
BS700MCK2低合金高强钢焊接工艺及焊接接头性能分析
2018-05-31 02:28王洪权赵河林王许涛
时代汽车 2018年2期
王洪权 赵河林 王许涛
河南森源重工有限公司 河南省长葛市 461500
1 序言
低合金高强度钢是在低合金钢中添加C、Si、Mn等主要元素(含量≤5%)及Nb、V、Ti等微量元素,并采用先进的冶炼工艺和热处理工艺生产的屈服强度大于600MPa的钢种[1]。低合金高强钢含碳量低,可焊性好,晶粒细小,屈服强度高。
BS700 MCK2是宝钢2005年开发的具有优良低温韧性的第二代高强钢。BS系列高强钢为低碳低合金结构钢,具有良好的可焊性和冷成形性,广泛应用于工程机械、车辆结构、集装箱等制造行业。
本公司研发的泵车等产品主要采用BS700MCK2低合金高强度钢,因此对BS700MCK2钢的焊接工艺及接头性能进行了试验及评定,为生产提供合适的焊接工艺。
2 试验材料及试验方法
试验用屈服强度700MPa级高强钢板BS700MCK2由宝钢生产,交货状态为扎态(TMCP),钢板厚度12mm。钢板化学成分见表1,其力学性能见表2。
BS700MCK2试件焊接选用瑞典伊萨OK.Aristorod.69低合金气保护实芯焊丝,符合标准EN ISO 16834-A: G 69 4 M Mn3Ni1CrMo。焊丝成分见表3,熔敷金属力学性能见表4。

表1 BS700MCK2钢板化学成分(wt.%)
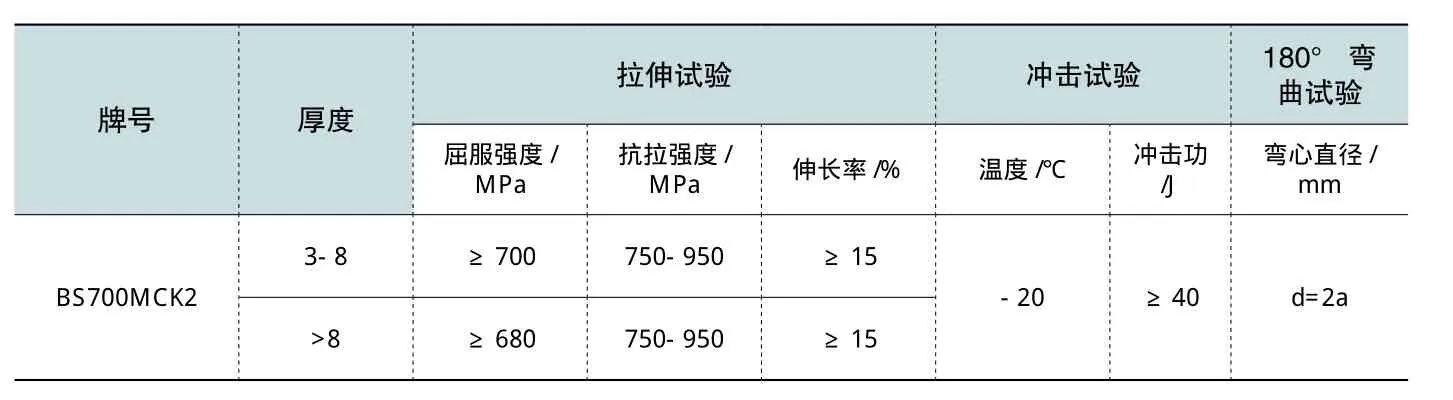
表2 BS700MCK2钢板力学性能

表3 OK.Aristorod.69焊丝成分

表4 OK.Aristorod.69焊丝熔敷金属力学性能
试件尺寸12mm×150mm×300mm,采用双边60°V形坡口的对接形式,钝边2mm,装配间隙2mm,如图1所示。
试件焊前除油、除锈。焊前不预热,焊后不热处理。MAG焊焊接顺序为:(1)正面打底焊;(2)背面打底焊,焊前清根;(3)背面盖面焊,焊前清理焊道表面;(4)正面盖面焊,焊前清理焊道表面,防止焊道间夹渣。焊接参数见表5。
试件抗拉试验按照GB/T 2651规定的试验方法制备抗拉试样形式及尺寸,并测定焊接接头的抗拉强度。试件弯曲试验按GB/T 2653规定的试验方法制备弯曲试样形式及尺寸,并测定焊接接头的完好性和塑性。试件冲击试验按照GB/T 2650规定的试验方法制备试样形式,并测定焊接接头或焊缝在受冲击载荷时的抗折断能力。
BS700MCK2焊接工艺评定试样明细如表6所示。
3 BS700MCK2钢焊接性分析
焊接性是指金属材料在采用一定的焊接工艺(如焊接方法、焊接材料、焊接规范及焊接结构形式等)条件下,获得优良焊接接头的难易程度。主要包括两方面内容:一是工艺性能,在一定焊接工艺条件下,形成焊接缺陷的敏感性;二是使用性能,在一定的焊接工艺条件下,其焊接接头对使用要求的适用性,如承受静载荷、冲击载荷、疲劳载荷及抗高低温性能、抗氧化、腐蚀性能等。金属如果能够用较多普通又简单的焊接工艺获得优质接头,可认为这种金属具有良好的焊接性能。
金属材料的焊接性主要采用三个指标:碳当量,冷裂纹敏感系数及热影响区最高硬度等。碳当量计算公式如式3-1,冷裂敏感系数计算公式如式3-2。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 (式3-1)
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (式3-2)
当Ceq≤0.4%时,材料焊接性较好;Ceq=0.4%~0.6%,材料焊接性稍差,易产生冷裂纹,焊前需要适当预热;Ceq≥0.6%时,材料焊接性较差,属于难焊材料,需要采用较高的预热温度和严格的焊接工艺方法。
根据BS700MCK2钢成分含量计算其碳当量Ceq≤0.42%和冷裂纹敏感指数Pcm≤0.21%。试验环境温度为20℃,不需要预热直接可以焊接;但环境温度低于0℃时,试件需要预热防止产生冷裂纹。
4 试验结果及分析
焊接接头的机械性能主要取决于焊缝金属组织、晶粒大小及焊缝金属化学成分等因素,还与试件焊前焊后热处理状态有关。
4.1 焊接接头抗拉性能分析
表7是BS700MCK2试件拉伸试验结果。从表中可以看出,试样PL1和PL2抗拉强度检测值均超过母材最低抗拉强度值,且断裂位置出现在熔合区。焊缝熔合区具有明显的化学和物理不均匀性,组织性能突变明显,是焊接接头中最薄弱的部位,对于低合金高强钢来说,问题更突出[2-3]。
试样PL3试样经过500℃加热,试样在母材处断裂,即热影响区母材,且其抗拉强度值低于母材抗拉强度最低值的95%(712MPa)。其原因是热影响区组织不均匀导致力学性能的差异。虽然试样经过500℃加热,但加热时间过长,导致热影响区组织晶粒严重长大,冷却后得到晶粒粗大的过热组织,最终导致焊接接头抗拉强度降低。
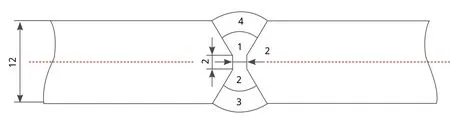
图1 试件接头形式
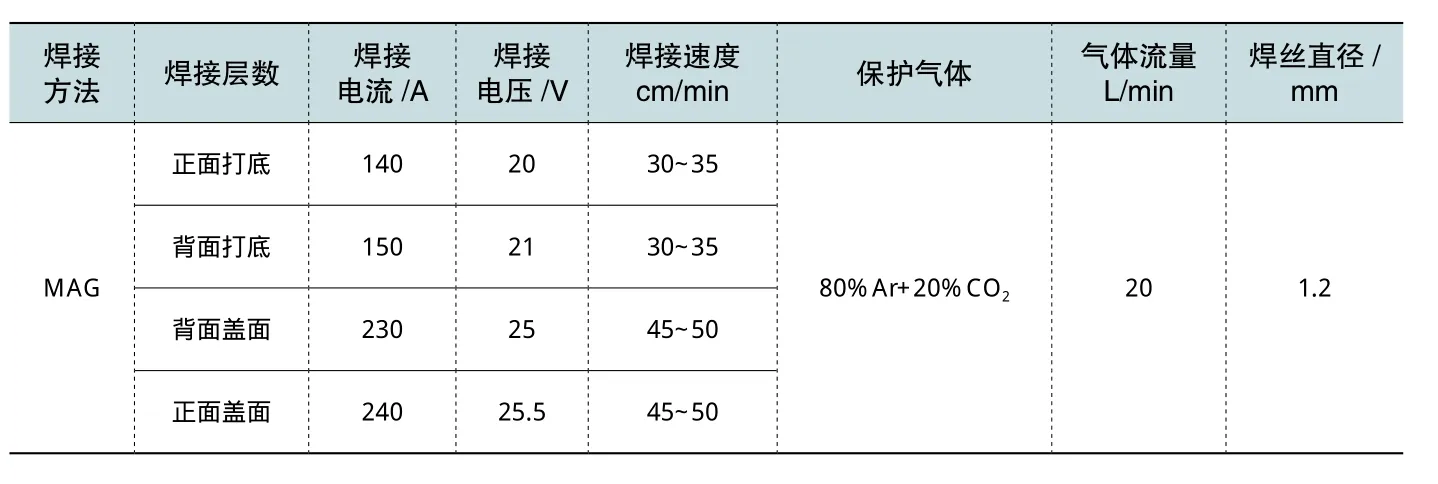
表5 BS700MCK2钢焊接参数

表6 BS700MCK2焊接工艺评定试样明细
4.2 焊接接头弯曲性能分析
表8是BS700MCK2试件弯曲试验结果。其中一个面弯试样拉伸面的焊缝区出现了7mm的裂纹,其它弯曲试样的焊缝及热影响区均未出现裂纹。
4.3 焊接接头冲击性能分析
BS700MCK2试件冲击试验结果如表9所示。焊缝金属和热影响区-20℃夏比V形缺口冲击功平均值分别为88.7J和73.3J,均超过技术指标,说明BS700MCK2试件焊接接头冲击性能较好,可以满足设计需求。但是试件热影响区的冲击韧性比焊缝金属冲击韧性低,其主要原因是低合金高强钢焊接后,其热影响区组织比较粗大,降低了热影响区的冲击韧性[4-5]。
5 结语
低合金高强钢焊接面临的主要问题是:一是防止裂纹;二是在保证高强度的同时,提高焊缝金属和热影响区的冲击韧性。因此低合金高强钢焊接时,选择和制定合适的焊接工艺及规范是十分重要的。

表7 BS700MCK2试件拉伸试验结果
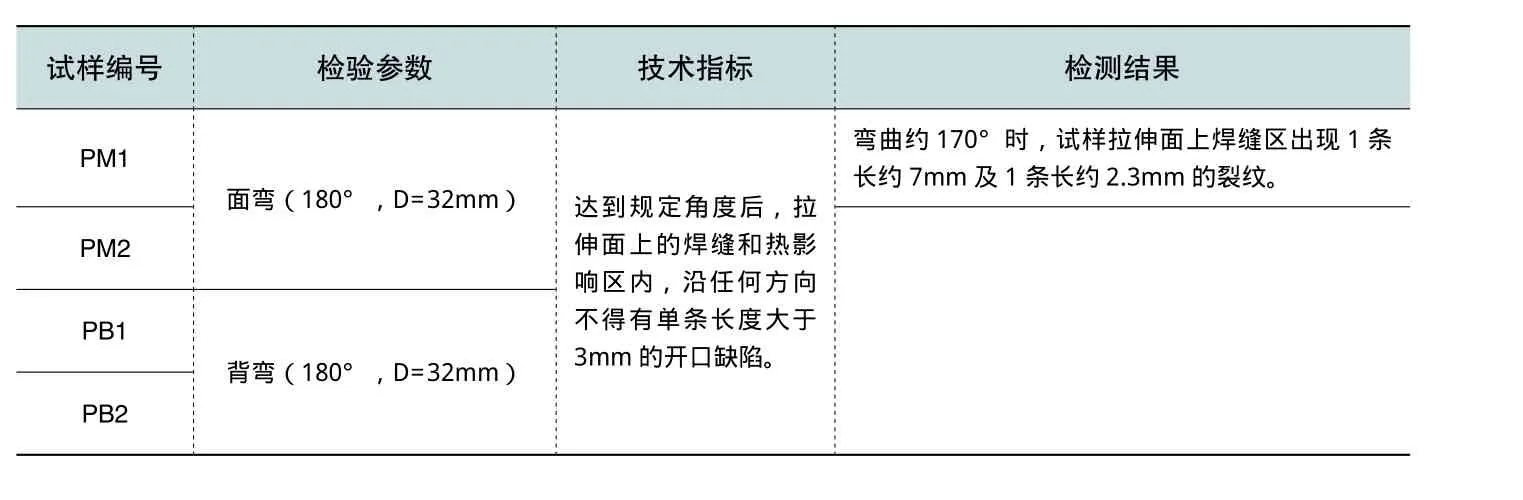
表8 BS700MCK2试件弯曲试验结果

表9 BS700MCK2试件冲击试验结果
猜你喜欢
建材发展导向(2022年20期)2022-11-03
科学技术创新(2022年31期)2022-10-27
工业建筑(2022年4期)2022-07-27
煤炭工程(2022年7期)2022-07-21
白城师范学院学报(2022年2期)2022-04-25
建材发展导向(2022年6期)2022-04-18
Plasma Science and Technology(2022年2期)2022-03-10
昆钢科技(2021年4期)2021-11-06
建材发展导向(2021年6期)2021-06-09
宇航材料工艺(2020年3期)2020-07-24
