
TMCP钢各向异性对超声波折射角的影响
2018-10-19 09:54日泉
无损检测 2018年10期
,, ,日泉,
(海洋石油工程股份有限公司,天津 300450)
TMCP (Thermo Mechanical Control Process)称为热轧制工艺,其是将轧制控制和冷却控制技术结合起来,在尽量减少合金元素添加的情况下,通过加快轧制后的冷却速度,使钢材晶粒细化,得到高强度和高冲击韧性的下贝氏体组织。TMCP工艺实现了晶粒细化和细晶强化,从而使TMCP钢具有良好的综合机械性能。
TMCP 工艺在不添加过多合金元素,也不需要复杂的后续热处理的条件下,能产出高强度高韧性的钢材,被认为是一项节约合金及能源的工艺;TMCP 工艺产出的钢材碳当量一般小于0.4%,具有良好的焊接性,可使钢材在不预热且不热处理的情况下进行现场焊接。碳当量低还可以降低焊接热影响区的硬度,不容易形成因显微偏析而产生的局部硬化相,容易保证焊接部位的韧性;同时TMCP钢具有良好的抗层间撕裂能力和一定的耐腐蚀性能。正因为具有这些优点, TMCP钢的应用范围不断扩大,对TMCP钢的无损检测也越来越重要。由于TMCP钢在轧制过程中,钢板晶粒在轧制方向上呈长条状,从而导致TMCP钢呈各向异性,也使得超声波沿钢板轧制方向和垂直轧制方向的声速和折射角不同。故,研究各种角度的超声波横波斜探头在TMCP钢不同方向上的折射角变化的规律,具有重要的现实意义。
1 TMCP钢折射角差异的原因分析
根据超声波斜入射到异质界面的折射定律,人们会自然地想到,TMCP钢在不同方向上的折射角差异可能是由声速差异导致的。然而,笔者通过查阅文献以及进行实测发现,折射角的差异远比依据普通碳钢横波声速计算出来的差异大得多,于是笔者尝试从TMCP钢的内部晶粒结构方面去考虑此问题。
TMCP钢的内部晶粒主要是超细铁素体组织、贝氏体组织以及少量马氏体组织,其在电子显微镜下的形态如图1所示。晶粒的空间形态呈双凸透镜状,长度方向呈针状或竹叶状,针与针之间有一定角度。超声波在这样的组织结构中传播,当波束穿过每一个晶粒时,方向都会产生微小的偏折,波束穿过晶界也会产生偏折,这些微小的偏折经过叠加,宏观上就表现为折射角数值的较大差别。

图1 TMCP钢的内部晶粒结构在电子显微镜下的形态
图2为超声波穿过TMCP钢晶粒的模拟放大图。其在扁平方向受压缩应力,声速加快;在延伸方向受拉伸应力,声速减慢。根据折射定律,当超声波平行于轧制方向入射时,折射角变大;当超声波垂直于轧制方向入射时,折射角变小。
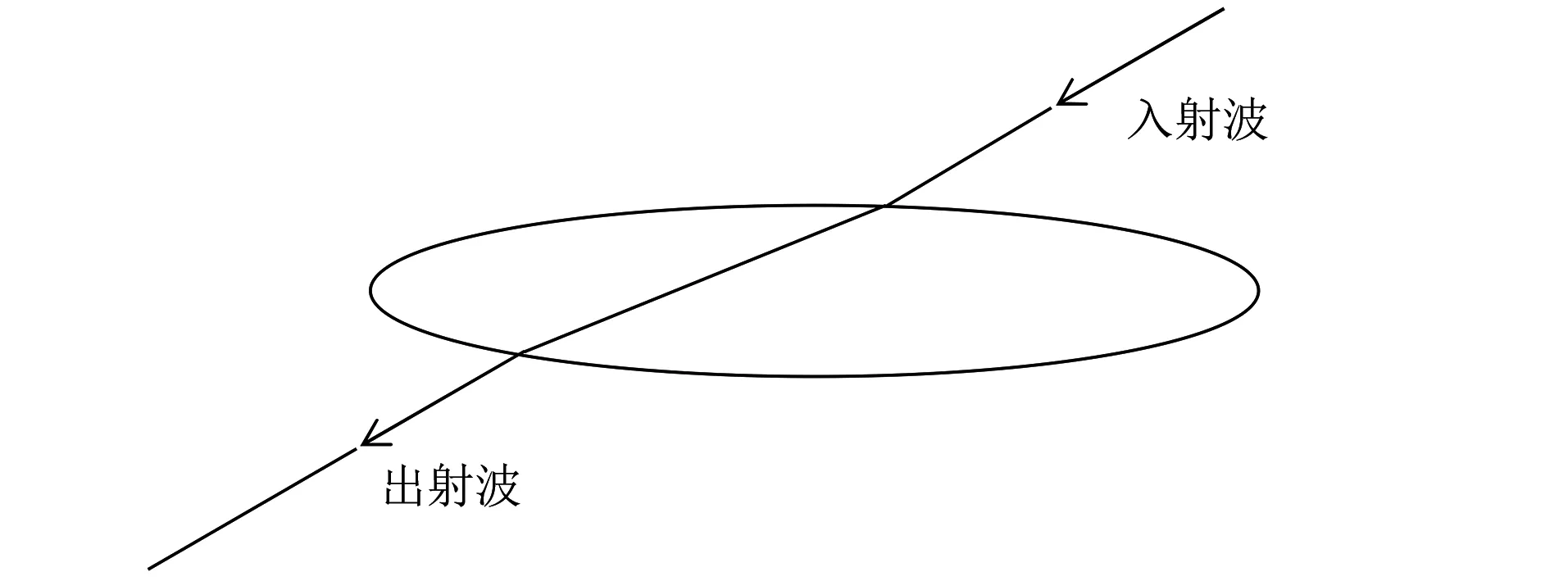
图2 超声波穿过TMCP钢晶粒的模拟放大图
另外,声束以不同的角度进入晶粒时,声束在晶粒中的声程不同。声束与晶界的夹角越小(即探头角度越大),声束穿过晶粒后的偏折程度越大。因此,大角度探头在TMCP钢中的折射角差值要比小角度探头大。类似地,厚度越大的TMCP钢折射角的数值越大。
2 TMCP钢横波折射角的测量方法
2.1 测定水平距离
在进行TMCP钢焊接接头的超声波检测过程中,根据现场板材的厚度T,应先找两个规格相同,标称角度相同的斜探头,测定两个探头的前沿(L1,L2);使两探头在两个方向(平行和垂直轧制方向)上分别做一发一收测试(见图3),找到一次反射波的最高波,探头不动,记录两探头之间的水平距离L。

图3 超声波发射-接收声束路线
2.2 计算TMCP钢中探头横波折射角

3 试验准备
3.1 仪器和探头准备
试验使用的仪器为Olympus EPOCH 600,仪器编号为130557607,分别采用不同标称参数的6组探头进行试验。试验时,在IIW试块上测得探头在碳钢上的前沿与折射角,如表1所示。

表1 试验所用探头的基本参数
3.2 试块准备
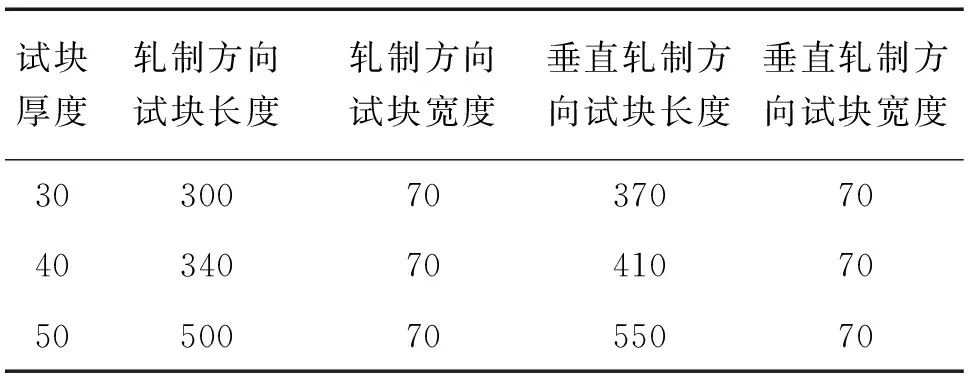
试验所用试块为专门制作的L型试块,如图4所示。试块由相互垂直的两部分构成,其中一个方向为轧制方向,另一个方向为垂直轧制方向。选用厚度分别为30,40,50 mm的3种试块进行试验,3种试块的规格如表2所示。
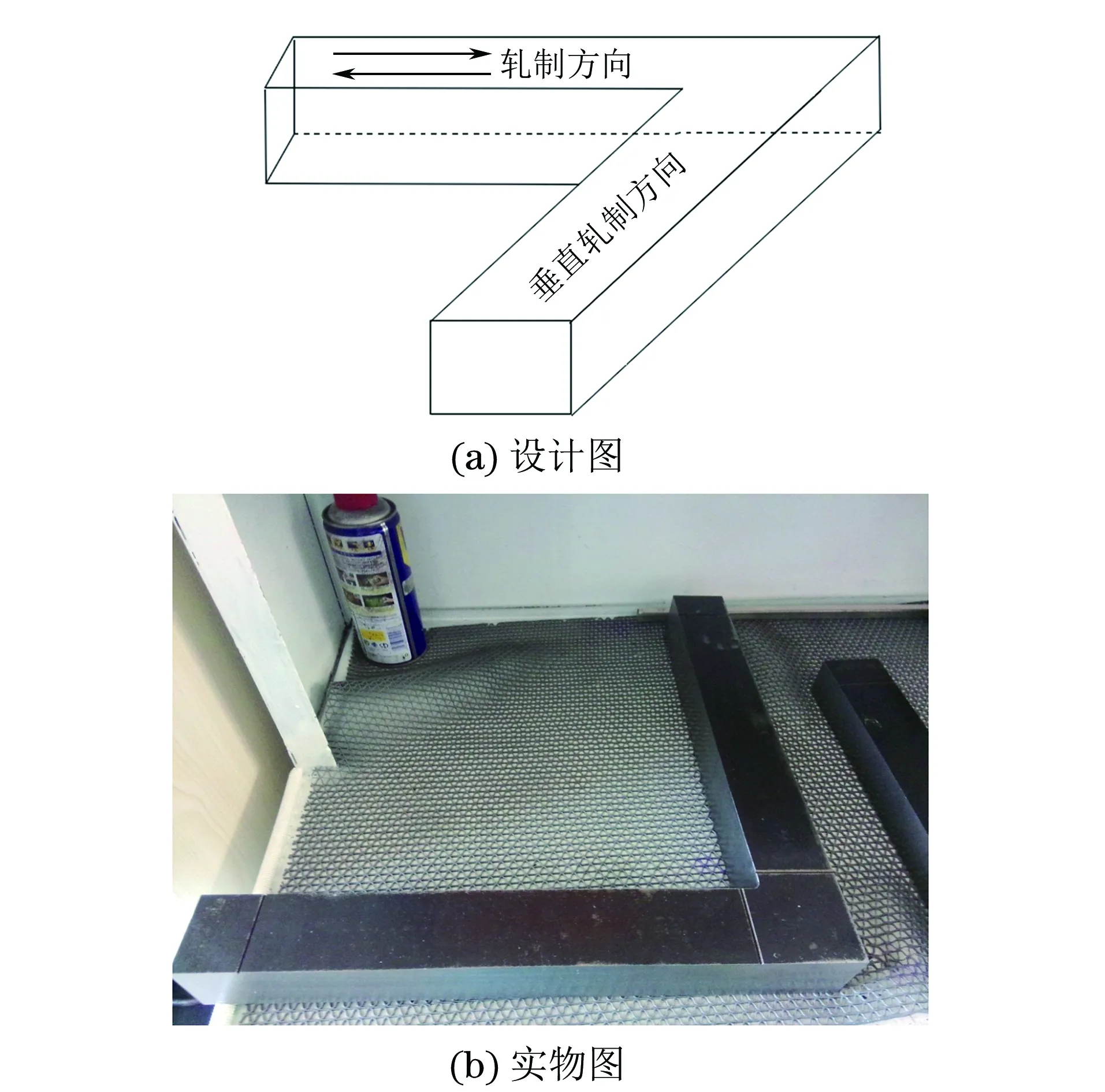
图4 TMCP试块设计图及实物图
3.3 扫查架准备
利用双探头法测量横波折射角的方法有一个关键点,就是要让发射探头与接收探头处在同一条直线上,以保证发射声束能够被接收探头接收。为了达到这个目的,笔者制作了扫查架(见图5)。扫查架由不锈钢焊接而成,两根不锈钢之间的空隙是根据探头的尺寸留出来的,这样探头在其之间只能前后移动,而不会左右摆动。

图5 探头扫查架外观
4 实测折射角与数据处理
选用表1中的探头对进行试验,试验现场如图6所示,将扫查架放在试块的垂直轧制方向上,试验时先固定其中一个探头,然后一边前后移动另一个探头,一边观察仪器屏幕的反射波信号,直到找到最高波时停止移动,测出此时两探头之间的水平距离L并记录。为了减小随机误差,每一个L值要做3次试验后取其平均值。

图6 试验现场
类似地,将扫查架放在试块的平行轧制方向上进行试验,可得到相应的试验数据。
这样,采用不同角度、不同规格尺寸的探头在不同厚度试块上的两个互相垂直的方向依次进行上述操作,总共进行108次测量,得到36组数据,如表3~5所示。

表3 两种规格的45°探头测试TMCP钢中两个方向的折射角

表4 两种规格的60°探头测试TMCP钢中两个方向的折射角

表5 两种规格的70°探头测试TMCP钢中两个方向的折射角
为了直观地得到这些数据的规律,根据上述3个表格制作了折线图,如图7,8所示(图中t表示垂直轧制方向,l表示水平轧制方向)。
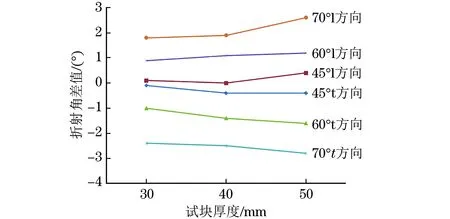
图7 5Z10*10探头的三组试验数据分析
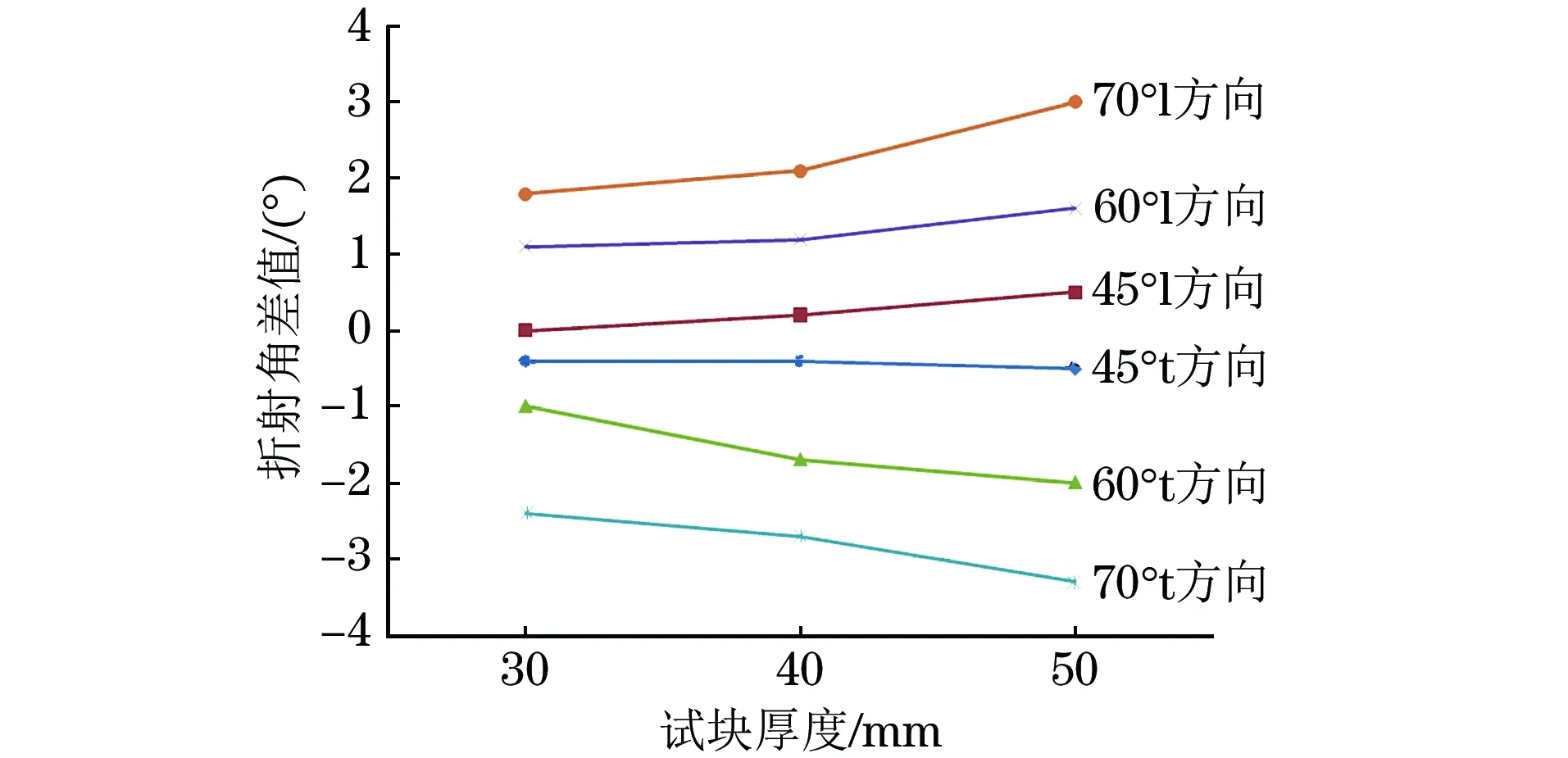
图8 2.5Z15*15探头的三组试验数据分析
对比图7,8可以看出,两图对应的6条折线在图中所处的位置、偏离0°(折射角差值)线的程度以及折线随着试块厚度的变化趋势基本相同。说明在对TMCP钢进行横波检测时,选用的探头频率和晶片尺寸对横波折射角的影响不大,在接下来的分析中基本可以忽略探头规格所造成的影响。
为此,选取图7作为分析对象。可以看到,无论是45°,60°还是70°探头测得的数据,平行轧制方向得到的数据折线分布在0°线上方,垂直轧制方向得到的数据折线分布在0°线下方。其中,45°探头得到的两条折线分布在0°线附近0°~0.5°范围内,偏离0°线的程度很小;60°探头得到的两条折线分布在0°线附近1°~2°之间的范围;70°探头得到的两条折线分布在0°线附近2°~3°的范围。另外,6条折线随着试块厚度的增加,偏离0°线的程度呈现越来越大的趋势,说明TMCP钢材厚度对横波折射角也有影响。
5 结论
试验结果验证了使用超声波检测TMCP钢时,折射角随方向和厚度的变化规律。在对TMCP钢进行横波检测时,所选用的探头频率和晶片尺寸对横波折射角的影响不大,但一般推荐使用相同规格的横波斜探头;在平行轧制方向上,TMCP钢实测折射角比普通碳钢的折射角大;在垂直轧制方向上,TMCP钢实测折射角比普通碳钢的折射角小。采用45°探头进行检测,TMCP钢与普通碳钢在折射角上的差异很小;用60°探头检测时,平行轧制方向上TMCP钢的折射角比碳钢的大1°~2°, 垂直轧制
方向上TMCP钢的折射角比碳钢小1°~2°;用70°探头检测时,平行轧制方向上TMCP钢的折射角比碳钢大2°~3°, 垂直轧制方向上TMCP钢的折射角比碳钢小2°~3°。TMCP钢材的厚度越大,横波折射角与普通碳钢的折射角差值就越大。
试验结果为TMCP钢横波检测中最关键的步骤之一——折射角的修正提供了方法和数值参考,可以指导检测人员正确进行TMCP钢折射角的修正。
猜你喜欢
北京大学学报(自然科学版)(2022年2期)2022-04-08
建材发展导向(2021年19期)2021-12-06
装备维修技术(2021年47期)2021-07-12
煤气与热力(2021年4期)2021-06-09
装备维修技术(2021年46期)2021-03-07
山东冶金(2019年6期)2020-01-06
综合智慧能源(2018年11期)2018-12-18
航天制造技术(2018年5期)2018-11-19
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
传奇故事(破茧成蝶)(2015年6期)2015-02-28
