
BHW35钢用埋弧焊焊丝优化研究
2018-08-07 11:14唐国军
机械 2018年7期
唐国军
BHW35钢用埋弧焊焊丝优化研究
唐国军
(东方电气集团 东方锅炉股份有限公司,四川 自贡 643001)
BHW35钢作为优质的厚壁容器材料被广泛使用,其进行埋弧焊焊接时通常采用H10Mn2NiMoA焊丝,但采用该焊丝进行双丝埋弧焊时有较为明显的再热裂纹倾向。通过理论分析及统计前期试验数据,认为再热裂纹率较高的原因与使用的焊丝熔敷金属强度过高有关,有必要对现用的焊丝成分进行优化。用H08Mn2MoA焊丝进行了焊接工艺试验,并检测了接头的熔敷金属化学成分、常温及中温抗拉强度及冲击韧性。通过对H08Mn2MoA焊丝熔敷金属相关试验数据与BHW35材料性能指标的对比分析,得出了合理的焊丝优化方案。
BHW35钢;埋弧焊;再热裂纹;焊丝
德国钢号BHW35与国产材料13MnNiMo54相当,其合金元素设计合理,组织稳定,具有良好的综合力学性能,包括中温力学性能及工艺性能,在厚壁中温压力容器、电站锅炉汽包等大型容器制造中被广泛采用[1],其合金成分如表1所示,机械性能为:屈服强度σ≥375 MPa,抗拉强度σ为570~740 MPa,延伸率5≥18%,冲击韧性≥39 J。
该材料通常在正火加高温回火态使用,其正火态组织为B+F,高温回火后组织为B回+F,因此也被称为低合金贝氏体高强钢[2]。
东方锅炉股份有限公司制造的电站锅炉汽包很大部分都采用BHW35材料,厚度在95~145 mm不等,已开发出成熟的焊接工艺。对厚壁容器的纵环缝,一般采用单丝窄间隙埋弧焊焊接,焊接材料普遍采用H10Mn2NiMoA焊丝配SJ101焊剂。采用该焊接材料的埋弧焊焊接接头力学性能满足标准要求,但从长期的工艺试验数据及产品焊接试板破坏性试验数据总结发现,采用该焊材的焊缝强度普遍比母材强度明显偏高。对接头无损检验结果进行统计,发现总体焊接质量良好,无损探伤合格率高,偶有裂纹缺陷出现,但几率很低。用同样的焊接材料、在采用焊接效率更高、焊接速度明显增加,线能量更小的双丝埋弧焊工艺时,发现再热裂纹率明显增加。

表1 BHW35化学成分
再热裂纹倾向受多种因素影响,资料显示,高强度低合金钢焊缝的再热裂纹与焊缝金属强度和母材强度不均有关系,焊缝熔敷金属强度越高于母材,则熔合区产生再热裂纹的概率越大[3]。该结论与生产及试验数据相符合,特别是在采用双丝埋弧焊时,由于焊速较快,焊缝冷却速度增加[4],熔敷金属组织强度增加,焊缝强度比母材强度更高,再热裂纹率明显增加。
基于该理论,为降低BHW35材料双丝埋弧焊焊接接头再热裂纹率,有必要采用熔敷金属强度与母材相当或偏低、比目前普遍在用的H10Mn2NiMoA焊丝熔敷金属强度低的焊接材料,进行BHW35材料的埋弧焊焊接工艺性研究,优化现有的焊接材料,提高焊接接头质量。
1 优化方案设定
BHW35的抗拉强度标准要求为570~740 MPa,根据公司大量批次的验收数据,其实际强度多稳定在670 MPa左右。H10Mn2NiMoA焊丝与SJ101焊剂搭配焊接的熔敷金属,根据试验数据,其抗拉强度经常超过母材强度的上限,达到770 MPa左右,有时甚至焊缝屈服强度都达到700 MPa左右,比母材抗拉强度还高。
焊后消应力热处理是一个焊接残余应力释放的过程,在焊后热处理温度下,接头通过蠕变最终消除焊接残余应力[5]。如果焊缝强度比母材明显偏高,则蠕变变形会不均且主要产生在接头热影响区,导致热影响区及母材的蠕变变形量偏大,而在接头最薄弱的熔合线粗晶区,当这种蠕变变形超过该处塑性变形量时就会产生再热裂纹[6]。
初步设计的优化方案为在H10Mn2NiMoA基础上适当减低C、Si含量,其他成分基本不变,优化后的成分除Ni外其他与H08Mn2MoA相当,所以也可说是在H08Mn2MoA的基础上增加Ni含量。焊丝的优化必然要通过一系列试验来验证其性能是否符合预期,如不符合预期则要通过试验进一步调整其成分。由于优化后的焊丝不是标准牌号焊丝,小批量采购困难,周期长,因此考虑用H08Mn2MoA的焊丝配BHW35母材先进行焊接性试验,考察在没有Ni元素强化的情况下其接头性能情况,为进一步优化提供分析依据,以尽量得出合理的优化方案,减少后期试验次数。
焊丝H10Mn2NiMoA与H08Mn2MoA的化学成分对比如表2所示。
2 工艺试验方案
试板母材为BHW35,其规格为600×150×60,坡口形式如图1所示。试板的焊接规范如表3所示。共焊接两副试板,并按图2及图3所示不同的热处理规范分别进行焊后热处理。

表2 焊丝的化学成分(wt%)

表3 焊接参数
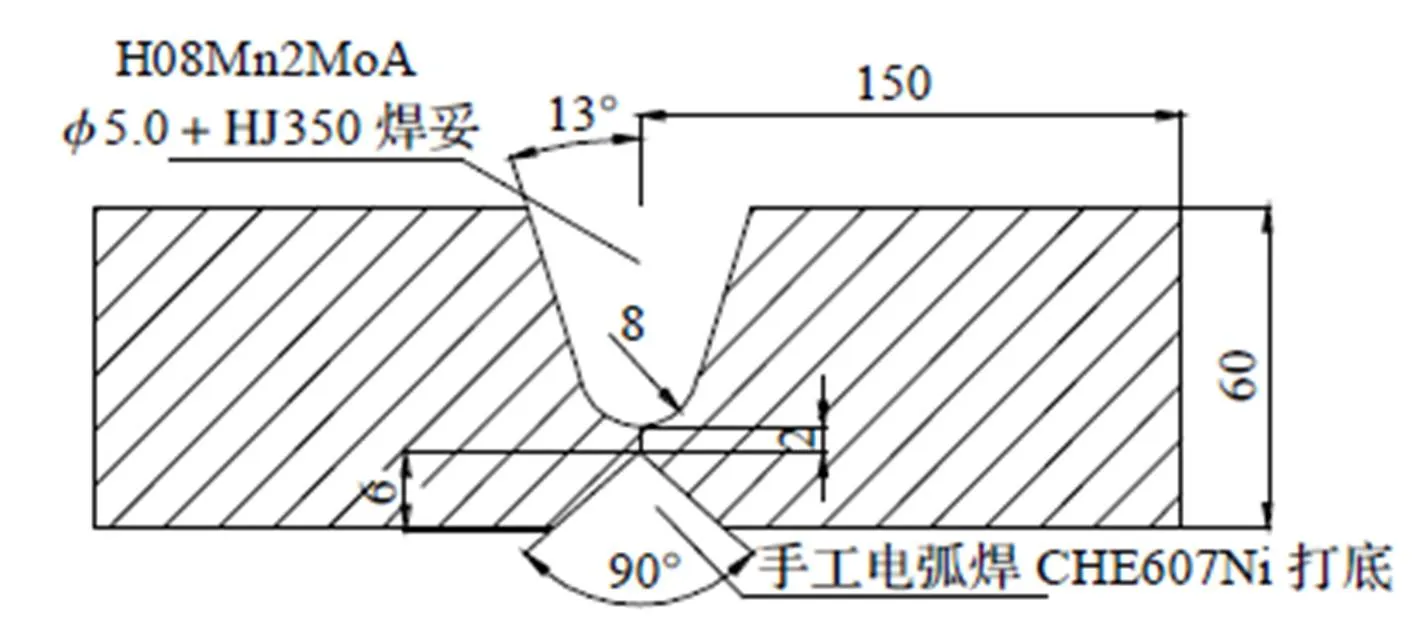
图1 工艺试验接头简图
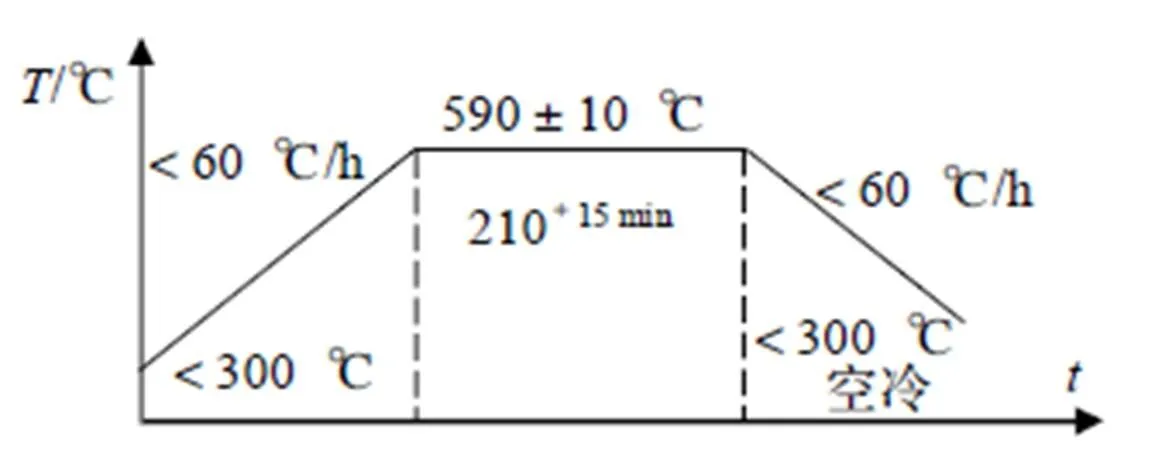
图2 焊后热处理曲线图
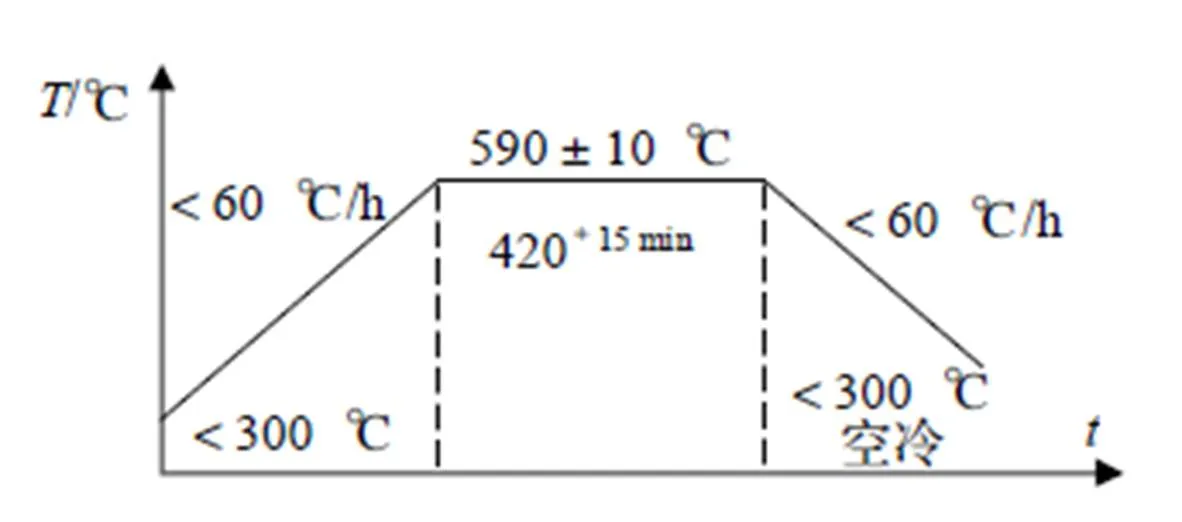
图3 焊后热处理曲线图
3 工艺试验结果
3.1 化学成分测量试验结果及分析
对试板焊接用焊丝H08Mn2MoA5.0的化学成分进行了测量,结果如表4所示。

表4 焊丝的实际化学成分(wt%)
对自动焊层焊缝熔敷金属的化学成分进行了测量,具体如表5所示。
从以上试验数据可以看出,C、Mn、Cr,Ti在焊接时有一定烧损,其在熔敷金属中的含量比在焊丝中的含量有所下降,尤其Mn元素烧损较多。而由于焊剂中元素过渡,Si含量显著增加,S、P杂质含量也略有上升。由于母材的稀释,母材中的Ni元素过渡到焊缝里,使焊缝中的Ni含量较焊丝有大幅提高。Mo含量基本不变。除了Ni外,Mo含量超出了BHW35母材化学成分要求的上限,其他各种成分都符合BHW35母材的成分要求。

表5 试板熔敷金属化学成分(wt%)
如果要使焊缝强度与母材基本相当,则焊缝的主要强化元素含量应略低于母材。考虑到Mo、Ni主要用来保证接头的热强性、抗冲击韧性,其含量须予以保证,那么应该适当减低焊缝熔敷金属中的Si、Mn焊量。
从优化焊丝,以使焊缝及母材强度基本相当的角度出发,除了要在H08Mn2MoA的基础上增加Ni含量外还应该适当减低Si、Mn含量。但焊缝中Si有相当一部分是通过焊剂过渡到焊缝中的,所以还应该考虑使用烧结焊剂(如SJ101),以减低元素过渡,减少焊剂的影响。
3.2 常温拉伸试验结果及分析
焊后热处理保温时间为3.5 h、7 h试板接头的自动焊层常温拉伸性能结果如表6所示,可看出,接头的断裂强度大于母材的最低要求(570 MPa),但偏向母材允许的强度区间(570~740 MPa)下限,且试样都断在焊缝上,表明母材强度比焊缝金属强度高。两块试板的抗拉强度差别不大,表明焊后热处理时间对接头强度没有明显影响;进行了7 h焊后热处理的试板强度略高于进行了3.5 h焊后热处理的试板,是由于其Si含量略高的原因。
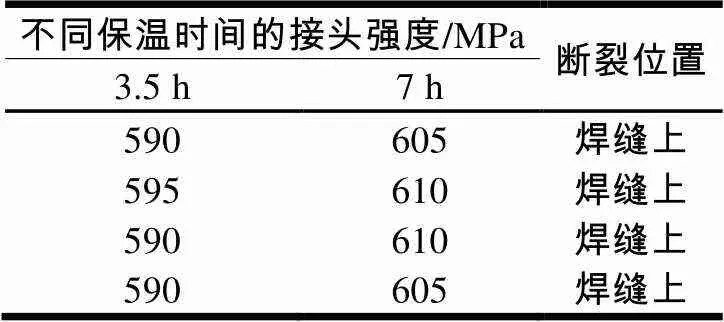
表6 试板接头的常温抗拉强度
抗拉试验的结果与前面从成分方面的分析结果是一致的,虽然H08Mn2MoA施焊的焊缝Ni含量比母材要求的低得多,但其强度依然满足母材的最低要求。可以预料,当其他成分不变,而Ni含量增加到母材要求的成分时,其强度还会大幅上升,甚至可能仍然大幅超出母材的强度,这也印证了前面提出的应降低Si、Mn含量的分析。
3.3 中温拉伸试验结果及分析
试板接头的自动焊层中温拉伸性能结果如表7所示。
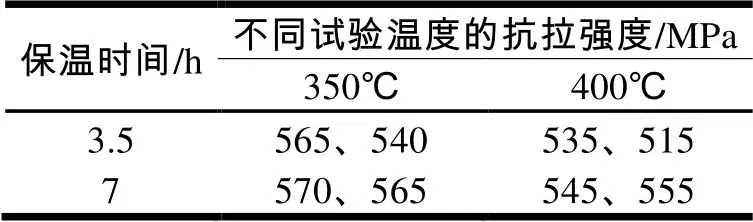
表7 试板接头的中温抗拉强度
BHW35板的抗拉强度最低要求在350℃下为333 MPa、400℃下为304 MPa,两副试板接头的中温强度都符合要求,且有近200 MPa的余量。相信这是由于其增加热强性元素Mo的含量较高所致。可以预料,优化后的焊丝(即在焊丝H08Mn2MoA的基础上增加Ni含量,适当减少Si、Mn含量)其熔敷金属的中温性能也仍然能够得到很好的保证。
3.4 冲击试验结果及分析
两幅试板焊缝及热影响区的冲击韧性如表8所示,可以看出,两幅试板焊缝的冲击韧性虽然都大于母材的最低要求(39J),但比母材的实际冲击韧性要低得多。这是由于焊缝的Si含量比母材高,而有益于提高冲击韧性的Ni含量明显比母材低的缘故。试板二的焊缝金属冲击韧性比试板一的略低也是出于相同的原因,因为从上面化学成分试验结果来看,试板二的Si含量比试板一略高,Ni含量则略低。
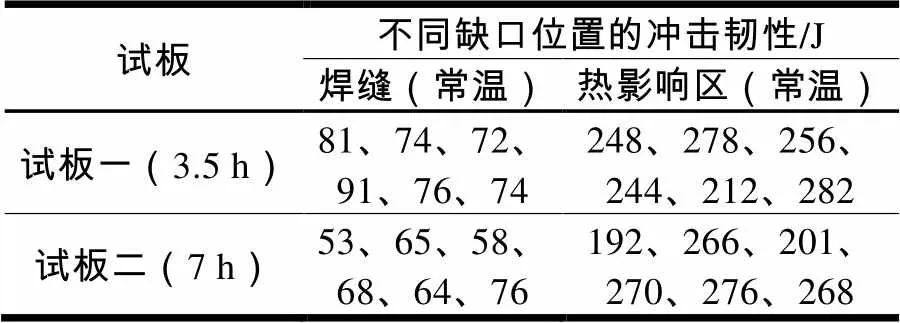
表8 试板接头的冲击韧性
可以预料,优化后的焊丝在同样的施焊条件下其焊缝冲击韧性应该较H08Mn2MoA焊丝大幅提高。
4 结论
从各项试验结果来看,H08Mn2MoA焊丝都能达到BHW35母材的最低要求,但其常温抗拉强度、常温冲击韧性依然偏低,在母材要求值区间的下限,较母材实际值有较大差距,从保守的角度考虑,不能直接用H08Mn2MoA代替H10Mn2NiMoA焊丝。
最初的优化方案,即在H08Mn2MoA的基础上增加Ni含量,不能达到预期的效果,应该同时要适当减低Si、Mn含量。
[1]姜求志,王金瑞. 火力发电厂金属材料手层[M]. 北京:中国电力出版社,2000.
[2]杨华春,彭芳芳. 焊后热处理时间对BHW35焊缝力学性能影响的探讨[J]. 东方锅炉,2001(2):7-10.
[3]李少华,尹士科,刘奇凡. 焊接接头强度匹配和焊缝韧性指标综述[J]. 焊接,2008(1):24-27.
[4]陈文静,屈金山,宗玉,潘全喜,冉令坤. 双丝埋弧焊工艺及焊接接头性能研究[J]. 焊接技术,2008,37(1):4-7.
[5]张祝年. 焊接工程师手册[M]. 北京:机械工业出版社,2002.
[6]张文钺. 焊接冶金学[M]. 北京:机械工业出版社,2005.
Composition Optimization Research on Submerged Arc Welding Wire of BHW35 Steel
TANG Guojun
(Dongfang Boiler Group Co.,Ltd.,Dongfang Electric Corporation, Zigong 643001, China)
As a high quality material, the BHW35 steel is widely used in Thick-walled vessel. Gengrally, The mached submerged arc welding wire is H10Mn2NiMoA, but there is significant reheat cracking tendency while welding BHW35 steel by double wires submerged arc welding with H10Mn2NiMoA wire. By analyzing the test data and the mechanism of reheat crack, it is considered that the high reheat crack rate is related to the too high tensile strength of deposited metal, therefore, it is necessary to optimize the composition of wire. A welding procedure test with H08Mn2MoA wire on BHW35 steel is performed, and the chemical composition, room temperature and medium temperature tensile strength, impact toughness of deposited metal are measured. By comparative analyzing the test data of the welding procedure and the performance requirements of the BHW35 steel, a reasonable theoretical optimization scheme is achieved.
BHW35 steel;submerged arc welding;reheat crack;wire
TG422.3
A
10.3969/j.issn.1006-0316.2018.07.016
1006-0316 (2018) 07-0068-04
2017-11-14
唐国军(1982-),男,湖南永州人,本科,高级工程师,主要从事民用核电产品及常规压力容器类产品焊接工艺研发工作。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
汽车实用技术(2022年12期)2022-07-05
理化检验(物理分册)(2022年3期)2022-03-31
粉末冶金技术(2021年3期)2021-07-28
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
四川有色金属(2020年2期)2020-12-08
建材发展导向(2019年11期)2019-08-24
中国特种设备安全(2019年2期)2019-04-22
