炼油厂设计适应新形势要求的思考
2018-10-31 09:01邱立波
当代石油石化 2018年10期
邱立波
(中国天辰工程有限公司,北京100029)
2017年,中国加工原油5.7亿吨,表观进口原油4.15亿吨,原油对外依存度为72.81%,因此国内新建炼油厂均要加工进口原油。
随着原油资源不断开发利用,炼油厂加工重质原油是发展趋势。通常规律是,重质原油小于360℃的汽柴油收率较低,硫、重金属、残炭等杂质含量较高;轻质原油则相反,小于360℃的汽柴油收率较高,硫、重金属、残炭等杂质含量较低。炼油厂的总加工流程如何适应一定范围内原油性质变化,是设计时重点考虑的问题之一。
我国汽、柴油产品已于2017年1月1日开始执行国Ⅴ标准,2019年1月1日将开始执行国Ⅵ标准,同时2020年全国范围内将推广乙醇汽油。除此之外,国家对节能和环境保护的要求也越来越高,这也是炼油厂设计时应该考虑的问题。
本文针对炼油厂设计时如何适应原油性质变化,如何采取措施满足产品质量升级要求、环境保护要求以及节能要求等进行分析和探讨。
1 选择合适的总加工流程提高原油适应性
炼油厂设计时,首先要确定其规模和加工的原油。由于实际运行时原油采购需要根据国际原油价格及资源可获得性等因素综合确定,所加工的原油品种往往较多,因此设计时原油性质需要有一定的灵活性,原油性质的灵活性主要通过总加工流程的选择实现。
总流程选择过程中渣油加工路线的选择至关重要,是影响原油灵活性的重要因素,目前渣油加工主要按照加氢和脱碳两种类型来考虑。
1.1 加氢型流程应注意问题
固定床渣油加氢对原料的残炭和重金属含量有要求,一般重金属含量在100~150 ppm之间,残碳<20%。进料中除了减渣之外,还需要有部分蜡油。相对而言,此类加氢型炼厂加工原油相对较轻。如果原油变重,亦即原油中大于360℃的蜡油、减压渣油馏分增加时,为满足渣油加氢脱硫(VRDS)进料性质的要求,需要把更多的蜡油调整到VRDS原料中去,会降低蜡油加工装置负荷。另外,为了控制VRDS的进料质量,需要将部分更劣质的减压渣油作为沥青或重质燃料油等低价值产品销售,影响效益。加氢型流程对原油变轻容易适应,对原油变重的适应有难度,应重点放在减压蒸馏单元的设计上。
1)减压炉的负荷要有一定的余量,加热炉负荷考虑上限在130%附近,保证满足减压塔蜡油馏分增加后的馏出对加热炉负荷增加的需求。
2)当加热炉所留的余量不能满足要求时,安排部分常渣不经减压直接进VRDS。
3)调整催化裂化的加工方案,增加油浆的外甩量,控制油浆密度不宜太重,将催化裂化油浆作为渣油加氢脱硫的原料。
1.2 脱碳型流程应注意问题
延迟焦化装置(DCU)对原料适应范围较为宽泛,脱碳型工艺流程可以加工更重质劣质原油。
如果加工原油变轻时,由于直馏石脑油、直馏柴油馏分量增加,常减压蒸馏装置常压部分可能成为制约原油加工量的主要因素。因此,对于此类工艺流程,原油适应性重点放在常压单元的设计上,应注意以下几个方面:
1)常压炉负荷要留有余量(130%为上限)或改造余地。
2)常顶冷凝冷却负荷要留余量或改造空间。
3)留有将闪蒸塔改造为初馏塔的余地。
目前,国内外已经有渣油加氢裂化(如VCC、SET或MCT)投入建设和运行。渣油加氢裂化能加工更劣质的减压渣油,而且不需要添加蜡油组分,这样的总工艺流程对原油有更强的适应性。
如果一个炼油厂的重油加工路线包含加氢和脱碳两种,其组合流程原油适应性更强,但要增加投资。
2 选择合适的工艺满足产品质量升级要求
2.1 汽油和柴油标准情况
1)北京《车用汽油(DB11/238–2016)》地方标准(京Ⅵ),已于2017年1月1日起实施,京Ⅵ汽油中的硫含量不大于10 ppm,芳烃含量控制在不大于35%,烯烃含量控制在不大于15%,苯含量控制在不大于0.8%。国家汽油标准主要技术指标(GB 17930–2016)见表1,国Ⅵ汽油自2019年1月1日起全国范围内开始执行。
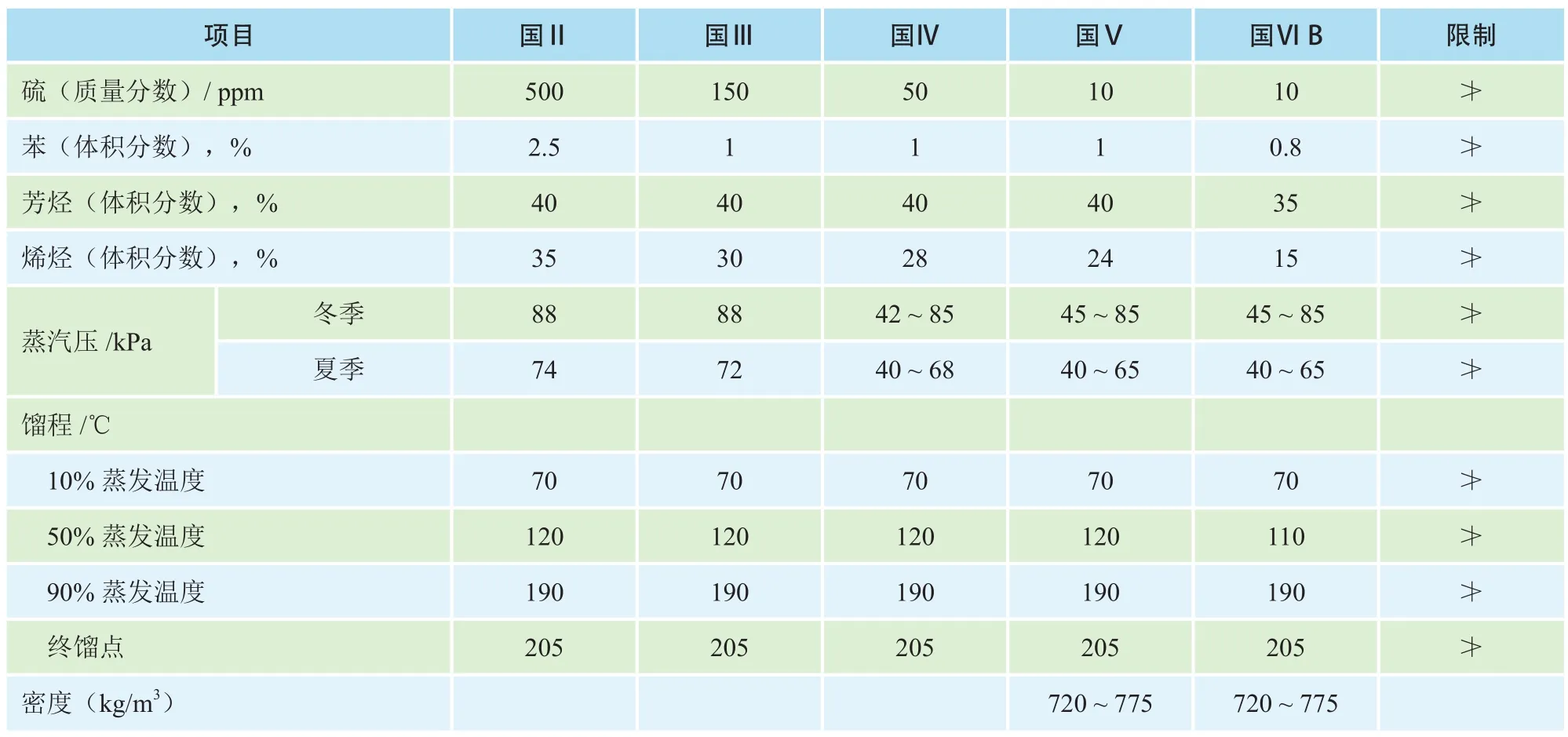
表1 汽油标准(GB 17930–2016)主要技术指标
2)北京《车用柴油(DB11/239–2016)》地方标准(京Ⅵ),已于2017年1月1日起实施,京Ⅵ柴油的硫含量不大于10 ppm,多环芳烃不大于7%。国家标准《国Ⅵ标准(GB 19147–2016)车用柴油》从2019年1月1日起执行,主要技术指标见表2。
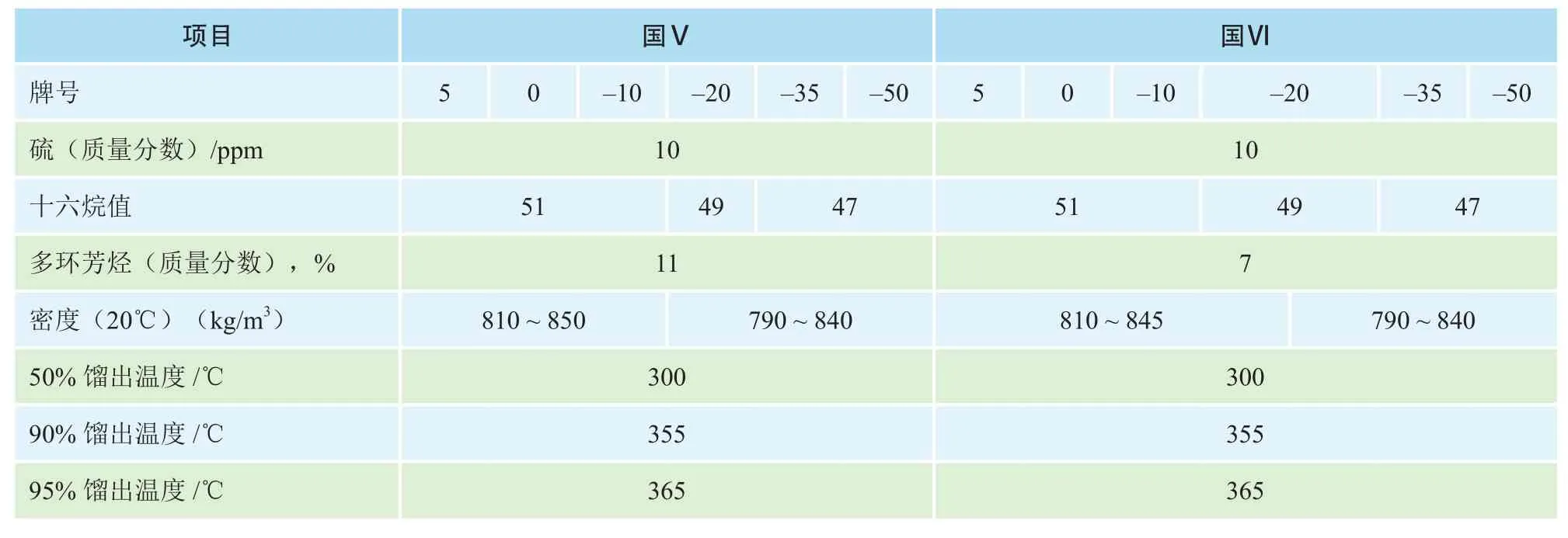
表2 柴油标准(GB 19147–2016)主要技术指标
2.2 汽油质量要求提高的应对措施
硫、苯、烯烃、芳烃是汽油中的主要限制组分。
苯和芳烃主要来源于重整汽油组分,提高重石脑油初馏点至85℃,可以将汽油中苯的含量降低很多,芳烃(苯、甲苯和C8芳烃)也可用抽提方法实现。
硫和烯烃主要来源于催化裂化汽油组分,加氢脱硫的同时,辛烷值也会随着烯烃的饱和而下降。降硫措施主要有:
1)催化裂化汽油加氢。国内外可选的技术较多,国外技术以Prime G+、CDTECH为代表,国内技术有RSDS、OCT-M、S-Zorb、DSO、GARDES等。大多数技术相差不多,基本上是将催化汽油切割,将重汽油加氢,再进行脱硫醇,有的采取部分脱硫醇、有的采取混合汽油脱硫醇,脱硫醇时碱洗、催化氧化分别进行,从而降低汽油硫含量。
2)当催化汽油硫含量较低时,可以考虑全馏分加氢。设3个反应器,反应在不同的反应器中进行,采用不同的反应条件,达到好的选择性。一段是选择性加氢脱除二烯烃的反应;二段是选择性加氢脱硫的反应;三段是芳构化、异构化反应,通过增加芳烃和异构烷烃的含量,补偿烯烃减少造成的辛烷值损失。
3)当催化汽油硫含量较高时,应先进行轻、重馏分的切割,只对重汽油进行选择性加氢脱硫,轻汽油作汽油调和组分或作为轻汽油醚化的原料。不生产乙醇汽油的炼油厂,设置轻汽油醚化装置是合适的,降低汽油中烯烃含量的同时,通过醚化可以提高辛烷值。
4)MTBE可以作为汽油调和组分,但其硫含量往往偏高,主要原因是原料混合C4中高沸点的硫化物通过MTBE装置的催化蒸馏塔或共沸塔被分离到MTBE产品中,另外,MTBE醚化催化剂中树脂磺酸流失也进入产品。某厂由于树脂磺酸流失原因,半年后导致MTBE中硫含量增加10 ppm。降低MTBE硫含量采取的措施:①选用高效、深度液化气脱硫醇工艺,采用再生碱液反抽提等措施,确保经脱硫醇后的液化气总硫含量小于10 ppm。②根据MTBE装置中各组分的沸点不同,在MTBE装置以前的气体分馏装置中增设轻、重C4分离塔或脱C5塔,将沸点较高的硫化物分馏到塔底中,而塔顶馏出物即MTBE原料中硫含量就会大幅度降低,使生成的MTBE产品中硫含量大幅度降低。③采用旋流法深度脱除LPG中游离水、胺、碱等措施以减少磺酸流失。
5)增加高辛烷值汽油调和组分的数量。汽油质量升级,要求硫、烯烃、苯、芳烃越来越低,而市场上高标号汽油消费比例越来越高。重整汽油含有苯、芳烃,催化汽油含有硫、烯烃,MTBE含有氧。异构化汽油、烷基化汽油、烯烃齐聚汽油没有任何被限制的成分,应增加这些汽油调和组分的产量。
异构化装置的原料是重整装置拔头油,主要是C5/C6汽油,异构化后的汽油研究法辛烷值(RON)可达90,且异构化汽油的敏感度低,马达法辛烷值(MOR)比RON仅小2个单位。
烷基化的规模受限于异丁烷和1–丁烯数量。通过增设正丁烷异构装置和MTBE停用增加的异丁烯可以扩大烷基化装置的规模。
2.3 乙醇汽油的推广对汽油质量升级的影响
2017年9月,国家发改委等15个部委联合印发了《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》,方案指出,到2020年将基本实现全国范围内的乙醇汽油覆盖。
乙醇汽油的优势有以下几点:其一,燃料乙醇作为可再生能源,来源广泛,且制备技术也较为成熟,可以快速实现量产,同时也可以减少对石油等能源的过度开采;其二,乙醇汽油可以有效减少汽车尾气中的碳排放、细颗粒物排放以及其他有害物质的污染,有益于环境保护;其三,乙醇汽油的抗爆性、自燃性、空燃相对比都处于合理范围,加之我国乙醇汽油的调和标准不需要对现有发动机进行改造即可使用。
乙醇的密度789 kg/m3,RON为111,氧含量34.78%。乙醇做为汽油调和组分后,炼油厂需要生产乙醇汽油组分油,对烯烃、芳烃和辛烷值指标要求可以略有宽松,但是蒸汽压指标将更加严格。另外,组分油中不允许添加MTBE,炼厂缺少低硫、低烯的高辛烷值组分。炼厂需结合汽油池组成统筹考虑,采取措施:一是可以通过建设烷基化装置或者外购烷基化油,增加汽油池中烷基化油比例;二是关注异构化油的蒸汽压,必要时调整初馏点;三是将MTBE改造为叠合装置。
2.4 柴油质量要求提高的应对措施
柴油质量升级措施主要靠加氢,加氢深度越高,产品硫含量越低,且十六烷值同步增加。关键是平衡好柴油的硫含量、十六烷值、液收三者的关系。
直馏柴油和焦化柴油的十六烷值较高,通过加氢精制即可使硫含量满足质量标准要求。
催化柴油,由于本身十六烷值很低,需要进行加氢改质才能满足要求。
另外,可以考虑将催化柴油作为加氢裂化进料,提高整体柴油的十六烷值。
3 应对环境保护要求采取的措施
3.1 二氧化硫
《石油炼制工业污染物排放标准》(GB 31570–2015)规定,现有企业从2017年7月1日起,新建企业从2015年7月1日起,催化烟气、硫黄焚烧炉烟气、工艺加热炉烟气中SO2的排放浓度分别为100 mg/m3、400 mg/m3、100 mg/m3;特别排放限值分别为50 mg/m3、100 mg/m3、50 mg/m3。采取措施建议如下:
1)催化裂化再生烟气。计算表明,未加硫转移剂,催化原料硫含量小于240 ppm时,催化烟气的SO2含量已达49 mg/m3(特别排放限值为50 mg/m3)。催化原料硫含量更多的是大于240 ppm,因此,大多数催化裂化装置均应采取再生烟气脱硫措施;仅原料硫含量低的装置可以通过加入硫转移剂解决。
2)硫黄装置尾气。改进克劳斯制硫工艺,提高硫的回收率;对烟气进行脱硫处理。
3)工艺加热炉。计算表明,以炼油厂干气为燃料,装置加热炉的烟气排放问题不是特别突出,燃料硫含量为200 ppm时,其SO2浓度完全可以满足最新标准要求。
3.2 氮氧化物
《石油炼制工业污染物排放标准》(GB 31570–2015)规定,现有企业从2017年7月1日起,新建企业从2015年7月1日起,催化烟气、工艺加热炉烟气中的氮氧化物排放浓度分别为200 mg/m3、150 mg/m3,特别排放限值 100 mg/m3、100 mg/m3。采取措施建议如下:
1)催化烟气。一是要通过对催化原料的加氢处理,减少催化裂化原料的氮含量;二是在装置上增加脱硝措施。
2)硫黄装置。酸性水汽提装置回收氨,减少进入酸性气中的氮。
3)工艺加热炉。氮氧化物的量要高度重视,氮氧化物的控制由“友好”的燃烧器实现,应该在询价交流阶段选择筛选出低氮氧化物排放的燃烧器。
未来炼油厂包括催化裂化再生烟气、硫黄焚烧炉烟气、工艺加热炉的烟气,都会要求建设烟气处理系统,以满足SO2和氮氧化物排放要求。另外,为方便工艺加热炉的烟气处理,加热炉可集中布置,全厂可能会出现一个或几个工艺加热炉群。
3.3 酸性气
《石油炼制工业污染物排放标准》(GB 31570–2015)规定,“酸性气回收装置的加工能力应保证在加工最大硫含量原油及加工装置最大负荷的情况下,能完全处理产生的酸性气。脱硫溶剂再生系统、酸性水系统和硫黄回收装置的能力配置应保证在一套硫黄回收装置出现故障时不向酸性气火炬排放酸性气”。这就意味着,炼油厂联合硫黄回收装置应采用“N+1”模式配置。设计时重点关注几个方面:
1)联合硫黄回收装置的溶剂再生、酸性水汽提、制硫3个单元均采用“N+1”模式配置。
2)以制硫单元为例,如全厂平衡下来,制硫的规模为10万吨/年,制硫的配置可以采用6万吨/年+6万吨/年两套,全厂满负荷运行时,两套装置同时运行,制硫装置的负荷为83.3%;当一套制硫单元故障时,6万吨/年制硫单元运行,全厂负荷降至60%运行。
3)溶剂再生、酸性水汽提单元应按类似思路考虑配置。
4)对于有硫黄回收或硫酸的企业,均应按“N+1”模式配置。
5)3个单元的具体规模应该根据投资、可操作性研究比较后确定。
3.4 无组织污染源
对于无组织污染源设计时应重点考虑:①选用合适罐型,应对油罐进行氮封或设置油气回收系统。②装卸车系统设置油气回收系统,减少装卸过程中的排放。③污水处理场系统废气处理,主要是将敞开式池体加盖密封,然后采用风管和离心风机将气体抽出,通入VOCs处理部分,实现污水处理场VOCs达标排放。
3.5 污水排放
《石油炼制工业污染物排放标准》(GB 31570–2015)规定,现有企业从2017年7月1日,新建企业从2015年7月1日起,污水的排放量限值为0.5 m3/吨(原油),特别限值为0.4 m3/吨。采取措施如下:
1)污水的排放浓度,主要通过选择合适污水处理工艺和提高操作管理水平解决。污水的排放量:一是减少污水的产生,二是提高污水的回用量。
2)含油污水经处理后回用是减少污水排放量最有效的办法。目前国内新建的大型炼油厂,大都采用了污水回用技术。经过深度处理的回用污水,主要用来做循环水的补充水和绿化用水。
3)高浓度的含盐污水处理后回用的成本较高,因此对高浓度含盐污水,应主要考虑减少产生量。
4)沿海的炼油厂,有条件采用海水间接冷却技术。海水直接冷却时,一旦产生腐蚀,油品进入海水中,会造成海洋水体污染。用海水冷却循环水,代替常规的凉水塔。由于循环水系统是密闭的,可避免循环水的浓缩,减少甚至避免循环水场排出的高浓度的含盐污水。
4 应对节能减排要求采取的措施
《石化产业调整和振兴规划》要求2011年大型炼油厂单位原油综合能耗低于63千克标准油/吨原油。
《能源中长期发展规划纲要》要求2010年、2020年炼油单位能量因数能耗分别为12千克标准油/吨原油、10千克标准油/吨原油。
根据以上要求,在炼厂设计时,应从几个方面考虑:
1)节能应从全厂角度综合考虑,不要只关注单装置,更重要的是从全厂全流程统一核算,目标是全厂能耗最低。
2)科学合理选择全厂总工艺流程、工艺装置的技术路线以及全厂系统配套,对于节能是至关重要的。
3)优化装置内部的流程和用能结构,所有工艺换热基于经济目标进行优化分析,并小于20℃的窄点温差。多余的热量可考虑发生蒸汽或产生热媒水。
4)上、下游装置之间直接热进料,减少上游装置冷却水的负荷及下游装置的加热负荷,减少从中间罐区到下游装置输送泵的用电负荷。
5)工艺加热炉的效率应达到92%。加热炉尽可能用低硫燃料,这样保障不产生露点腐蚀,从而降低排烟温度,尽量回收烟气余热。另外可以利用装置余热加热燃料。
6)蒸汽逐级利用,尽量不用减温减压器,尽可能地回收凝结水,尽可能不放空蒸汽。公用工程的蒸汽锅炉都产高压蒸汽,工艺装置所用的中、低压蒸汽均由蒸汽透平的背压排汽供给。
7)将含油污水(有条件的还可以引入城市中水)处理后,用做循环水场补充水和绿化用水。
8)将加氢装置的酸性水和非加氢装置酸性水分别汽提,得到净化水作为工艺装置注水,化学药剂的配制用水。酸性水汽提装置的汽提塔应普遍采用重沸器做塔底热源,避免使用汽提塔底通入蒸汽做热源。
9)使用空冷替代水冷,以减少循环水用量。用热媒水回收装置余热。
10)沿海炼油厂,可以考虑利用装置余热淡化海水,用来替代新鲜水;用海水间接冷却(用海水冷却循环水),以减少循环水的蒸发损失和浓盐水的排放。
5 结论
1)炼油厂设计时需要考虑加工原油灵活性,需要满足产品质量升级、环境保护要求、节能减排要求,因此在炼油厂设计阶段,尤其是在总流程确定、技术选择、装置构成、设备选型、平面预留等环节就应该把上述相关因素统筹考虑。
2)炼油厂的大型化、园区化、炼油–化工一体化、智能化,以及分子炼油理念,应该在未来炼油厂的规划、设计、建设、运行中加以实施,需要我们提高认识,把原油资源研究好、分析好、利用好,创造更多的效益,造福企业和社会。
猜你喜欢
皮革制作与环保科技(2022年16期)2022-11-19
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
山东冶金(2019年3期)2019-07-10
山西化工(2019年1期)2019-02-19
石油炼制与化工(2018年6期)2018-03-27
电子测试(2017年15期)2017-12-18
能源(2017年11期)2017-12-13
证券市场周刊(2017年33期)2017-09-19
咸阳师范学院学报(2016年6期)2017-01-15