
AFAM 7050铝合金的时效工艺研究
2018-05-23 09:36孙奖杨滨东青刘清贤
世界有色金属 2018年6期
孙奖,杨滨,东青,刘清贤
1北京科技大学,北京,100083;2西雅图先进技术研究院(ATII)
序言
增材制造(additive manufacturing,AM)技术是采用材料逐层累加的方法制造实体零件的技术,相对于传统的材料去除(切削加工)技术,是一种“自下而上”材料累加的制造方法[1-5]。AM具有直接制造、快速制造、缩短周期、节约材料等优势,在航空航天、国防、医疗、建筑设计、电子电器、汽车制造、船舶制造等领域装备的研制、生产和使用维护等方面,都有巨大应用价值和广阔应用前景[6-9]。
AFAM是在搅拌摩擦增材制造(FSAM)基础上将“纯核细晶”与锻压、热处理工艺、自动控制和网络等技术精髓相融合,形成了主要面向现有材料牌号、装备技术转型升级和下一代无序合金增材制造的新方法。AFAM利用热熔性材料摩擦生热软化的特性,使合金处在半固态状态下完成增材过程,其示意图如图1所示。AFAM 7050铝合金以搅拌摩擦热为热源,避免了铝合金在激光热源下铝合金表面氧化、粉体流动性差、液铝对激光的高反射率以及在电子束下表面球化严重、残余应力和变形大等问题;顶锻压力的存在对于细化晶粒、致密组织也具有重要的作用;由于过程中不存在熔化,可避免熔化后带来夹杂、偏析等缺陷;顶增与侧增的组合使用,可以大幅度提高增材效率[10-11]。本文研究了不同时效工艺对AFAM 7050铝合金的组织与硬度的影响,对于AFAM 7050铝合金的应用具有重要意义。
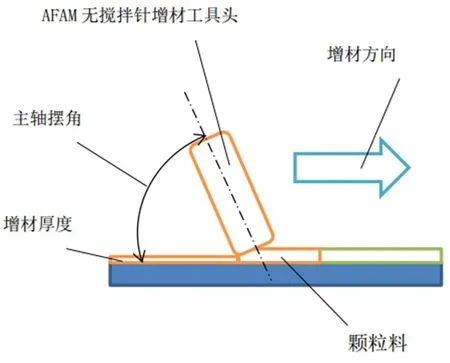
图1 AFAM示意图
1 实验材料及方法
1.1 实验材料
本实验所采用的7050铝合金主要化学成分见表1。

表1 7050铝合金成分(wt.%)
1.2 实验方法
采用专用增材搅拌头,旋转速度为600r/min,手动控制增材速度进行增材,每层增材厚度可达0.5~3.5mm。
将试样加热到475℃保温45min后立即进行水淬处理,随后进行不同的时效处理。①一级时效:120℃保温24h,②双级时效:在120℃的电阻炉中保温4h进行预时效处理,随后在160℃对试样进行0.5h、3h、8h、24h的终时效处理。
对固溶淬火后不同时效处理的试样进行微观组织分析和维氏硬度测试。试样所用腐蚀剂为Keller试剂,其成分为:1mLHF+1.5mL HCl +2.5 mLHNO3+95mLH2O。采用维氏硬度计对试样不同厚度方向进行硬度测试,加载载荷为50g,加载时间为10s,横向间距为0.9mm,厚度方向间距为2mm。
2 实验结果与分析
2.1 不同时效工艺对组织的影响
图2为AFAM 7050铝合金原始态和时效处理后的组织,可以看出,AFAM 7050铝合金组织分布并不均匀,呈Ⅰ与Ⅱ两种形貌交替分布,其中Ⅰ区表示再结晶区,Ⅱ区表示再结晶区之间的连接区。从原始态图2(a)中可以得到再结晶晶粒呈椭球形,晶粒尺寸大约为3μm~8μm。从图2(b-f)可以看出经时效处理后晶粒发生了一定程度的长大,晶界也出现了平直化现象,析出了第二相。AFAM 7050铝合金晶粒由于受到搅拌头的搅拌作用以及摩擦热的作用产生塑性变形,导致亚晶粒之间的应变不相容,亚晶粒不断吸收位错发生动态再结晶,发生再结晶的晶粒来不及长大就在搅拌针的机械作用下发生了破碎,从而形成等轴、细小的晶粒。
图3是AFAM 7050铝合金的SEM图和EDS图。从图3(a)可以看出原始态具有很多孔洞,孔洞里分布少量粗大第二相,从图3(b)可以看出单级时效24h后沿晶界出析出了一些第二相,孔洞类缺陷有所改善,但是结合类缺陷依然存在。从图3(c)可以看出双级时效120℃/4h+160℃/3h后,晶内析出了细小第二相,沿晶界析出了粗大的第二相,从图3(d)可以得出这些粗大的第二相是富铜的Al2CuMg(S相)和AlCuMgZn(T相)。

图2 AFAM 7050铝合金显微组织

图3 AFAM 7050铝合金SEM与EDS

图4 AFAM 7050铝合金硬度
2.2 时效工艺对硬度的影响
图4(a)为AFAM 7050铝合金横向硬度,随着距增材中心距离的增大,硬度呈现先逐渐减小再逐步增大,然后减小再增大的过程。图4(b)为AFAM 7050铝合金厚度方向硬度,硬度呈现先逐步增大再减小的过程,上表面硬度最低,主要是由于后道次增材对前道次增材具有一定的后热作用。7050是可热处理强化铝合金,AFAM 7050铝合金硬度主要与显微组织和析出相的变化有关,析出相的形态、分布对其强度、硬度影响很大,它们的存在对位错的运动产生阻碍作用。时效后,AFAM 7050铝合金能够析出了更多均匀分布的细小第二相,对位错的运动产生阻碍作用,可以显著提高材料的强度和硬度。不同时效后硬度先增加后减小,可以得到最佳的时效工艺为:120℃/4h预处理+160℃/3h终时效。
3 结论
(1)AFAM 7050铝合金由等轴、细小晶粒的再结晶区与其连接区两种形貌交替分布组成,再结晶晶粒平均尺寸大约为3-8μm,时效处理后,晶粒发生了一定程度的长大,晶界出现了平直化现象。
(2)单级时效和双级时效会沿晶界析出粗大富铜的Al2CuMg(S相)和Al2CuMgZn(T相)第二相,并在晶内析出一些细小的第二相。时效对孔洞类缺陷具有改善作用,但结合类缺陷依然存在。
(3)AFAM 7050铝合金厚度方向硬度存在梯度,上表层硬度最小。时效后硬度先增加后减小,最佳时效工艺为120℃/4h预处理+160℃/3h终时效。
参考文献
[1]Rose D. Additive Manufacturing Technologies-3D Printing,Rapid Prototyping,and Direct Digital Manufacturing[M]. Springer US,2010.
[2]李涤尘,田小永,王永信,等.增材制造技术的发展[J]. 电加工与模具,2012(a01):20-22.
[3]李涤尘,贺健康,田小永,等.增材制造:实现宏微结构一体化制造[J].机械工程学报,2013,49(6):129-135.
[4]卢秉恒,李涤尘.增材制造(3D打印)技术发展[J]. 机械制造与自动化,2013,42(4):1-4.
[5]关桥. 焊接/连接与增材制造(3D打印)[J]. 焊接,2014(5):1-8.
[6]李怀学,孙帆,黄柏颖. 金属零件激光增材制造技术的发展及应用[J].航空制造技术,2012,416(20):26-31.
[7]巩水利,锁红波,李怀学. 金属增材制造技术在航空领域的发展与应用[J]. 航空制造技术,2013,433(13):66-71.
[8]王华明.高性能金属构件增材制造技术开启国防制造新篇章[J].国防制造技术,2013, 6(3):5-7
[9]王广春. 增材制造技术及应用实例[M]. 机械工业出版社,2014.
[10]王华明. 高性能大型金属构件激光增材制造:若干材料基础问题[J]. 航空学报,2014,35(10):2690-2698.
[11]Martin J H,Yahata B D,Hundley J M,et al. 3D printing of high-strength aluminium alloys[J]. Nature,2017,549(7672):365.
猜你喜欢
上海金属(2022年4期)2022-08-03
中国新技术新产品(2022年7期)2022-07-14
石材(2022年4期)2022-06-15
锻压装备与制造技术(2022年2期)2022-05-11
物理学报(2022年7期)2022-04-15
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
山东冶金(2021年4期)2021-09-09
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
