
共混弹性聚合物熔喷工艺对纤维直径的影响
2018-07-19 05:19
产业用纺织品 2018年4期
3M中国有限公司,上海200233
无论在日常生活还是工业生产中,弹性材料都有广泛的应用,特别是在医疗护理、婴幼儿尿不湿等领域,如业内众所周知的DuPont公司的Lycra®弹性面料、Exxonmobil公司的Vistamaxx®弹性材料、3M公司的专利产品Coban®弹性自黏绷带及台湾全程兴业公司的弹性复合非织造布等,它们都具有优良的形变回复能力和舒适性。在众多弹性材料中,弹性复合非织造布最为常见。
弹性复合非织造布加工技术很多,如短纤成网技术、聚合物纺丝直接成网技术及弹性复合加工技术等。短纤成网技术使用含有弹性材料的纤维,通过机械梳理或气流成网等方式,加工成具有一定弹性的片状非织造布;聚合物纺丝直接成网技术利用弹性树脂,经熔融纺丝直接获得弹性复合非织造布;弹性复合加工技术则利用化学黏合的方法,将非织造布与弹力丝复合,制备出弹性回复性能优异的弹性复合非织造布。这三种加工技术中,聚合物纺丝直接成网技术是近年的研究热点,纺黏法与熔喷法是其中的两种方法,其最大区别在熔体的牵伸方式上。纺黏法中,利用冷空气牵伸丝束,使纤维取向、结晶,这与传统熔体纺丝法类似;熔喷法中,模头两侧有快速导入的热空气,当具有一定黏度的熔体离开喷丝口,热空气即快速牵伸熔体,实现纤维的瞬间细化,这是获得超细纤维最有效的一种方式,所得纤维直径细(通常在2.0~6.0 μm[1])且比表面积大,成网后网面更致密,更有利于阻隔固体颗粒物、细菌等[2]。因此,优化熔喷工艺参数,对获得理想的纤维直径,进而获得物理、力学性能及过滤阻隔性能优异的弹性复合非织造布,具有重要意义。图1所示为熔喷工艺基本流程(横喷方式)。

图1 熔喷工艺基本流程(横喷方式)
1 共混弹性聚合物性能
共混弹性聚合物(Blended Elastomer Polymer,简称“BEP”)是指由两种或两种以上的弹性材料和非弹性材料,经物理共混加工制成的综合性能优良且均匀的一种混合物。利用BEP经熔喷工艺形成的熔喷非织造布,其纤维结构和孔隙及物理力学性能等,都比较理想。
本文采用上海共诚聚合新材料科技有限公司提供的两种BEP作为试样,分别标记为BEP1、BEP2,它们的主要性能参数列于表1中。其中,熔融流动指数表征BEP熔融态的流动性能,其测试参照美国测量标准协会(ASTM)根据DuPont公司的聚合物测试方法制定的通用测试标准进行,测试原理:将BEP完全熔化成熔体,测定熔体在规定时间(通常为10 min)、特定的温度和压力条件下,经过直径为2.095 mm 圆管而流出的质量。熔融流动指数越大,表明BEP熔化后流动性能越好,即熔体黏度越小,熔喷可加工性越优,反之则相反。BEP1和BEP2的共混机理相似,后者是前者的改善型(BEP2中的弹性组分较BEP1多),故在表观形态上,BEP2更像弹性材料,BEP1近似非弹性材料。
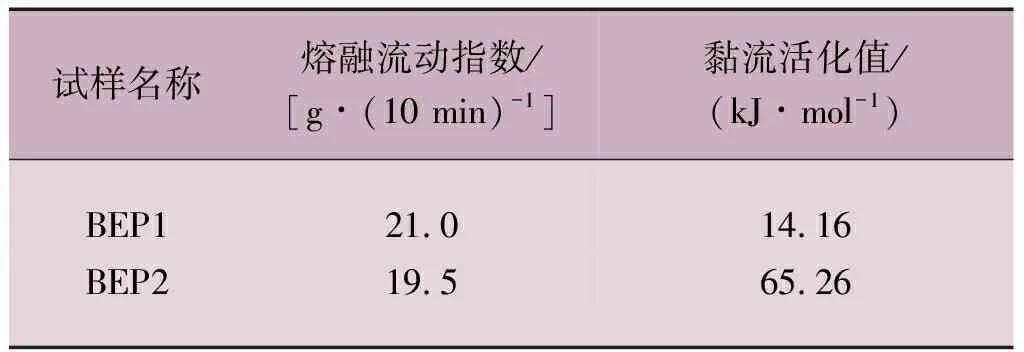
表1 试样主要性能参数
熔喷工艺对纤维直径的影响很大,纤维直径越小则表明熔喷工艺的细纤维加工能力越强。因此,在实际生产中,优化熔喷工艺参数可获得所需的纤维直径。本文选取熔喷工艺中最重要的三项工艺参数(热空气温度、热空气压力及接收距离)为研究对象,其中接收距离指的是熔体牵伸过程中喷丝口到接收装置之间的直线距离。这三项工艺参数分别决定着聚合物熔体的流动性能、热空气的牵伸速度及成网的收集条件。本文通过研究这三项工艺参数,探讨BEP熔喷工艺与纤维直径的关系,以期用于指导实际生产。
为方便表述,将由BEP1、BEP2经熔喷工艺制得的纤维分别称为BEP1纤维、BEP2纤维。
2 熔喷工艺对纤维直径的影响
2.1 热空气温度
图2所示为在保持一定挤出量、热空气温度及热空气压力的条件下,热空气温度对纤维直径的影响。
从图2可以看出:
BEP1纤维直径和BEP2纤维直径都随着热空气温度上升而迅速减小,即热空气温度高则纤维直径小。在同一热空气温度下,BEP2纤维明显粗于BEP1纤维,原因在于BEP2中含有更多的弹性组分,其熔体黏流活化值高于BEP1,这导致熔喷加工中BPE2需要吸收更多热能剪切熔体,从而获得更小直径的纤维。

(a) 实测值

(b) 线性拟合

(c) 曲线拟合
BEP1纤维、BEP2纤维电镜照片分别如图3和图4所示,前者放大1 000倍,后者放大600倍,可以看出:
两种纤维直径差异非常明显,且都随着热空气温度上升而减小,其中BEP1纤维直径的减小程度更明显。

(b) 热空气温度330 ℃

(a) 热空气温度310 ℃

(b) 热空气温度340 ℃
2.2 热空气压力
熔喷机理在于热空气快速牵伸熔体,实现纤维直径的瞬间细化。热空气压力可以间接表征热空气的牵伸速度,热空气压力越大,则牵伸速度越快,越利于纤维的瞬间细化[3]。图5揭示了在保持一定挤出量、热空气温度及热空气压力的条件下,热空气压力对纤维直径的影响。

图5 热空气压力与纤维直径
从图5可以看出:
随着热空气压力的提高,纤维直径迅速减小。当热空气压力从0.19 MPa增加到0.30 MPa时,BEP1纤维直径从9.8 μm下降至7.2 μm;当热空气压力从0.39 MPa增加到0.50 MPa时,BEP2纤维直径从12.2 μm下降至8.7 μm。究其原因,主要是BEP1熔体黏度低于BEP2熔体黏度,BEP1熔体更易被热空气牵伸。
2.3 接收距离
熔体在接收距离这一区域内完成拉伸、取向及自身黏合,形成纤网。图6所示为在保持一定挤出量、热空气温度及热空气压力的条件下,接收距离对纤维直径的影响。

图6 接收距离与纤维直径
从图6可以看出:
接收距离对纤维直径的影响很有限[4]。BEP1纤维直径在15~25 cm的接收距离内基本没有变化;BEP2纤维直径在20~35 cm的接收距离内也趋于稳定,仅有细微变化。因此,总体而言,两种纤维直径随接收距离改变均无明显变化。但接收距离不同会导致纤网蓬松度发生变化,因为接收距离短,熔体容易黏合在一起,形成的纤网致密,反之纤网蓬松。
3 纤维直径分布
为更好地表征BEP1纤维直径和BEP2纤维直径在一定条件下的变化情况,在保持一定挤出量、热空气温度为320 ℃、热空气压力为0.40 MPa、接收距离为20 cm的条件下,根据纤维电镜照片测量纤维直径,并绘制纤维直径分布图(图7),图中曲线为四点傅立叶转变平滑拟合曲线。
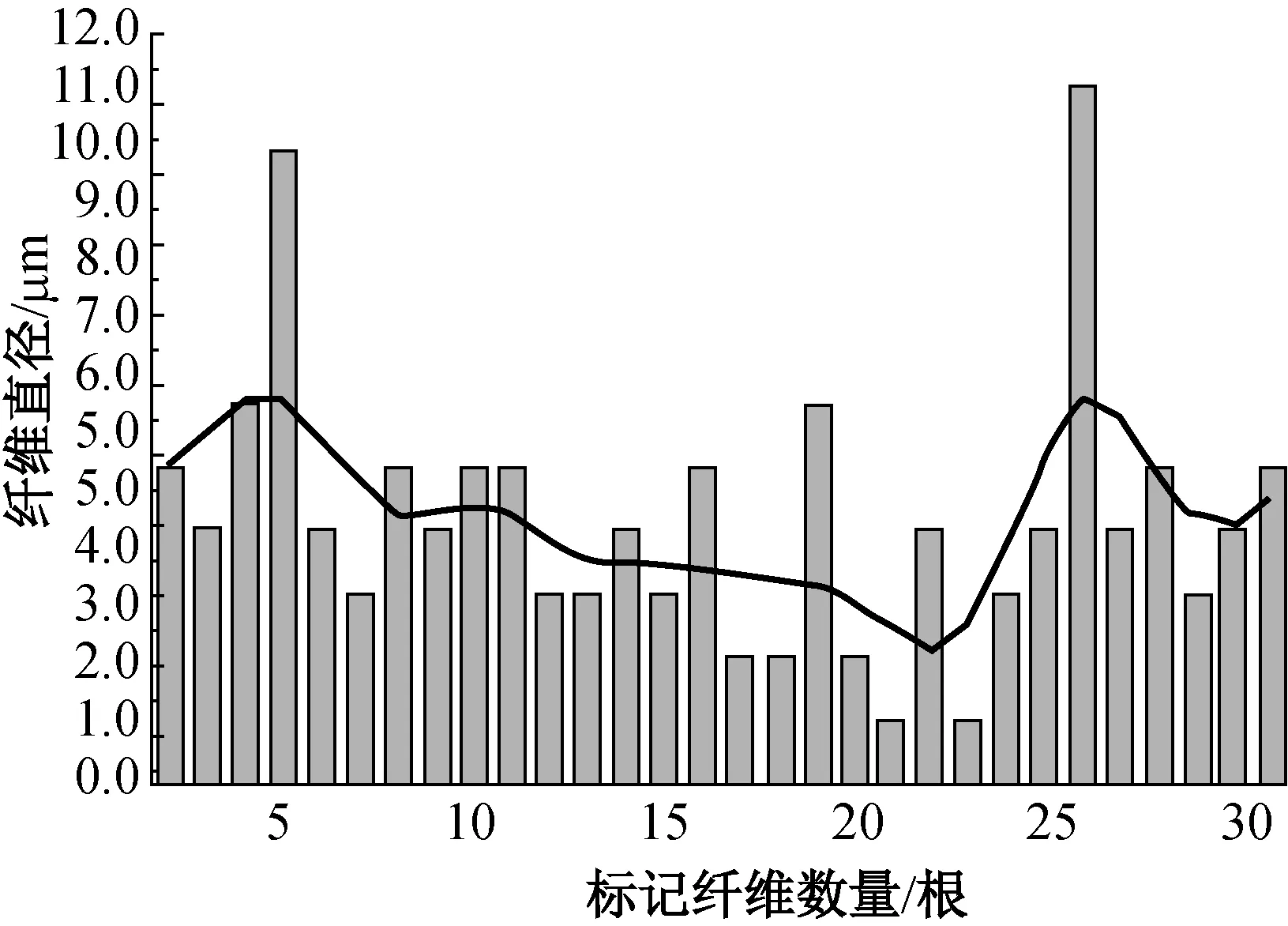
(a) BEP1纤维

(b) BEP2纤维
由图7可知:
(1) BEP1纤维直径较均匀,其四点傅立叶转变平滑纤维直径拟合曲线基本维持在5.0 μm左右。大多数纤维的直径在2.0~6.0 μm,直径超过6.0 μm的纤维只有2根,直径小于2.0 μm的纤维也较少。因此,BEP1熔喷工艺性能优异,所得BEP1熔喷非织造布表面更细腻、更致密。
(2) 相较于BEP1纤维,BEP2纤维直径波动较大,表现为纤维直径大且直径偏差大(CV值在50%以上)。BEP2纤维直径的四点傅立叶转变平滑拟合曲线在15.0 μm左右,且直径大于和小于15.0 μm的纤维数量较多,其熔喷非织造布表面均匀性较差。究其原因,主要与BEP2中含有的弹性组分较多及分散均匀性差有关。
4 结论
在保持一定挤出量的条件下,对BEP熔喷工艺中最重要的三个工艺参数(热空气温度、热空气压力、接收距离)对纤维直径的影响进行研究,发现:
(1) 热空气温度对纤维直径的影响较大,提高热空气温度有利于得到直径更小的纤维。
(2) 热空气压力对纤维直径的影响显著,随着热空气压力提高,纤维直径迅速减小。
(3) 接收距离对纤维直径的影响不大,改变接收距离不能使纤维直径减小,但可以改变纤网蓬松度。
猜你喜欢
纺织科学研究(2021年9期)2021-10-14
纺织科学研究(2021年1期)2021-03-19
城市道桥与防洪(2019年5期)2019-06-26
国际纺织导报(2019年3期)2019-06-06
产业用纺织品(2018年6期)2018-09-28
消费导刊(2018年10期)2018-08-20
伙伴(2018年2期)2018-05-14
食品工业科技(2017年21期)2017-11-21
家庭影院技术(2017年8期)2017-10-13
中国果业信息(2016年2期)2016-01-29
