超临界二氧化碳制备热塑性聚氨酯弹性体发泡材料的发泡机理和性能研究
2018-07-28 07:50单体坤马文良
橡胶工业 2018年5期
单体坤,马文良,秦 柳,杨 涛
(1.青岛科技大学 机电工程学院,山东 青岛 266061;2.宁波格林美孚新材料科技有限公司,浙江 宁波 315300;3.湖北民族学院,湖北 恩施 445000)
聚合物微孔发泡材料是指泡孔直径为1~10 μm、泡孔密度为109~1012个·cm-3的新型材料[1]。其中热塑性聚氨酯弹性体(TPU)发泡材料(E-TPU)具有密度小、回弹性好、耐磨、耐黄变、低温柔韧性好等特点,可用于鞋材、缓冲垫片、包装运输、汽车内饰与实心轮胎等领域。在鞋材领域,阿迪达斯公司将德国巴斯夫公司研发的E-TPU用于鞋底,使跑步鞋取得革命性的进步,引起我国鞋材市场的轰动,E-TPU的研发与应用也受到极大关注。
本工作通过间歇式泄压升温,用超临界二氧化碳发泡E-TPU,使二氧化碳渗透到TPU内部并达到过饱和状态,再快速泄压,在材料内部形成气泡核,然后迅速升温使气泡核长大并定型,制得E-TPU。该过程经历了聚合物-气体均相体系的形成、气泡核的形成、气泡核的长大与气泡的定型4个阶段。泄压速率与发泡温度是微孔发泡的两个重要参数,泄压速率影响气泡成核的速率与数量,发泡温度影响材料的强度,从而影响发泡过程中气泡的长大、合并与塌陷[2]。
本工作研究TPU的发泡机理,并研究泄压速率和发泡温度对E-TPU性能的影响,为高性能E-TPU制品的研发提供指导。
1 TPU发泡机理
1.1 气泡核的形成
根据热点成核机理[3],当聚合物-气体均相体系的压强迅速降为常压时,TPU中会出现大量过饱和二氧化碳,这些二氧化碳极不稳定,易从TPU中析出。随着温度急剧升高,TPU的粘度和表面张力降低,二氧化碳在TPU中的溶解度降低,使其容易与TPU相分离,此时二氧化碳在TPU中形成分离相,即气泡核。此过程必须具备过饱和二氧化碳和成核点两个条件,成核过程就是过饱和二氧化碳向成核点聚集,当聚集的气体分子能量能够克服相变过程的自由能时才能形成气泡核。
根据经典成核理论[4],假设在均相成核过程中气泡为规则圆球形,气泡成核前后的吉布斯自由能变化(ΔG)可由下式计算:

式中,Vb为气泡核的体积,Δp为气泡核的内外压力差,Abp为气泡的表面积,σbp为聚合物与气泡界面的表面张力,r为气泡核的半径。
对式(1)微分,可得到气泡核临界半径(r*):

将式(2)带入式(1),得到临界自由能(ΔG*):

式(1)中第1项的绝对值为体积自由能,第2项为界面能。体积自由能是气泡膨胀长大的动力,而气泡的膨胀必须克服界面能。由式(1)得知,气泡成核初期界面能大于体积自由能,随着r增大,ΔG先增大后减小。当r达到r*时,体积自由能与界面能相等;当r大于r*时,体积自由能大于界面能,气泡开始长大,ΔG减小。
从式(3)可知,当界面能减小或饱和压力差增大时,ΔG*减小,有利于提高气泡的成核速率和成核数量。因此泄压速率越大,越有利于制备泡孔致密、均匀的发泡材料。
1.2 气泡核的长大
气泡核的长大过程较为复杂,初期A.I.Leonov[5]提出了单个气泡的海-岛模型,后来M.Amon等[6]在此基础上提出细胞模型,真实地反映了气泡的膨胀过程和气泡之间的相互作用。
气泡核的长大紧随气泡核的形成,二者是一个连续过程,很难分开。一方面气泡核的长大是由于迅速升温致使TPU中二氧化碳的溶解度进一步降低并不断向气泡核扩散,TPU中产生二氧化碳浓度梯度促进二氧化碳的扩散,从而导致气泡核的长大。另一方面,聚氨酯(PU)是一种嵌段聚合物,由长链段与短链段原料聚合而成,一般软段由长链二元醇构成,硬段由多异氰酸酯和扩链剂构成,软段和硬段种类影响PU的硬度和强度等性能。氢键多存在于硬段中,起物理交联作用,使PU具有较高的强度和较好的耐磨性能。氢键越多,分子间作用力越强,PU的强度越高。与分子间化学键的作用力相比,氢键是一种物理作用力,在较高温度下,链段接受能量而活动,氢键消失。因此在气泡生长过程中,升高发泡温度会使氢键消失,使TPU强度降低,有利于气泡核的长大。
1.3 气泡的定型
气泡膨胀到一定程度,如果不阻止其继续长大会导致泡孔破裂,使发泡材料密度减小、表面变瘪。为防止气泡过度膨胀导致破裂,一方面可以提高聚合物的粘度,使气泡壁有足够大的强度;另一方面还可以进行冷却定型,使气泡壁迅速固化,在二氧化碳还未全部从薄壁逸出时就固定成型,从而减小发泡材料的收缩,制得低密度的发泡材料[7-10]。
2 实验
2.1 主要原材料
TPU发泡原料(密度为1.13 Mg·m-3,邵尔A型硬度为80度),德国巴斯夫公司产品。
2.2 主要设备与仪器
HL-5 L/30 MPa型超临界二氧化碳加压反应装置,杭州华黎泵业有限公司产品;超高温蒸汽发生器和水蒸气发泡设备,宁波格林美孚新材料科技有限公司产品;DH-300型密度计,东莞市宏拓仪器有限公司产品;S4700型扫描电子显微镜(SEM),日本日立公司产品。
2.3 E-TPU的制备
将TPU发泡原料放入高压反应釜中,用增压泵将二氧化碳打入反应釜中,使压强与温度达到设定值,保压4 h,然后快速泄压,将压强降至常压。将保压的TPU原料迅速放入发泡设备中加热发泡并冷却定型,制得E-TPU。工艺流程如图1所示。
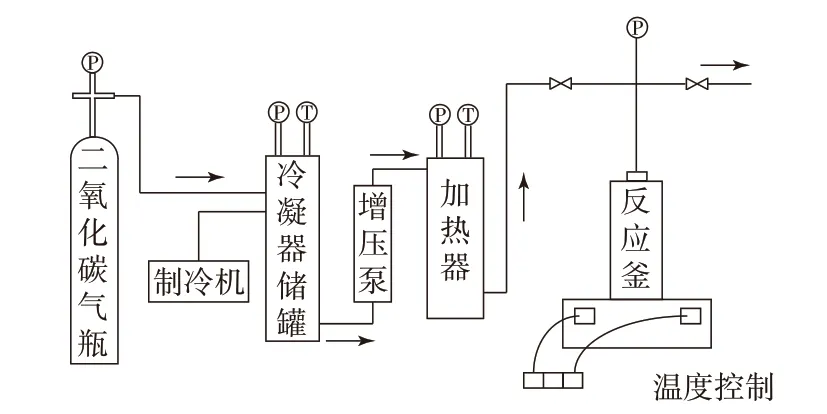
图1 E-TPU制备工艺流程
3 结果与讨论
3.1 泄压速率对泡孔密度的影响
泄压速率对E-TPU泡孔密度的影响如图2所示。从图2可以看出,随着泄压速率增大,E-TPU的泡孔密度增大,气泡成核数量亦增大。
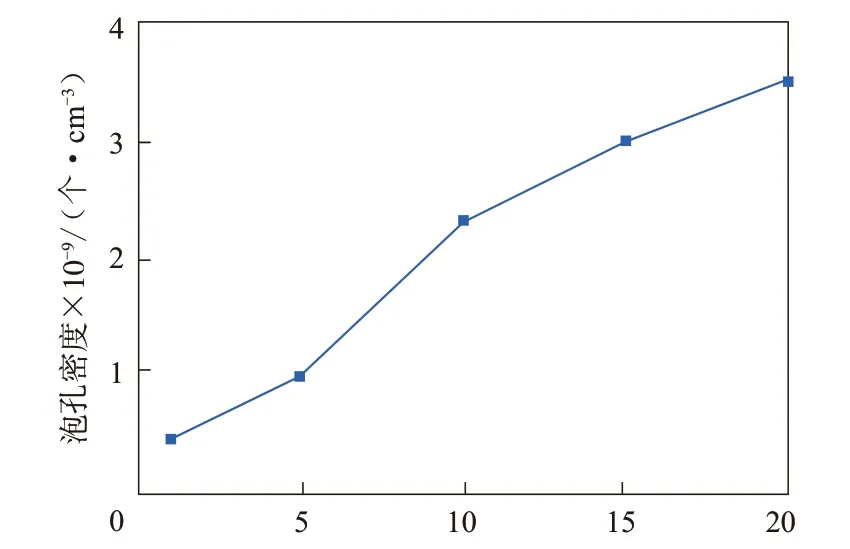
图2 泄压速率对E-TPU泡孔密度的影响
不同泄压速率下制备的E-TPU的SEM照片如图3所示。从图3可以看出:泄压速率为1 MPa·min-1的E-TPU内部泡孔稀疏、体积大、数量小;泄压速率为20 MPa·min-1的E-TPU内部泡孔致密、均匀、体积小、数量大。这说明泄压速率越小,气泡核越稀疏;泄压速率越大,气泡核越致密。当致密的气泡核长大时,气泡间相互挤压会使气泡核长大受限,从而得到小而致密的泡孔;当稀疏的气泡核长大时,由于气泡核间的距离较远,会产生大而少的泡孔。气泡核的长大示意如图4所示。

图3 不同泄压速率下E-TPU的SEM照片
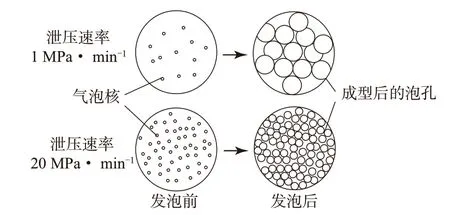
图4 气泡核的长大示意
3.2 发泡温度对E-TPU密度的影响
发泡温度对E-TPU密度的影响见图5。
从图5可以看出:随发泡温度升高,E-TPU密度先减小后增大,在130 ℃左右密度最小;随着发泡温度升高,气泡核不断膨胀长大,E-TPU密度减小;当达到一定发泡温度再继续升温时,气泡出现破裂、合并、塌陷等现象,材料表面变瘪,从而使E-TPU密度增大。当发泡温度为80 ℃时,E-TPU颗粒较硬且小,这是因为发泡温度不够高,气泡缺乏膨胀动力,且TPU强度较大,气泡膨胀的阻力较大,内部气泡未完全膨胀起来。当发泡温度为130 ℃左右时,E-TPU颗粒饱满光亮、富有弹性且密度小,发泡性能最好。当发泡温度为140 ℃时,E-TPU颗粒由于过度膨胀而表面炸裂,弹性变弱,定型后表面皱缩。
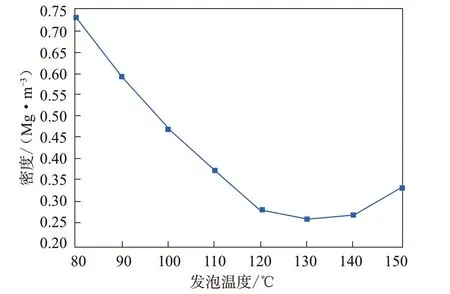
图5 发泡温度对E-TPU密度的影响
4 结论
(1)分析发泡机理可知,泄压速率和发泡温度是影响E-TPU发泡性能的两个重要因素。
(2)泄压速率增大有利于提高气泡成核速率和成核数量,易于制备泡孔致密、均匀的E-TPU。
(3)发泡温度升高使气泡易膨胀长大,E-TPU密度减小;但发泡温度过高,会引起气泡破裂和塌陷并导致E-TPU密度增大。当发泡温度为130 ℃左右时,E-TPU密度最小,发泡性能最好。
猜你喜欢
沈阳工业大学学报(2022年5期)2022-10-06
中国塑料(2022年5期)2022-06-09
包装工程(2022年1期)2022-01-26
波谱学杂志(2021年3期)2021-09-07
新潮电子(2021年7期)2021-08-14
建材发展导向(2021年13期)2021-07-28
科教导刊·电子版(2021年6期)2021-05-06
——以高中化学“氢键”的教学为例
教学月刊(中学版)(2020年13期)2020-12-29
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02
天津师范大学学报(自然科学版)(2016年4期)2016-12-14