
基于C语言编制长圆孔切割程序软件的设计
2018-10-26 08:19毕宝鹏朱磊张博
汽车实用技术 2018年20期
毕宝鹏,朱磊,张博
基于C语言编制长圆孔切割程序软件的设计
毕宝鹏,朱磊,张博
(陕西重型汽车有限公司,陕西 西安 710200)
随着大部分车架纵梁应用了长圆孔,而编制长圆孔切割数控程序需要经过:绘制CAD图纸,导入FastCam编制长圆孔切割程序的过程。文章提出基于C语言自动生成切割长圆孔程序软件的设计方法,通过输入长圆孔程序的切割基准点和长圆孔位置,软件可自动生成切割数控程序。通过软件生成的切割程序不但增加了切割补偿量,而且增加了注释行方便加工人正确识别使用切割程序。
数控编程;C语言;长圆孔;切割程序
前言
重卡车架纵梁截面为U形,在腹面和两个翼面上分别不同直径的圆孔,这些圆孔都是利用数控冲孔机冲裁加工而成。目前车架厂五台数控冲孔机加工孔径全部为全控,孔径规格十余种,直径范围Φ9mm-Φ60mm。车架上还有些规格的孔无法用数控冲孔机直接冲裁,比如Φ80mm、Φ95mm、120mm×60mm异形孔(也称长圆孔)等,目前采用的加工方式数控切割。
近两年根据用户要求和产品升级,部分纵梁管束孔由圆孔变更为长圆孔,并且此种长圆孔工艺将逐步推广至大部分纵梁。为了满足持续增加的长圆孔切割需求,提升车架厂长圆孔切割产能,车架厂在纵梁一车间数控点焊机下料工位导入简易切割线,使其具备切割长圆孔功能。
切割长圆孔具体流程如图1所示:根据纵梁钻孔图确定长圆孔位置,选定切割基准点,绘制AutoCAD图纸,然后将绘制的CAD图纸读入数控切割程序编制软件FastCam中,进行完前处理后,确定切割轨迹,最后在FastPOLT中确认校对切割轨迹,输出.txt格式数控切割程序。
1 基于C语言切割自动生成长远孔程序软件的设计
在Fastcam加工环境下编制切割程序,输出为.txt文件。通过对fastcam输出的切割程序进行充分分析,可以利用C语言的开发快速生成切割长圆孔程序的软件。为了更好的进行介绍,首先准备一个切割基准点为(50,45)位置为(805,115)的长圆孔,如图2所示。
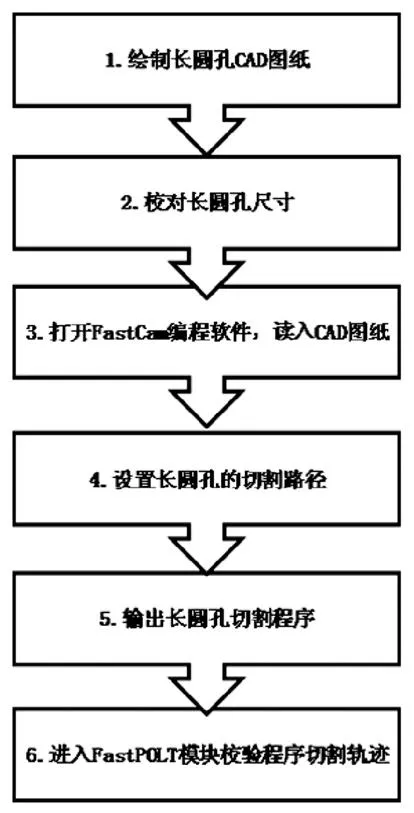
图1 传统长圆孔切割程序编制流程
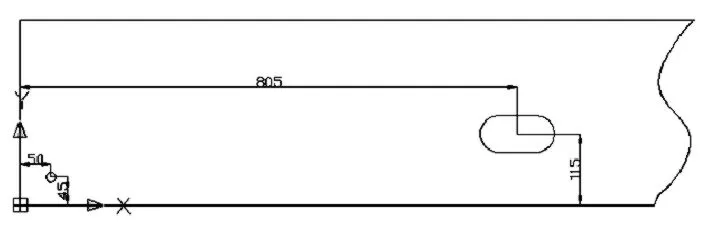
图2 长圆孔位置示意图
1.1 长圆孔切割程序的简单分析
下面是fastcam输出的长圆孔切割程序(格式为.txt):
…….
1.G92 X0.Y0.
2.G21
3.G91
4.G00X89.75Y-720.
5.M07
6.G02X10.Y-10.I0.J-10.
7.G01Y-60.
8.G02X-59.5I-29.75J0.
9.G01Y60.
10.G02X59.5I29.75J0.
11.G02X-10.Y-10.I-10.J0.
12.M08
13.G00X-89.75Y740.
14.M02
……..
第1行G92代表工件零点设定,后面跟的是点的坐标,一般绘制切割程序图纸时将选定的基准点移动CAD图纸坐标原点。第2行G21代表公制输入。第3行G91代表程序中所有的坐标点为增量值。第4行G00代表快速定位,后面跟的X--,Y—代表相对前一个坐标(0,0)增量值。第5行M07代表打开切割机等离子。第6行G02代表顺时针圆弧插补,后面跟的X--,Y--,I--,J--其中X--,Y--表示圆弧终点位置,I—表示圆心相对圆弧起点在X轴上的增量值,J—表示圆心相对圆弧起点在Y轴上的增量值,因此G02X10.Y-10.I0.J-10表示顺时针进行直径为10mm的四分之一圆弧插补。第7行G01代表直线插补,后面代表沿着坐标增量值。第8行G02X-59.5I-29.75J0表示顺时针进行直径为59.5mm的二分之一圆弧插补。第9行代表长度为60mm的直线插补。第10行G02X59.5I29.75J0. 表示顺时针进行直径为59.5mm的二分之一圆弧插补。第11行G02X-10.Y-10.I-10.J0. 表示顺时针进行直径为10mm的四分之一圆弧插补。第12行M08代表关闭切割机等离子。第13行代表快点移动到坐标原点。第14行M02代表关闭所有代码,并回到初始位置,程序结束。如下图所示为程序运行轨迹。
图3 长圆孔切割轨迹图
1.2 自动生成切割长圆孔程序软件的设计
C语言是一门面向过程的计算机编程语言,是一目前世界上流行、使用最广泛的高级程序设计语言,广泛用于系统软件与应用软件的开发。C语言对操作系统和系统使用程序以及需要对硬件进行操作的场合,用C语言明显优于其它高级语言,许多大型应用软件都是用C语言编写的。在生成切割长圆孔程序软件的设计中,利用C语言丰富的字符处理函数、数值运算函数及文件操作等能快速、容易地实现长圆孔切割程序的中各个点的相对坐标计算及数控加工代码文件的输出。
上节文中分析了长圆孔程序中切割机识别代码的文件格式。通过大量分析纵梁钻孔图,发现长圆孔大小一致,因此,切割时切割轨迹是一致的,只需提供切割基准点坐标和长圆孔相对位置,通过数学计算,就可以计算出程序中所需的起弧和收弧位置的坐标。
由于在切割过程中火焰或者电弧有一定的宽度,造成切割材料有损耗。为保证零件尺寸,考虑到损耗,所以必须加切割补偿。补偿量可以在切割机控制器上加,也可以在程序中直接增加补偿。因为长圆孔图纸尺寸简单,所以在编制切割长圆孔程序中设置了切割补偿,也就是说要改变程序中零件的尺寸。根据现场加工精度及工艺尺寸要求,在程序中设定的切割补偿量为0.25mm。
在FastCam中模块FastPOLT可以显示切割路径,看到相应的切割模拟演示。而在自动生成切割长圆孔程序软件中,只需保证基准点和长圆孔相对位置准确,就可以保证长圆孔切割程序的准确率。因此,在生成长圆孔切割程序时,在首行增加了注释语句,格式:(A B-C D)其中AB为纵梁钻孔图中选定切割基准孔的坐标,CD为长圆孔的坐标(坐标基准点为纵梁前段与下翼面相交的点,如图1所示)。
自动生成切割长圆孔程序软件的实现主要具体步骤如下:
步骤1:调用C语言printf()语句通过提示“请输入基准点(A,B)”,“请输入长圆孔位置(C,D)”分别输入程序基准点的坐标及长圆孔位置坐标。
步骤2:调用C语言printf()语句和strcat()语句,在指定文件目录下创建与输入程序号同名的数控代码文件,后缀为.txt。
步骤3:通过C语言数值运算函数计算出长圆孔起弧和收弧位置坐标。
步骤4:调用文件管理函数fopen()打开前述步骤创建的.txt数控代码文件。
步骤5:调用fprintf()函数往上述创建的数控代码文件写入程序注释行:(A B-C D)。
步骤6:调用fprintf()函数依次写入长圆孔切割程序数控代码,并带入相关点坐标值。
步骤7:调用fclose()函数和return()关闭文件,结束。
2 自动生成切割长圆孔程序软件的验证
下图分别是使用自动生成切割长圆孔软件编制长圆孔程序的流程图和软件的运行界面,从流程图和运行的界面来看,人机交互效果比较好,方便工艺人员校对长圆孔切割程序,不仅提高了长圆孔切割程序的编制效率,减少编制流程,更大大提高程序的准确率。
下表是使用传统编制长圆孔切割程序和自动生成切割长圆孔程序软件对于编制同一长圆孔程序的时间对比,由表1可以看出基于C语言自动生成切割长圆孔程序软件编制长圆孔程序的高效性。

图4(a) 使用自动生成长圆孔切割程序软件编制切割程序流程
图4(b) 自动生成长圆孔切割程序软件使用界面
表1 两种不同编制程序方式时间对比

3 结论
本文基于C语言设计的自动生成长圆孔切割程序软件,在不需要绘制AutoCAD图纸的情况下,通过输入长圆孔相关参数就可实现快速生成长圆孔切割数控程序,同时还在切割程序中增加切割补偿量、切割参数注释等辅助功能来完善整个软件。从实际使用情况来看,该软件运行稳定,不仅提高了长圆孔切割程序的编制效率,减少编制流程,更大大提高程序的准确率。
[1] 谭浩强. C程序设计[M].北京:清华大学出版社,1991.
Design of long circular hole cutting program software based on C language
Bi Baopeng, Zhu Lei, Zhang Bo
(Shaanxi Heavy-duty Automobile Company Limited, Shaanxi Xi'an 710200)
With the application of long circular holes in most of the longitudinal girders of frame, the NC program for cutting long circular holes needs to go through the process of drawing CAD drawings, importing FastCam and programming long circular holes. This paper presents a design method of program software for cutting long circular holes based on C language. By inputting the cutting datum point and the position of long circular holes in the program, the software can automatically generate the cutting NC program. The cutting program generated by the software not only increases the cutting compensation, but also increases the annotation line to facilitate the correct recognition and use of the cutting program.
NC programming; C language; Long circular hole; Cutting program
U462.2
A
1671-7988(2018)20-135-03
U462.2
A
1671-7988(2018)20-135-03
毕宝鹏(1989-),男,硕士,就职于陕西重型汽车有限公司,从事车架工艺技术。
10.16638/j.cnki.1671-7988.2018.20.050
猜你喜欢
汽车实用技术(2021年4期)2021-03-05
汽车零部件(2020年12期)2020-12-28
汽车实用技术(2020年10期)2020-06-11
祝您健康(2020年3期)2020-05-18
山东工业技术(2017年24期)2017-12-29
西部资源(2017年3期)2017-07-05
敦煌研究(2017年3期)2017-07-05
计算机辅助工程(2017年1期)2017-03-21
心脑血管病防治(2011年3期)2011-09-15
娃娃画报(2009年2期)2009-02-12
