关于ASME锅炉与压力容器规范中管状校准试块设计的讨论
2018-09-19 10:26,,,,
无损检测 2018年9期
,, ,,
(1.海洋石油工程股份有限公司,青岛 266520;2.中海石油深海开发有限公司,深圳 518000)
近年来,随着科学技术的发展,超声波相控阵(PAUT)检测技术逐渐成熟,在各行业中开始推广应用,国内外陆续出台了PAUT应用的相关标准,如标准ISO 13588Non-destructiveTestingofWelds-UltrasonicTesting-UseofAutomatedPhasedArrayTechnology,其是利用PAUT检测焊缝的国际标准。ASME锅炉与压力容器规范第V卷标准在国内外海洋石油天然气行业的应用比较广泛,在其第4章的强制性附录中也对PAUT的应用给出了相应规定,而关于PAUT校准试块的要求是以常规UT(超声检测)试块为基础的,仅增加或修改了小部分内容,总体要求比较宽泛、灵活。笔者基于ASME锅炉与压力容器规范第V卷标准要求,结合PAUT和常规UT的联系和差别,进一步明确了相关技术要求、缩小了参数范围,使得校准PAUT系统更加方便有效。
1 UT和PAUT之间的联系
常规UT和 PAUT在本质上是相同的,二者均利用压电晶片实现电能和机械能的相互转换,其声波特性(反射、折射、衍射等)也是完全相同的,但PAUT是常规UT的一种特殊高级应用[1],在某些方面也存在不同点(见表1)。若对常规UT试块的参数和要求做进一步的改进和提升,则能大大提高PAUT系统校准的便利性和有效性。
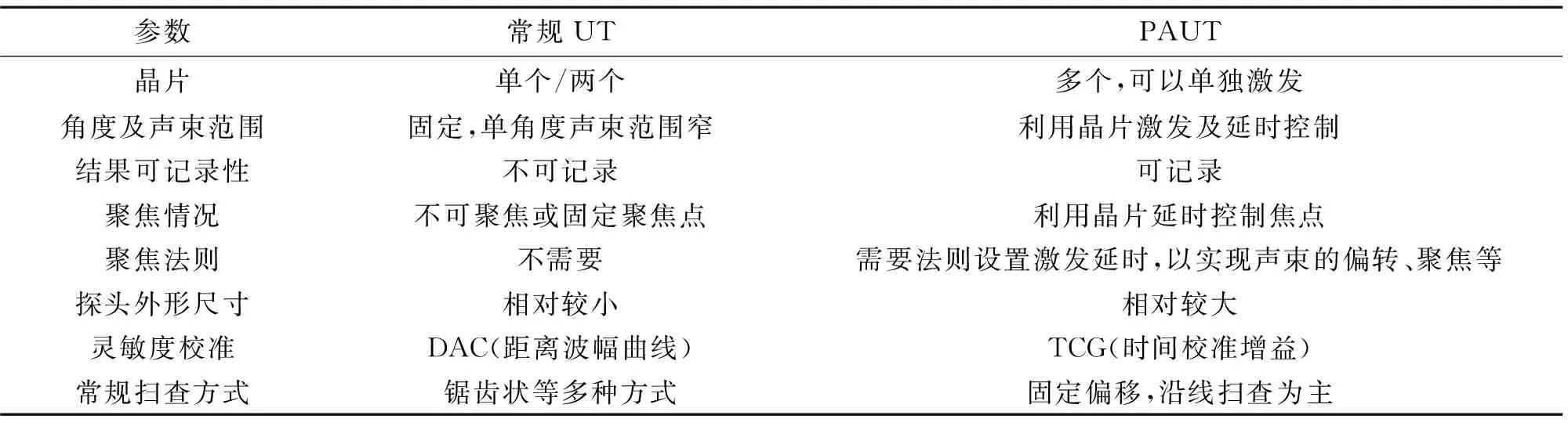
表1 常规UT和PAUT的不同点
2 PAUT管状校准试块的设计
2.1 ASME锅炉与压力容器规范第V卷标准的技术要求
ASME锅炉与压力容器规范第V卷第4章强制性附录IV和V规范了PAUT检测技术的要求[2],其中包含校准试块在内的基本技术要求(参考第4章正文),ASME锅炉与压力容器规范第V卷第T-434章详细介绍了校准试块的技术要求,其中第T-434.1条对校准试块做了综述性的通用要求,主要包括反射体类型、材料牌号、材料质量要求、堆焊情况、热处理状态、表面成形状态和曲率等,这些要求适用于所有按照ASME锅炉与压力容器规范第V卷标准设计制作的试块,必须严格遵守。第T-434.3条是专为管状校准试块提出的技术要求,其主要内容包括:① 校准试块的形状和反射体按照图T-434.3-1要求规定,或曲率和壁厚允许时可按照图T-434.3-2要求规定;② 试块曲率应符合第T-434.1条要求;③ 试块的壁厚必须在被检工件壁厚±25%公差范围内;④ 试块尺寸和反射体位置必须保证能够完成相关的校准工作。
2.2 PAUT校准试块推荐设计
2.2.1 基本形状和反射体的选择
现行ASME锅炉与压力容器规范第V卷第T-434.3条给出了两种试块选择,即图T-434.3-1和图T-434.3-2,其中使用图T-434.3-2所示试块的前提条件是曲率和壁厚允许, 应符合第T-434.1.7条和第T-434.3.1条的要求。最终的选择要结合实际情况,比如被检工件的规格尺寸、试块原材料的规格尺寸、加工能力和费用等。图T-434.3-1所示试块的反射体仅包含上下表面的刻槽,ASME锅炉与压力容器规范第V卷 2010版及以前版本均只提供该试块的设计;从2013版开始,规范增加了可选试块(参照图T-434.3-2),除上下表面的刻槽外,还增加了试块内部的切向及轴向横孔反射体,当检测焊缝内部不连续时可采用横孔校准灵敏度,对焊缝表面开口不连续采用刻槽校准灵敏度,有利于提高定量精度;另外,用图T-434.3-1所示试块的刻槽校准横波60°声束灵敏度时端角反射率太低,而利用图T-434.3-2所示试块的横孔可避免此问题,因此笔者建议在可能的情况下,优先选用图T-434.3-2所示试块。但图T434.3-2所示试块在某些情况下的应用可能受限,这是因为:由于反射体数量增加,试块的加工费用会有所增加;当被检工件的管径或者壁厚较小时,切向横孔能够加工的长度有限而不足以用于校准灵敏度。小管径薄壁试块切向横孔反射体示意如图1所示,该被检工件管径为89 mm,壁厚为10 mm,校准试块和被检工件规格相同,当采用图T-434.3-2所示设计试块时,能够加工的切向横孔A的长度仅约为10 mm。若增加切向横孔的长度则引起孔的深度急剧变化,在横孔A的长度增加到18 mm 时穿出材料,如图1虚线所示,切向横孔A不适用于校准灵敏度,故这种情况下不建议采用图T434.3-2的设计。基于以上原因,一般情况下当校准试块的管径小于150 mm或者壁厚小于20 mm时,推荐采用图T-434.3-1的设计。
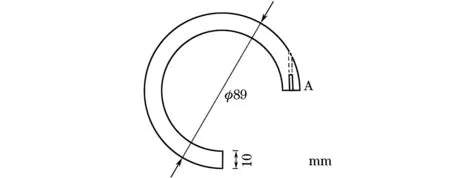
图1 小管径薄壁试块切向横孔反射体示意
2.2.2 反射体距试块边缘的距离
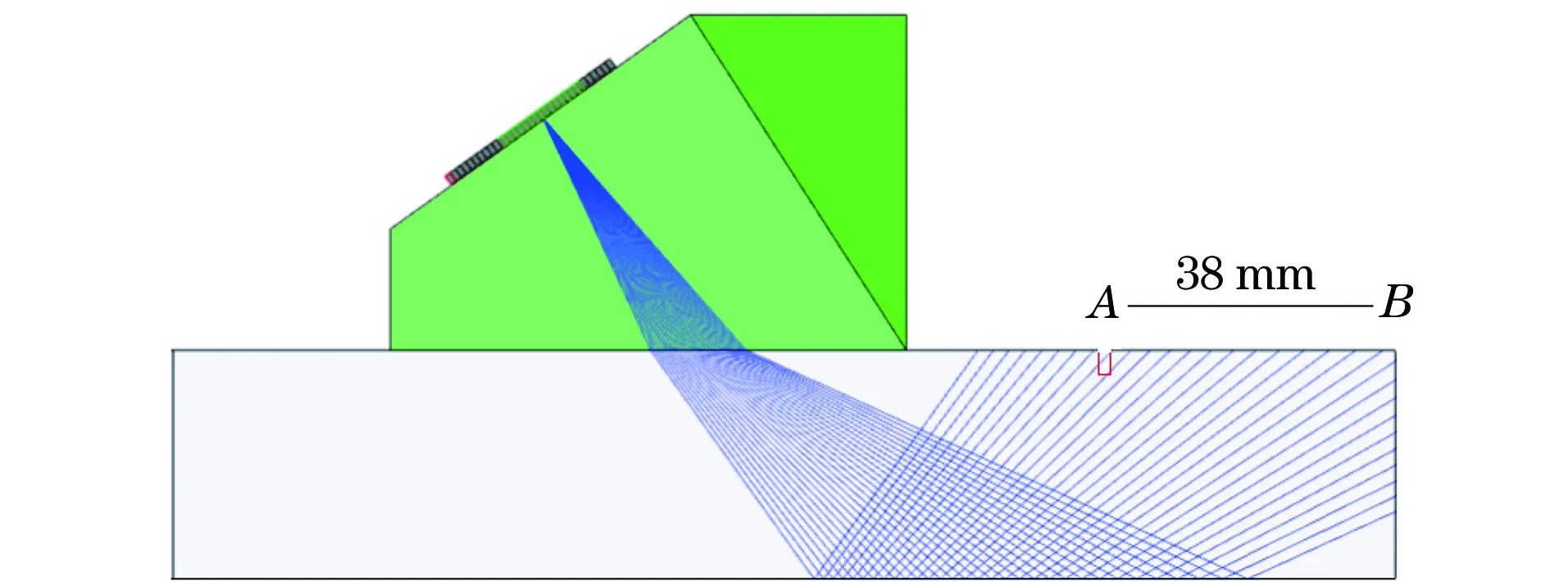
图2 20 mm试块局部设计截面示意
ASME锅炉与压力容器规范第V卷给出的校准试块的设计中,均提出反射体距试块边缘的距离,在图T-434.3-1所示试块中规定,刻槽与试块边缘的距离不小于试块厚度的一半或13 mm;图T-434.3-2试块中规定长横孔长度不小于38 mm和刻槽距离试块边缘不小于38 mm。但在标准的第T-434.3条最后一句明确指出,试块的尺寸和反射体的位置必须保证能够完成相关的校准工作,这也是该标准通用型和灵活性的体现,亦是该条推荐设计的依据。当设计的试块用于校准PAUT系统时,这些数值(13,38 mm等)的最低要求需要进一步提高。这主要是考虑到常规UT和PAUT声束的差别:常规UT声束角度单一,声束单一,声束范围相对较小,主要包括主声束及6 dB或20 dB扩散区,检测时需要做锯齿状扫查;而PAUT声束由聚焦法则控制各晶片的激发延时,利用超声波的干涉形成最终波束,其声束范围通常较为宽广,例如常用的40°~70°扇扫描, 在实际检测中仅作沿线扫查即可。由于PAUT声束范围较为宽广,如果按照图T-434.3-1或图T-434.3-2的最小数值设计试块,在校准灵敏度的过程中,试块的端角反射信号可能与反射体信号同时出现,并且干扰校准工作。20 mm试块局部设计截面示意如图2所示,校准试块的厚度为20 mm,若按照图T-434.3-1的规定,AB之间的距离至少为13 mm;若按照图T-434.3-2的规定,AB之间的距离至少为38 mm。图例中的设计AB间的距离为38 mm,当用此试块校准相控阵系统时,则会出现如图3所示的结果。探头前后移动使每个角度波束经过并记录A处刻槽的信号时,在部分范围内A处刻槽信号和B处端角回波信号同时出现,并几乎处于同一深度。由于PAUT的校准是通过检索闸门范围内的最高波幅信号后,经过计算统一,将所有角度波幅补偿至基准波高,如80%FSH(满屏高度),即ACG(角度补偿增益)曲线,而在某些位置,B处波幅高度大于A处波幅高度,也就意味着在这些位置,PAUT系统检索记录了B点的端角反射,而不是A处刻槽反射体的信号,导致校准错误。
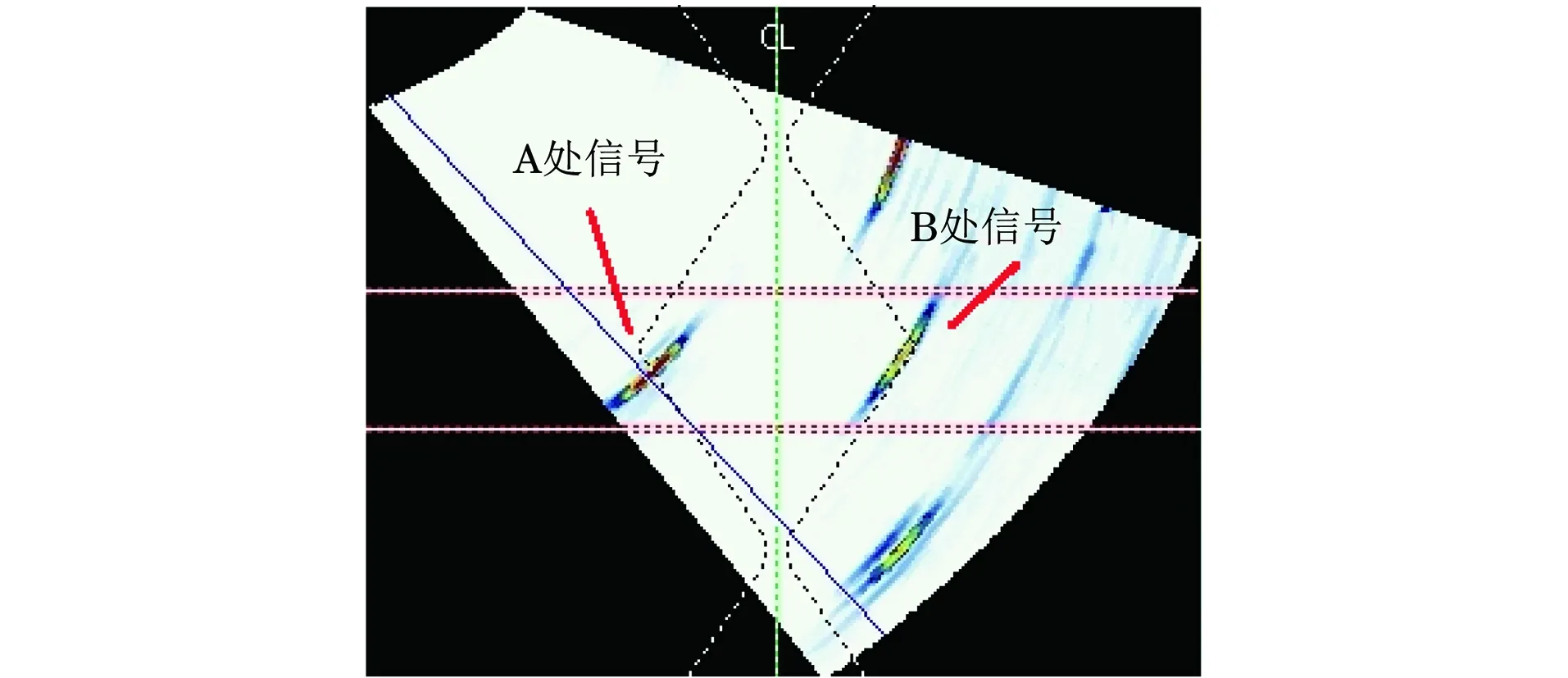
图3 设计试块校准相控阵系统结果
解决这一难题最行之有效的办法就是增大AB之间的距离,若将AB的距离增大到90 mm,修改后试块局部设计截面示意如图4所示,则在整个校准过程中,A处刻槽信号和B处端角回波信号不会同时出现。因此,在PAUT校准过程中,为了避免上述问题,反射体距试块边缘的距离需要增大。由于PAUT声束的可控性,在检测不同的工件,选用不同的参数时,AB间距具体增加到的精确数值需要视情况而定,一般情况下不小于100 mm,在某些特殊工艺条件下,可能需要增加到150 mm,甚至更大,最好是在设计之前,利用声束模拟确定其最小间距。
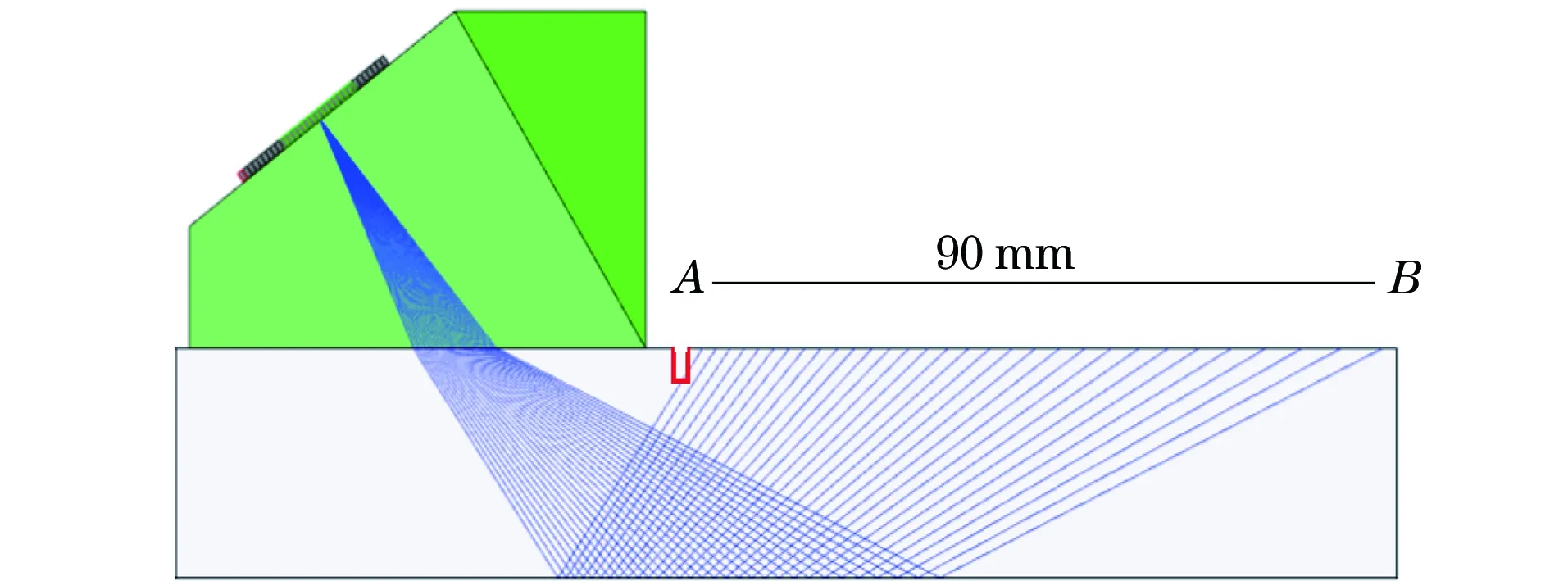
图4 修改后试块局部设计截面示意
2.2.3 横向反射体的设计
PAUT相对于常规UT有很多优势,但对于横向不连续,尤其当检测对象管径较小时,即使使用曲率楔块,其灵活性和耦合效果均比常规UT的略差,所以在某些情况下制定PAUT检测工艺时,通常使用常规UT技术做补充横向扫查。在这种情况下,如果已经有常规UT校准试块,则必须在检验规程中注明PAUT不检测轴向缺陷,而用常规UT代替,并且得到客户的认可。
3 结语
PAUT技术正在飞速发展,大范围推广使用PAUT已经成为行业发展的趋势,目前国内也正在起草编制PAUT的应用标准。PAUT和常规UT一样,准确地校准灵敏度是成功检测的重要基础,ASME锅炉与压力容器规范第V卷标准中给定的校准试块的通用性较强,可应用的范围广泛,在使用该标准设计PAUT校准试块时,应根据实际情况灵活应用。
猜你喜欢
科学技术创新(2022年1期)2022-02-19
装备维修技术(2021年47期)2021-07-12
装备维修技术(2021年46期)2021-03-07
科学技术创新(2021年3期)2021-01-22
无损检测(2020年12期)2020-12-25
昆钢科技(2020年6期)2020-03-29
铸造设备与工艺(2019年2期)2019-07-25
综合智慧能源(2018年11期)2018-12-18
航天制造技术(2018年5期)2018-11-19
山东工业技术(2016年15期)2016-12-01