forging manufacturing technic, which reduced amount of fittings and fasteners a lot, and protect the products from shrinkage porosity, slag inclusion, air hole and other defects may exist during casting process. With improvement of material and manufacture process, comprehensive performance of fittings is improved.
OCS; messenger wire support clamp; combined type; hinge-hoop; forging manufacturing technic
U225.4
A
1007-936X(2018)02-0030-04
2017-11-01
10.19587/j.cnki.1007-936x.2018.02.007
罗 健.中国铁路设计集团有限公司,高级工程师;闫军芳.宝鸡保德利电气设备有限责任公司,高级工程师;韩凌青.中国铁路设计集团有限公司,高级工程师;陈 伟.中国铁路设计集团有限公司,工程师。
科研项目:铁路总公司2015年科研课题“牵引供电系统装备技术研究—新型高速铁路接触网装备技术研究”(2015J005-D)。
猜你喜欢
家庭科学·新健康(2022年1期)2022-02-02
云南画报(2021年10期)2021-11-24
家庭科学·新健康(2021年11期)2021-11-23
紫禁城(2020年5期)2021-01-07
甘肃科技(2020年20期)2020-04-13
中国科技纵横(2018年20期)2018-11-22
上海铁道增刊(2017年3期)2018-01-22
家庭科学·新健康(2016年11期)2016-11-23
西南交通大学学报(2016年3期)2016-06-15
现代工业经济和信息化(2016年4期)2016-05-17