
冷轧轧机动态变规格控制及应用研究
2018-08-05 04:01吴雄杰
世界有色金属 2018年10期
吴雄杰
(湖南华菱涟源钢铁有限公司冷轧板厂,湖南 娄底 417009)
动态变规格(英文:flying gauge change,简称FGC,)是为了解决焊缝前后两卷钢的热轧来料卷不同的宽度、厚度、屈服强度等工艺参数变化所采取的不停机连续轧制模式,是全连续冷连轧或酸洗—轧机连轧机组所特有的功能,是冷连轧机实现全连续轧制的核心技术;在焊缝进入机架之前,必须确定楔形开始的确切位置及楔形过渡段的主要参数,制定动态变规格时每个机架的厚度、速度、张力等参数的调整设定值,当焊缝到每一个机架时,每一个机架按相应的计算值调整该机架的辊缝、速度、张力等,并同时对上游机架与下游机架进行级联调整,以保证前后机架辊缝与辊速同步,直到所有机架执行完毕,即完成一次FGC动态变规格,机架内不同规格的带钢完成一次不停机自动切换。
1 动态变规格的逆流调节过程(图1)
当变规格点到达i机架时,一方面要对Ci机架的辊缝进行调节以适应本机架出口B材(带头新材)的厚度要求,另一方面要对本机架的速度进行调节以保持Ci与Ci+1机架间的张力稳定,同时在Ci机架FGC时,通过辊缝值计算直接对前一机架Ci-1的辊缝(张力调节由于本冷轧采用动态变规格辊缝调节量一次性地从二级机下发到一级机执行,调节量比较大,速度调节张力能力有限,张力调节主要采用调节能力大的辊缝调节方式,当然速度调节也起作用)进行调节,以维持Ci与Ci-1机架间张力稳定,另一方面通过张力控制要调节Ci-1机架到C1机架的速度,以保持C1机架到Ci-1机架间的张力维持稳定,Ci机架之后的机架轧制不受影响,维护原来的A材(老材带尾)正常轧制。
具体地说,第一机架C1比较特殊,因为前面没有机架可调,当变规格调节C1机架辊缝时,只能调节自己本身C1机架的速度,以维持C1-C2间张力稳定,也即当变规格点进入C1机架时,变更C1的辊缝满足B材的厚度,同时调节C1的速度以维持C1-C2间张力不变(A材张力设定值),同时C2-C5间各机架轧制过程不受到干扰,保持A材能够继续维持稳定轧制使其尾部质量得到保证。
当变规格点进入C2时,对C2辊缝按B材规范设定,通过辊缝值计算直接对前一机架C1的辊缝进行调节,以维持C2与C1机架间张力稳定,C2机架之后的机架轧制不受影响,维护原来的A材正常轧制。当变规格点进入C3时,一方面要对C3机架的辊缝进行调节,同时在C3机架FGC时,通过辊缝值计算直接对前一机架C2的辊缝进行调节,以维持C3与C2机架间张力稳定,另一方面通过张力控制要调节C3机架到C1机架的速度,以保持C1机架到C3机架间的张力维持稳定,C3机架之后的机架轧制不受影响,维护原来的A材正常轧制,以后机架依此类推[1]。
2 动态变规格时的控制规律
2.1 厚度控制规律
由于动态变规格时自动厚度控制是不参与控制的,在动态变规格期间辊缝调节由动态变规格所控制,辊缝调节完全由二级机根据动态变规格前后二个品规的计算值一次性地下发一级机执行。
2.2 速度控制规律
动态变规格的速度控制比厚度控制困难很多,因为速度控制规律既要能使A材速度设定值过渡到B材该机架的速度设定值,又要在变动设定值过程中照顾到张力的动态变化。所谓张力的动态变化既包括了A材和B材张力设定值的不同,又包括了由于速度变化不当所造成的不应有的张力波动,动态变规格的成败很大程度上决定于是否张力波动太大而造成断带,只有在不断带的条件下才能进一步考核楔形区两侧(A材带尾及B材带头)的厚度之差是否超过精度范围以及超差的带材长度。
动态变规格时张力设定值的变动是通过速度控制来实现的,因此当楔形区处于Ci及Ci+1机架时,Ci+1机架到C5机架轧制的为A材,并通过Ci机架的调速保证Ci机架到Ci+1机架间张力依然为A材的设定值,轧制过程中处于稳定状态(逆流调节不对下流机架调整),所以Ci+1机架到C5机架间张力的闭环控制还是应该用于控制下一机架的压下。而C1到Ci机架则由于要不断的调速,通过速度来建立B材所需的张力,因此张力闭环控制应该用于上一机架的速度,否则在张力建立过程中,一旦张力有所波动将会影响到下一机架的出口速度,使B材头部有相当一段带钢厚度超差。当楔形区通过C5,而5个机架全部轧制B材并且张力已建立之后,再将张力闭环控制切换为下一机架压下控制[2]。

图1 逆流调节示意图
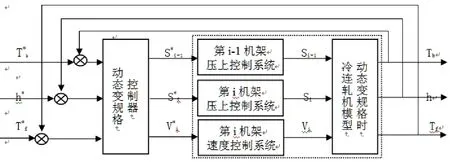
图2 第i机架变规格时控制系统结构图
3 动态变规格的控制结构图(图2)
在逆流调节方式下,当第i机架开始变规格时,为了不影响下游机架的稳定轧制状态,保证前带钢尾部的产品质量,需要保持该机架的前张力稳定不变。,同时为了保证后带钢头部厚度精度,需要保证该机架的后张力变化为新规格设定值,同时要调节本机架的出口厚度使之过渡到新的设定值。各个机架在变规格时,如果能将其出口厚度和前后张力三个量控制好,就能够获得满意的变规格过程。出口厚度的控制可通过调节变规格机架的辊缝来实现,前张力通过调节本机架的速度来进行控制,后张力通过调节前一机架的辊缝来控制。因此前张力的控制变量应该用本机架的轧辊速度,而后张力的调节变量用的是上一机架的辊缝。
4 动态变规格时的速度、张力、辊缝等各参数的关系
动态变规格轧制(FGC)时,机组内存在两种规格及二者间楔形区,楔形区从一个机架一个机架的前移,而各机架亦随着变规格点(楔形过渡区的起始点)的到达进行辊缝和速度的调节,并改变张力设定值。
当从第一个轧制规格动态切换到第二个轧制规格时,厚度变化点(通常是焊点)到达1#机架,1#机架的辊缝位置根据前后二个规格二级机所计算的给定值进行相应的调整,以便获得与第二个轧制规格一致的带钢厚度;同时,1#机架的轧制速度也要相应调整,以保证1#、2#机架之间的带钢张力稳定。然后,当厚度变化点来到2#机架,2#机架的辊缝位置和机架速度按1#机架同样的方式调整。为了将1#、2#机架间的带钢张力变成与第二个轧制规格对应的带钢张力,1#机架的辊缝位置和机架速度,也要进行相应的调整;同样,当厚度变化点来到3#机架,3#机架的辊缝位置和速度也要相应调整,2#机架的辊缝位置和速度也相应调整;随着2#机架速度变化,为了保持1#、2#机架间带钢张力稳定,1#机架速度将连续调整,下面的机架按同样的方式进行控制[3]。
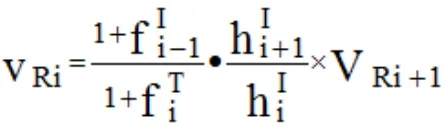
各机架速度、厚度、前滑三者之间的关系如下:
i-2机架FGC瞬时状态:
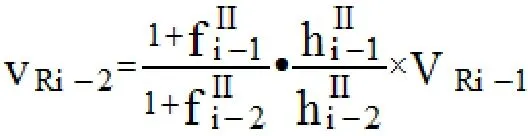
i-1机架FGC瞬时状态:

i机架FGC瞬时状态:
5 动态变规格控制应用改进
5.1 动态变规格控制应用改进缘由
(1)来料厚度的波动。由于热轧头尾控制精度一般情况下要差很多,从而导致冷轧来料的头尾时厚时薄,本来动态变规格时辊缝控制就是二级机根据前后二种规格给的计算值,与实际情况的偏差就大,从而导致动态变规格时厚度控制效果就更差,钢卷带头厚度超差长度很长。
(2)厚度变化点即焊点跟踪不准。由于轧机入口前用于焊点跟踪计算用的6#张力辊辊径变化或6#张力辊带钢打滑、轧机本身辊子打滑等原因引起的焊点到每一个机架的时间不准,某一轧机本来应该是前一钢卷的实际厚度的,却变成了后一钢卷的实际厚度,或者本来应该是后一钢卷的实际厚度的,却变成了前一钢卷的实际厚度(实际跟踪曲线显示这样的几率非常高),动态变规格的厚度控制效果很差,动态变规格完成时厚度超差很大,使动态变规格之后自动厚度控制调节辊缝的时间很长,从而导致钢卷带头厚度超差非常长。
5.2 动态变规格控制改进措施
以1#机架出口测厚仪测量厚度为基准值,在动态变规格时对1#机架后的每一个机架按对应机架的轧机模数、延伸率等参数相关的函数关系增加一个补偿量,在对应的机架动态变规格时,此补偿量参与机架本身的辊缝控制,为了保持前后机架一致,也象正常的动态变规格控制一样,此补偿量根据前一机架的轧机模数、延伸率等参数相关的函数关系给前一机架相应的补偿量,来控制前一机架的辊缝,以此达到动态变规格时每一机架都减小厚度偏差,缩短整个动态变规格的厚度超差长度的目的。
具体的参数涉及核心技术机密,在此不列出。
5.3 动态变规格控制改进效果
(1)跟踪曲线显示效果。跟踪曲线显示:在每一机架动态变规格时,所增加的对应补偿量有明显的控制量输出,对辊缝有明显的调节作用,相应机架出口的厚度超差长度明显缩短。
(2)从动态变规格超差长度上传率看效果:本公司质量全流程跟踪系统有本酸轧线的动态变规格超差长度上传率数据,此数据的计算依据如下:一级机在对应品规(二级机查表下发)的厚度偏差范围内连续100点(PLC采样周期20ms一个点,按轧机分卷速度120m/min计算,100点大约4米长)满足厚度要求,即认为此前的累计长度为厚度超差长度,此长度加一些修正值之后通过二、三级机上传本公司质量全流程跟踪系统即为本酸轧线的动态变规格超差长度数据,统计时以此数据除以总的动态变规格次数即得到动态变规格超差长度上传率,上传率在此动态变规格控制改进程序投入前后分别为8.35%、6.18%(三个月数据对比),降低了2.17%,有非常明显的改善,大大提高了成材率。
猜你喜欢
铝加工(2022年3期)2022-11-24
山东冶金(2022年1期)2022-04-19
一重技术(2021年5期)2022-01-18
湖北农机化(2021年7期)2021-12-07
新疆钢铁(2021年1期)2021-10-14
科技风(2018年35期)2018-05-14
重型机械(2017年3期)2017-07-19
建筑建材装饰(2017年8期)2017-07-06
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17
