
船用喷油器体斜油孔加工
2018-10-10 09:27南车玉柴四川发动机股份有限公司资阳641301
金属加工(冷加工) 2018年9期
■ 南车玉柴四川发动机股份有限公司 (资阳 641301) 黄 东

扫码了解更多
图1是我公司生产的船舶产品零件喷油器体,加工斜油孔3mm×φ2.5mm与3mm×φ3mm长油孔对接,是此型喷油器体加工难点之一。3mm×φ2.5mm孔钻入点分布在φ14mm的圆周上,斜孔相对轴向倾斜4°50′,由小端面钻入,深约65mm,与从大端钻入的3mm×φ3mm长油孔对接。此贯穿油路承担着输送高压燃油和冷却油的任务,若油路不畅通会直接影响喷油器的使用性能,这对3mm×φ2.5mm斜油孔的加工对接精度提出了较高要求。
1.问题提出
试制时设计制作了图2所示的小端钻模,在摇臂钻床Z35上加工喷油器体的3mm×φ2.5mm斜油孔。先用小端钻模引钻出3mm×φ2.5mm孔点位,再将万能分度头倾斜一定角度,装夹喷油器体大端法兰,分别将待钻孔位旋转到低点,依次钻出3mm×φ2.5mm斜油孔与已钻3mm×φ3mm长油孔贯通。
试制时按此方法加工的3mm×φ2.5mm斜油孔与φ3mm孔接通情况不好。工艺上要求用φ1.5mm钢丝检测贯穿油孔,φ1.5mm钢丝应能穿过连接油孔。我们对试制的这批喷油器体斜油孔贯通情况进行全数检查,φ1.5mm钢丝不能穿过的孔位超过50%。
我们分析了斜油孔接通情况不好的主要原因:用万能分度头装夹,旋转方向定位靠划线对正,定位误差较大;用中心钻对正预制孔有误差,中心孔偏移影响对中精度;摇臂钻床Z35主轴锁定精度差,钻小孔时容易走偏,不适宜加工细长孔。因此设计制作了喷油器体钻斜孔辅具,将钻3mm×φ2.5mm斜油孔工序安排到台钻Z512上进行。
2.利用钻斜孔辅具在台钻上加工斜油孔
台钻主轴固定,可选择较高转速范围大,手轮进给使钻削更平稳,排屑冷却更方便快捷,有利于细长孔的加工。由于喷油器体的3mm×φ2.5mm孔是斜油孔,并且有较高的对接精度要求,因此设计制作了喷油器体钻斜油孔辅具。钻孔辅具的结构如图3所示。
图3中,喷油器体通过大端面、中间螺纹孔M16×1和法兰孔φ18mm与连接盘实现完全定位,防错销确保喷油器体法兰定位孔选择正确,否则无法安装到位。连接盘上铣了3个定位侧面,分别与3mm×φ2.5mm斜油孔方位对应。这样喷油器体与连接盘装配后,就可通过连接盘上的定位侧面与定位斜块上的定位侧面靠齐,完成装夹定位,钻一个φ2.5mm斜油孔与φ3mm长油孔接通后,转动连接盘,使其余定位侧面分别与定位斜块的定位侧面靠齐,钻出其余2个φ2.5mm斜油孔。
定位斜块和连接盘的结构如图4所示,通过连接盘上的中间定位孔、菱形销孔和端面定位连接,实现了喷油器体与连接盘的完全对定,再通过连接盘上距离中心68mm的三个侧面与定位斜块靠齐,分别对应到3mm×φ2.5mm斜油孔的垂直状态。这样实现了定位快速、准确可靠。
喷油器体钻斜油孔辅具一次装夹,二次转位,完成了在台钻上加工3mm×φ2.5mm斜油孔与φ3mm长油孔对接。对接位置精度偏差<0.5mm,才能保证φ1.5mm钢丝能通过相贯处。加工好的喷油器体油孔用φ1.5mm钢丝检查,均能正常穿过,产品质量得到了保证。此工装装夹简单,操作方便,定位准确可靠,保证了产品质量。
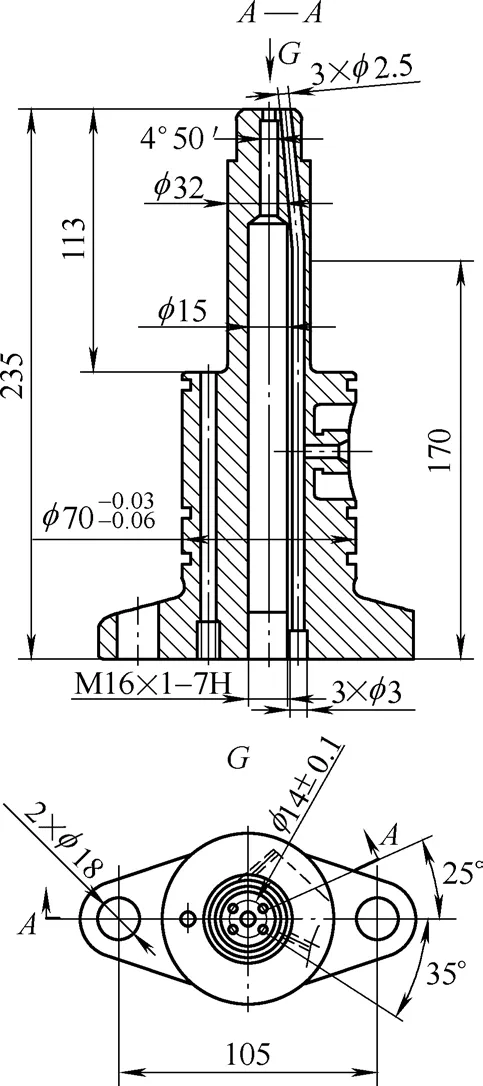
图1 喷油器体
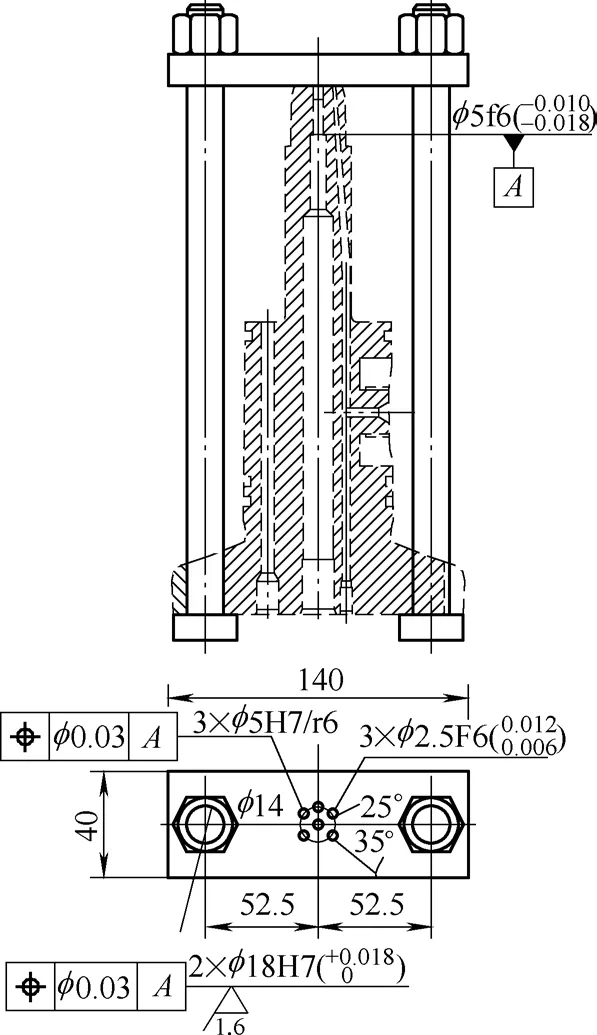
图2 小端钻模
3.结语
喷油器体钻斜油孔辅具实现了在台钻上加工3mm×φ2.5mm斜油孔,不仅生产效率得到提高,而且产品质量得到保证,大大降低了废品率。此次工艺改进获得成功,油孔对接位置精度合格率达到95%以上,解决了困扰喷油器体加工的质量问题。我公司已实现船用喷油器批量生产,产品质量得到用户信赖。此工艺方法也为类似件的加工提供了一个新的思路。
猜你喜欢
机床与液压(2022年6期)2022-09-16
舰船科学技术(2022年10期)2022-06-17
消费导刊(2020年25期)2021-01-27
装备制造技术(2020年11期)2021-01-26
装备制造技术(2020年1期)2020-12-25
北京广播电视报(2019年21期)2019-09-02
装备制造技术(2018年10期)2018-12-24
汽车维护与修理(2018年9期)2018-10-31
安徽医科大学学报(2018年5期)2018-06-11
汽车维护与修理(2017年3期)2017-08-23
