
改装3HPT铣床立铣头加工大直径直齿圆锥齿轮
2018-06-25 08:32张勇
装备制造技术 2018年4期
张勇
(中山市技师学院,广东 中山 528400)
0 引言
直齿圆锥齿轮的齿部加工通常用展成法在普通卧式铣床上用成形伞齿刀铣削加工或插齿机、刨齿机上加工。因生产车间只配备了立式铣床,在没有卧式铣床和滚齿机,而要加工直齿圆锥齿轮直径很大,需要对立式铣床进行改造才能加工,本文主要是介绍改装3 HPT铣床立铣头加工大直径直齿圆锥齿轮,解决了在3 HPT型立式铣上无法加工大直径直齿圆锥齿轮的问题。
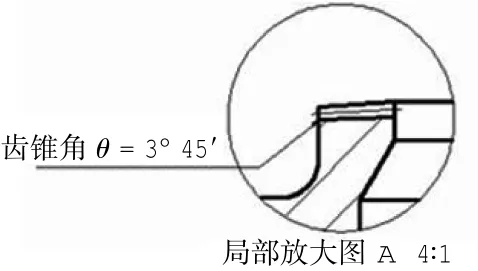
某大直径直齿圆锥齿轮,如图1所示,材质为球墨铸铁,齿数Z=369,模数m=1 mm,直齿圆锥齿轮的参数计算参考文献[1],全齿高H=2.2 mm、分度圆直径 D=379.2 mm、齿锥角 δ=3°45′.以往的直齿圆锥齿轮的加工,一般使用分度头来装夹工件,在立式铣床上用高速钢刀具进行加工。但根据该工件的特点,一方面,其齿轮的直径大,分度头无法装夹,所以按往常摆动分度头的方法不可行;另一方面,利用高速钢盘铣刀加工球墨铸铁时刀具容易磨损,增加了生产加工的成本。针对上述问题,改装普通立式铣床的铣削方式,选用回转盘装夹工件,采用YT硬质合金刀具代替高速钢盘铣刀进行加工,对零件批量生产过程中,突显效果。
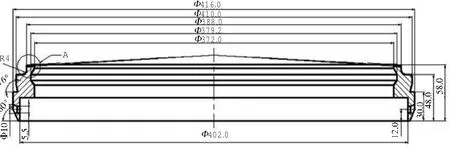
图1 零件图
(续下图)
(接上图)
1 立式铣床改进
1.1 立铣转换成具卧铣功能的装置
为了在立式铣床上实现卧式铣床的功能,使主轴的传动由立式转变成卧式,在普通立式铣床的立铣头主轴上增设了一个转换装置,转换装置的设计参考文献[2]。转换装置主要由锥柄芯轴伞齿、刀架、轴承、刀轴、螺母、螺丝、销钉、弹簧垫圈等零件组成,如图2所示。转换装置的制作简单、成本较低、可操作性强。
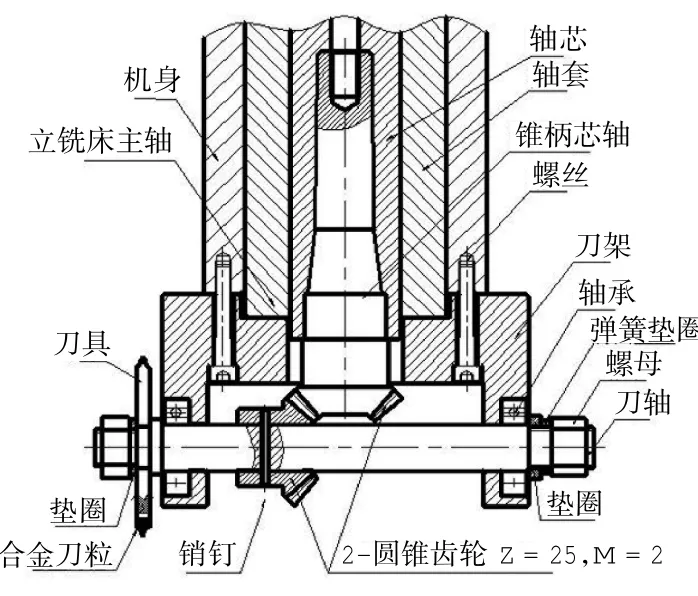
图2 传动装置简图
锥柄芯轴伞齿和刀轴上安装一个同等Z=25,M=2的直齿圆锥齿轮。通过两圆锥齿轮的垂直相交传递把立铣头主轴的转动转换成卧铣的形式,考虑到锥柄芯轴上锥齿的强度问题,于是把锥柄和锥齿设计制作为一体。根据大直径直齿铸铁圆锥齿轮的形状特点,以及3HPT型铣床机头固有的结构,同时针对工件加工质量应备有的稳定性和批量性,由此对锥柄芯轴伞齿轮、刀架、刀轴、进行精密测算及强化性工艺制作加工,成功地制作了这套配合、安装、加工、联控合理的铣削传动系统装置,如图3所示。
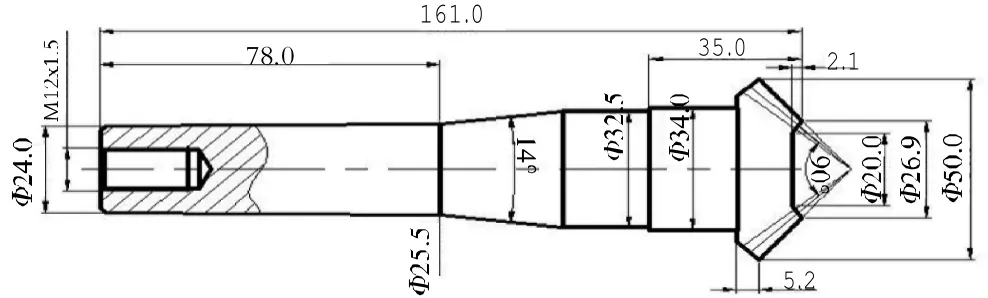
图3 锥柄芯轴简图
图4 为刀架简图。刀架是由Φ160×40 mm的圆环和两件53 mm×55 mm×20 mm支撑板组成。首先在车床上车削Φ160×40 mm的圆环和Φ90.5×10 mm的定位台阶,车削Φ50.5 mm的主轴避空位,再把两件支撑板焊接在圆环上,在镗床上用直角铁装夹,分别镗出圆环底面至轴承孔中心距为(27±0.01)mm,Φ42mm的轴承孔,最后在立铣床上加工螺丝孔的位置。
刀轴材料为45#钢,调质处理,保证两轴承安装位置和刀轴200-0.01mm位的尺寸公差及同心度。配好螺母和垫圈。在刀轴上按测量尺寸铣4×3.8 mm键槽。把刀轴安装在刀架上,确定好两锥齿啮合位置,刀轴锥齿用Φ3 mm的销钉定位。
1.2 回转盘简易分度的装置及原理
加工工件是使用传动比为1∶90的立轴式回转盘装夹加工。由于回转盘手柄位置难以安装分度盘,为了简化分度,采用挂轮分度的方法。经传动比N=90/1计算,选用Z=88、Z=20齿轮进行传动,即回转盘手柄位置安装Z=88的齿轮,在拖板上用固定板安装Z=20的齿轮,图5所示为20齿的齿轮和88齿的齿轮啮合,并配上手柄和定位销,手柄带动20齿转一圈,工件便转过一齿。
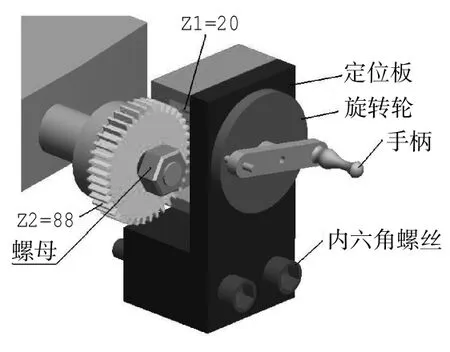
图5 回转盘简易分度
1.3 刀具改进
加工锥齿轮通常使用高速钢圆盘成型刀具,但是此批工件材料为球墨铸铁,如果使用高速钢刀具进行加工,容易磨损,加工成本提高。为此对刀具进行了改进。用Φ70 mm坯料按M=1的8号刀尺寸,车好刀坯Φ68×5 mm,孔径Φ20+0.0200mm.在铣床上用单角刀开六条齿槽,齿槽中心偏移中线2.5 mm,齿深6.5 mm,用风焊焊上合金刀粒,在工具磨床上用金刚石砂轮刃磨,圆盘外径Φ68 mm压力角20°齿厚(1.57+0.25)mm间隙,刀后角取5°.加工用的刀具如图6所示。
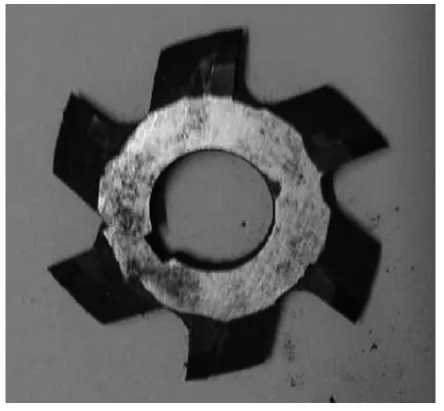
图6 刀具
2 直齿圆锥齿轮的加工
由于工件的材料是用铸铁,所以压紧力不宜过大,装夹时注意夹紧力的大小防止夹伤工件。主轴转速的选择考虑到刀具寿命和生产效率,由V=πdn/1 000,可得 n=1 000 V/πd,即 1 000 V/3.14 × 68,计算得出主轴转速n=210 r/min,机床加工参数参考文献[3]选取。第一件加工时用试切法加工,用切线痕方法对刀,刀具对准工件中心后按2.2 m进刀。为了防止齿形超差,第一、第二齿先留0.2 mm余量,用齿厚游标卡尺确定尺寸,再按所剩余量进刀加工。因为此工件切削角小,近似于直齿不需用偏移法铣削齿部大端,可以一刀成型,如图7所示。

图7 零件的加工示意图
在加工时应注意:为了防止工件齿面产生波纹、粗糙度和齿形误差超差,铣削前需检查机头主轴和刀轴径向跳动是否过大,切削时刀具对中是否正确,每转换一齿时,必须再检查转盘主轴是否紧固,加工完的零件如图8所示。
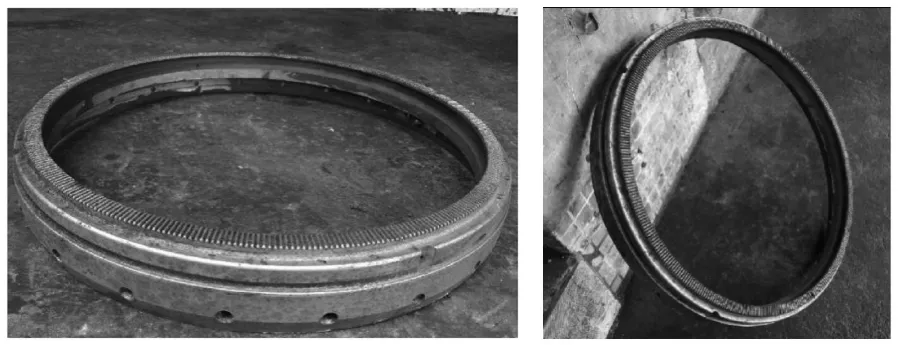
图8 实物零件
3 结束语
3HPT型立式铣主轴是垂直旋转的,通过安装自制的附件后,把3HPT型立式铣改装成卧式主轴旋转,解决了在3HPT型立式铣上无法加工大直径直齿圆锥齿轮的问题。此方法工件的装卸方便,不用重复校正,加工精度符合图纸要求。此附件实用性强,还可用来开料、加工长齿条、齿轮等工作。
[1]齿轮手册编委会.齿轮手册[M].北京:机械工业出版社,1990.
[2]吴国樑.铣工实用技术手册[M].南京:江苏科学技术出版社,2002.
[3]机械工业技师考评培训教材编审委会编.铣工技师培训教材[M].北京:机械工业出版社,2001.
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
科学技术创新(2021年22期)2021-08-16
装备维修技术(2020年5期)2020-11-20
制造技术与机床(2019年11期)2019-12-04
活力(2019年17期)2019-11-26
凿岩机械气动工具(2019年2期)2019-06-24
科技与创新(2019年3期)2019-02-19
农机使用与维修(2019年12期)2019-01-06
北京汽车(2018年4期)2018-09-08
制造技术与机床(2017年3期)2017-06-23
