薄壁深腔铝合金零件的铣削加工参数研究
2018-11-08 07:46王延飞孙光举牛雪平
海峡科技与产业 2018年5期
王延飞 孙光举 牛雪平
摘要:在零件加工的过程中,需要对薄壁深腔铝合金零件的铣削加工参数进行确定,所以笔者进行切削的深度与误差之间单因素实验,通过实验结果找出两者之间的关系。实验之后发现,铣削深度的降低会导致切削尺寸误差的减小。但是如果加大进给速度,则会造成零件形状误差变大。所以笔者根据各项数据之間的关系,计算出最合理的切削深度与进给速度的相关参数,以此促进铣削加工的质量水平的提升。
关键词:薄壁深腔;铝合金零件;铣削加工;参数选择
所谓的薄壁深腔零件指的是壁厚约为1.2mm,深度大于40mm,宽度超过50mm,长度在80mm以上的通腔零件。在进行薄壁件制造时,通常采用铝合金为原料,因为其具有密度小、强度大以及具备较好的抗腐蚀性等,尤其在进行航空薄壁结构件的制造中使用较多。但是由于薄壁件特殊的要求,存在一定的加工难度,在制造加工时容易产生零件变形问题。所以一直是制造企业面临的难题之一。本文结合某企业生产实际进行阐述,该企业在生产一种铝合金零件时,因为产品内壁较宽而且较薄,所以容易产生质量问题,譬如薄壁变形、产品实际与设计参数尺寸误差较大、产品表面不够平滑进而导致制造加工质量低下。这些问题导致产品不合格,不仅造成较大的损失,还严重影响企业生产效率。
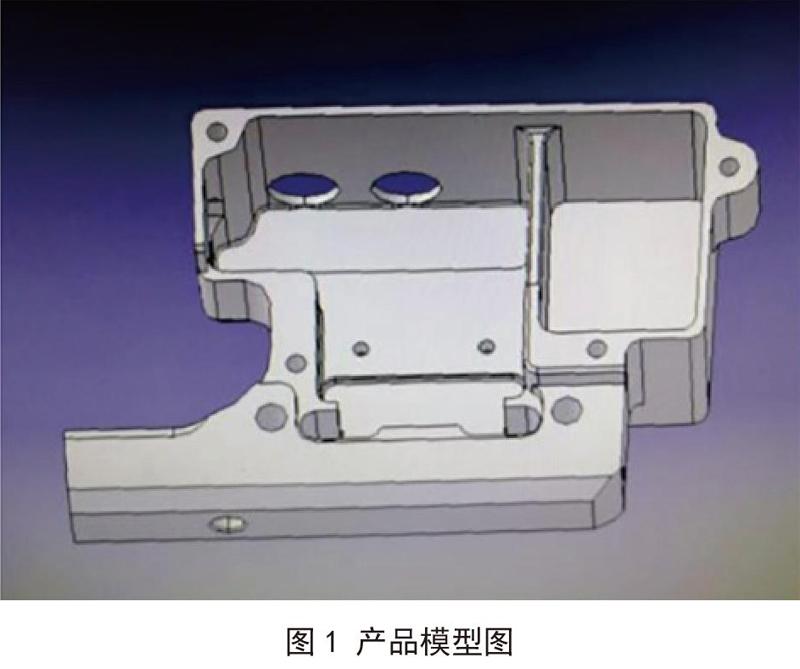
图1是铝合金零件的模型图,该产品属于不规则图形,由多个内壁与钻孔组成,而且其中一内壁还需挖去两圆形。设计模型对每个薄壁都有相关的设计参数。在进行制造加工的时候按照常规的切削深度与进给速度参数进行,在模具设计(UG)软件中型腔铣模式选择为“跟随部件”,进行铣削,并选择了1cm的三刃高速钢铣刀,辅之以两千转每分钟的主轴转速和20cm每分钟的进给速度进行加工,每层切削5mm的深度,进而得到加工产品。
在制造加工完成后对产品进行测量,主要测量零件的壁厚尺寸。通过与理论的壁厚尺寸进行比较发现每个薄壁之间均存在一定的误差。从加工成品看来,如果每层的切削深度设定为5mm时,进给速度超过20cm每分钟,此时主轴的负载率会超过8%,这种情况下在进行加工时会存在刀具断裂的可能。如果进给速度保持在20cm每分钟,负载率也有5%,而且加工时发现存在排屑不及时的情况,进而导致薄壁变形被误切。产成品薄壁表面粗糙,刀痕明显,尺寸误差也比较大。由于加工制造设备等存在不稳定性,所以会产生各薄壁尺寸误差之间存在较大的不同,极值存在较大差异。因此,得出以较大的切削深度去提高产品的加工效率方法不可行。
通过分析发现,这种加工误差主要是由铣削力与走刀路径造成的。在薄壁件加工过程中,由于零件本身刚性较差,易造成“让刀”情况,致使薄壁件出现弹性变形。如果加工时铣削力过大,又超过了零件材料的弹性极限的时候又会造成塑性变形。走刀的路径不用也会致使零件产生变形,走刀路径不同会影响产品毛坯内部残余应力释放次序,从而造成不同的变形问题。
在进行加工制造过程中,切削深度决定了加工时的铣削力。通常情况下,切削深度与铣削力、产生误差成正比例相关。这种情况下,如果在加工时增加切削次数,就会使切削效率有所下降,所以在现实情况中需要考虑的是如何提高加工效率以及控制误差,对此,笔者进行了切削深度与切削误差两者的单因素实验,并通过数据分析了解两者关系,进而找出满足误差范围内的最大切削深度参数选择。
1实验设计与结果
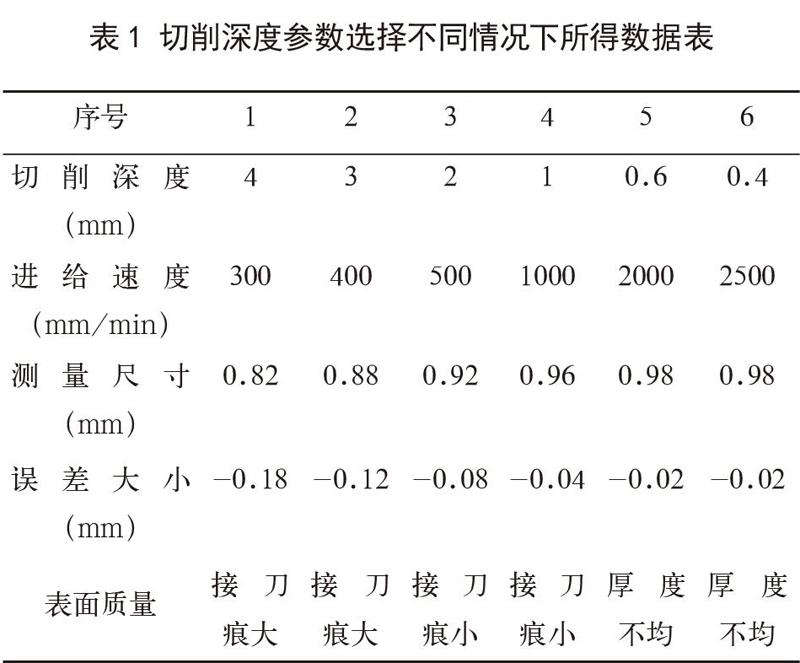
为了方便实验展开,选取其中一内壁作为对象,并在相关的软件内进行建模,设置其他参数不变,只对切削深度与进给速度进行设定,经过试验得到以下数据,如表1。
2实验结果分析
从表1不难发现,当切削深度参数选择不断减小时,测量得到的尺寸误差也在减小。这主要是因为切削深度控制着铣削力,切削深度减小,铣削力也越小。在进行铝合金零件加工时,由于其强度较低,当选择较大的切削深度时,较大的铣削力会造成零件的塑性变形,从而致使误差变大。但如果降低切削深度参数时,虽然误差变小,但是走刀路径增加导致产品加工效率低下。
通过实验观察发现,在切削深度为0.6mm与0.4mm这两种情况下,产品内壁存在内厚外薄的问题。通过观察加工环节的切削路径了解到,如果切削深度参数选择较小,而进给速度参数选择较大时,刀具在拐弯时需要更大的转角空间进行切削加工,所以容易出现过削的问题,这也表明在进行薄壁零件铣削加工时,拐弯进给速度不能过大。
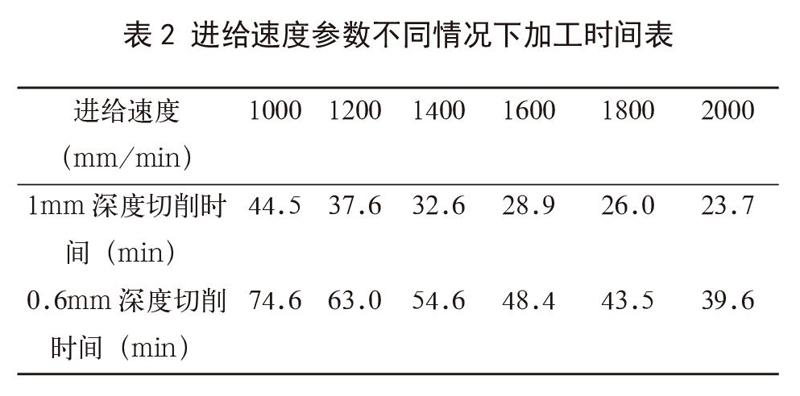
通过以上分析笔者认为在进行薄壁零件加工时切削深度参数选择应当取值于0.6mm到1mm之间。除此之外,还要注重零件的加工效率,所以笔者又对切削深度为1mm、0.6mm时针对不同进给速度完成时间的测量实验。所得情况如表2所示。
观察上表可发现,在选择1mm切削深度辅之1600mm/min的进给速度时,能保证各项指标最优,也就是说此参数条件下进行薄壁零件加工时最合适。笔者根据此参数选择进行实际加工得到新的零件产品。
通过实物测量相关数据表明,内壁尺寸最大的误差值为0.05mm,在相关的误差标准之内,而且加工产品尺寸相对之前来说较为稳定,产品表面质量得到有效的提高。也说明了在进行薄壁深腔铝合金零件的铣削加工选择该参数时较为合适。
3结语
经过相关实验表明,切削深度为1mm,进给速度保持在1600mm/min时,所得零件加工尺寸误差较小,尺寸稳定,且产品表面质量较好,加工效率有所提高,所以采用此参数进行当前零件的制造加工会得到更好的效果。