某铅锌矿选矿厂技术改造
2018-09-03 02:08
世界有色金属 2018年12期
(北京东方燕京工程技术有限责任公司,北京 100070)
某铅锌矿选矿厂是70年代投产的老厂。经过近几十年的生产,选矿厂存在着设备老化,故障率高,设备台数多,效率低,生产成本高,生产指标低,环境污染严重等问题,为了解决以上问题,达到扩大产能,提高企业技术经济指标,提高安全环保水平,实现节能降耗的目的。况且目前开展的地质探矿工作取得了初步结果,前景十分可观,因此有必要对选厂进行技术改造。
1 技术改造方案论证
1.1 技术改造方案要求
选矿厂矿石主要以铅、锌、银为主,主要金属矿物方铅矿、闪锌矿、黄铜矿、磁黄铁矿,次为锡石、辉银矿、白铅矿等;主要脉石矿物为石英、帘石、碳酸盐类矿物,次为长石,泥质角闪石。嵌布粒度为0.1mm~0.05mm或更细。矿石处理能力由250t/d扩大到500t/d,技术改造方案须满足以下要求。
①采用先进可靠的工艺流程和设备,提高选矿产品技术经济指标;②结合企业实际情况,尽量利用现有设备与设施,以节省投资;③新增设备选型满足先进、可靠、高效、节能的要求,以便实现节能降耗;④工艺流程合理并留有一定灵活性,设备配置尽可能在现有厂房及设施,尽量实现矿浆自流;⑤技改过程中尽量不影响或少影响生产,生产与技改有效衔接;⑥企业技术改造经济效益好,实现选矿指标先进、生产成本低、节能减排的目的,达到国内同类企业装备水平。
1.2 多方案比较
(1)破碎。方案Ⅰ:采用二段一闭路流程。其优点产物粒度细,且均匀,但配置复杂,投资较高。方案Ⅱ:采用两段开路流程。破碎产物粒度粗,对含泥和含水量较高的矿石更加适应,流程配置简化,投资低,适用于小型选矿厂。
综合以上分析,采用方案Ⅱ是比较合适的。
(2)磨矿。磨矿设备选择是在充分考虑满足磨矿产品细度要求的前提下、并考虑到利用现有设备节省投资、设备大型化有利于节能降耗、有利于实现自动化、生产操作管理方便、有利于设备配置等因素,对于磨矿、分级设备选择三个可行的方案进行技术经济比较。技术改造后磨浮系统生产能力为500t/d,磨矿分级设备选择有如下几种方案,见表1。
比较结果表明:方案Ⅰ:投资、电耗相对低,生产灵活性较好,但是设备数量多,设备维护量大,占地面积大,设备负荷率高,需要新增一条皮带通廊,根据在现场的考察,现有粉矿仓下部如果再增加一条皮带机有一定难度。方案Ⅱ:设备配置简单,流程衔接紧凑,操作管理简便,生产灵活性较好,投资和电耗与方案Ⅰ差别不大,但设备备品备件不统一。目前现场磨矿车间没有检修设备,如果增加一台桥式起重机用于MQG2100×3000球磨机的维护和检修,将为今后设备维护提供很好的方便条件。方案Ⅲ:设备少,配置简单,系统结构布局紧凑,便于操作管理,但对日后生产灵活性不利。
综合以上分析,采用方案Ⅱ合理。
(3)选别。方案Ⅰ:采用优先浮选工艺,由于绝大多数方铅矿的可浮性较闪锌矿好,所以常用抑锌浮铅的方法。在浮选方铅矿时,抑制剂的用量难以控制,影响质量和选别指标。方案Ⅱ:采用混合-分离浮选工艺,混合浮选后就能丢弃大量的脉石,使进入后续作业的矿量大为减少。这将减少设备投资,降低电耗,节省药剂用量及基建投资。这种流程浮选分离的工艺条件易于控制,因此,这种流程在国内外的铜、铅、锌多金属硫化矿选矿实践中得到了广泛的应用。
综合以上分析,采用方案Ⅱ合理。
2 技术改造工艺流程及内容
2.1 工艺流程
破碎工艺采用两段开路破碎流程,最终破碎产品粒度-21mm。磨矿根据现场生产流程,考虑到技改过程中尽可能不影响正常生产,设计采用两个系列一段闭路磨矿流程,分级溢流细度达到-0.074mm占65%。选别采用混合浮选工艺流程,产品为铅精矿和锌精矿。流程中设计铜铅分离浮选工艺,用于处理含铜铅锌矿石。银不单独回收,富集在铅、锌精矿中。改造后的工艺流程见图1。
2.2 设备更新
(1)破碎设备。①粗碎:仍然采用原有1台PE400×600鄂式破碎机。②细碎:选用1台双腔层压破碎机PX900作为细碎设备。双腔层压破碎机是将改进升级的“双腔回转破碎机”与先进的层压破碎原理结合,创新开发的新型高效细碎设备。双腔层压破碎机依靠一个高耐磨的破碎辊进行破碎工作,该辊与左右对称设置的曲线形破碎板组成双破碎腔。破碎辊通过轴承装在主轴的偏心位置上,电动机驱动主轴旋转,由于偏心作用,是破碎辊做高速回转运动。产生的循环渐进挤压力连续对两个破碎腔内高密度的多层物料进行层间破碎,充分发挥层压破碎和次生破碎作用获得极高的破碎率。双腔层压破碎机适用于破碎任何坚硬矿石,高产量加工出细颗粒产品,实现低钢耗达到低成本运行,设备运行平稳,易维护[1]。
(2)磨矿分级设备。考虑到系统的灵活性及扩建过程中少影响生产,因此磨矿流程为双系列一段闭路磨矿,两个系列均由球磨机与螺旋分级机构成闭路,溢流细度为-0.074mm占65%。系列Ⅰ(原有):MQG1500×3000球磨机1台与FG-12螺旋分级机1台。系列Ⅱ(新增):MQG2100×3000球磨机1台与FG-15螺旋分级机1台。
(3)浮选设备。目前选厂生产采用5A和1A浮选机,由于浮选机年代久远,设备作业故障率高,分选指标差,因此本次将浮选机全部更换为BF型浮选机,优先浮选粗、扫选作业和锌粗、扫选作业选用BF-2.8浮选机,其余浮选机全部选用BF-1.2浮选机。BF型浮选机具有自吸气、自吸浆的机械搅拌式浮选机,它的叶轮由闭式比双截锥体组成,可产生强力的矿浆下循环。吸气量大,功耗低;每槽兼有吸气、吸浆和浮选三重功能,自成浮选回路,不需任何辅助设备,水平配置,便于流程的变更;矿浆循环合理,能最大限度地减少粗砂沉淀;设有矿浆液面自控和电控装置,调节方便[2]。
(4)除尘设备。除尘一直是企业的薄弱环节,本次改造除尘器选用KDLL型脉冲式滤筒除尘器。脉冲式滤筒除尘器是一种新型过滤除尘装置,具有净化效率高、外形尺寸小、过滤面积大、过滤效果好、压力损失小、滤筒使用寿命长、安装维修快捷方便、可连续使用等特点。这种除尘设计在行业中有成功经验,先进的低阻等速大流量管网工艺,吸尘罩切换阀最佳实用技术,粉尘捕集及排放均达到环保指标。
3 改造效果
改造前与改造后的技术指标对比见表2。
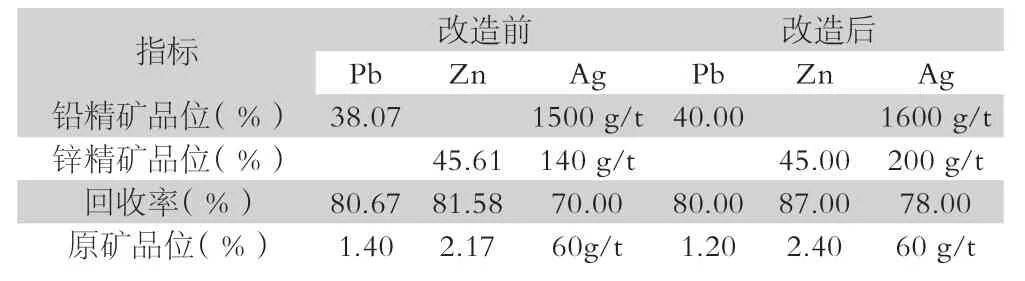
表2 某铅锌矿选矿厂改造前后生产技术指标对比
从表中看出铅精矿品位由38.07%提高到40%,锌回收率有81.58%提高到87.00%,铅精矿和锌精矿中银的品位和回收率也有所提高。此外,经技术改造后选矿成本有所下降,由技改前68元/t降低到66元/t。利润由改造前341万元增加到改造后的902万元,获得很好的经济效益。
4 结语
①采用高效节能破碎、磨矿、选别设备改造选矿厂,降低破碎力度,提高磨矿分级和选别效率,实现节能降耗与减排的目的。经选矿厂技术改造,工艺流程更加合理,生产能力得到提高,由于磨矿细度的提高,铅、锌、银等元素选别指标都有不同程度的提高,获得很好的企业经济效益。②铅精矿的品位40%,偏低,需要加强选矿试验研究,探讨提高选矿指标的可能性。
由于选厂原有设备陈旧,经过对原有设备进行更新,扩大了生产能力,用较少的投入,获得了较高的产出,因此能获得很好的经济效益。
猜你喜欢
大电机技术(2022年2期)2022-06-05
选煤技术(2022年1期)2022-04-19
有色金属科学与工程(2022年1期)2022-03-12
太阳能(2021年12期)2021-12-05
纺织科技进展(2021年4期)2021-07-22
矿产综合利用(2020年1期)2020-07-24
世界有色金属(2020年1期)2020-03-26
山东工业技术(2017年3期)2017-03-16
浙江大学学报(工学版)(2016年11期)2016-06-05