基于拉法尔喷嘴的磨料气体射流加速规律研究*
2018-11-30 07:18刘勇张慧栋魏建平张娟
中国安全生产科学技术 2018年11期
刘勇,张慧栋,魏建平,张娟
(1.河南省瓦斯地质与瓦斯治理重点实验室(省部共建国家重点实验室培育基地), 河南 焦作 454000;2.煤炭安全生产河南省协同创新中心,河南 焦作 454000)
0 引言
高压磨料气体射流是高压气体对磨料加速形成的气固两相介质射流,是一种适用于低渗松软煤层卸压增透措施,可避免“水力化”增透措施出现的水锁效应和塌孔现象[1-2]。高压磨料气体射流对煤层的卸压增透效果取决于其对煤体的冲蚀体积[3],而磨料的冲击动能则是影响射流冲蚀体积的重要因素[4]。在磨料粒子质量一定的情况下,其冲击动能由速度决定。因此,针对磨料粒子加速机理的研究是必要的。
磨料射流中,磨料粒子的加速分为管路内加速、射流喷嘴内加速以及射流核心区的加速,但加速主要是在喷嘴内[5]。章文峰[6]建立了高压管路、喷嘴内以及喷嘴外流场的磨料加速动力学模型,并基于等分法和迭代算法的数值求解方法求解了该模型;段雄[7]应用多相流动力学模型计算了磨料速度,模型中考虑了形成射流的混合管中空气流量对磨料加速过程的影响;温志辉等[8]试验研究了磨料特性对于破煤效果的影响,结果表明磨料密度是影响高压磨料气体射流破煤效果的重要因素之一。喷嘴是影响射流速度的关键因素[9],目前对于磨料加速机理的研究多基于圆锥收敛型喷嘴和直喷嘴,其介质多为固液两相流。对于磨料气体射流的研究多是低压状态下[10],对高压条件下磨料加速机理缺乏系统分析。拉法尔喷嘴可以将可压缩流体加速至超声速,其加速过程与收敛型喷嘴和直喷嘴不同。并且现阶段的研究多基于十分稀疏相[11],而质量流量是影响磨料气体射流冲蚀效果的关键参数[12],流体对于不同质量流量的加速效果也是不同的,因此磨料的质量流量是研究磨料加速不可忽视的因素。
为此,本文通过ANSYS FLUENT软件对射流过程中气体和磨料粒子的加速以及不同质量流量下磨料加速过程进行了模拟,得到了磨料在拉法尔喷嘴内部以及自由射流段的加速规律。可为高压磨料气体射流工作效率的提高提供理论基础。
1 磨料气体射流加速模型构建
1.1 喷嘴结构
高压磨料气体射流拉法尔喷嘴的内部结构和参数如图1所示,可以分为收敛段、喉管段和扩张段3部分。入口直径4 mm,收敛段长度2 mm,喉管长6 mm,喉管直径2 mm,扩张段长11.4 mm,出口直径4.1 mm。喷嘴结构如图1所示。
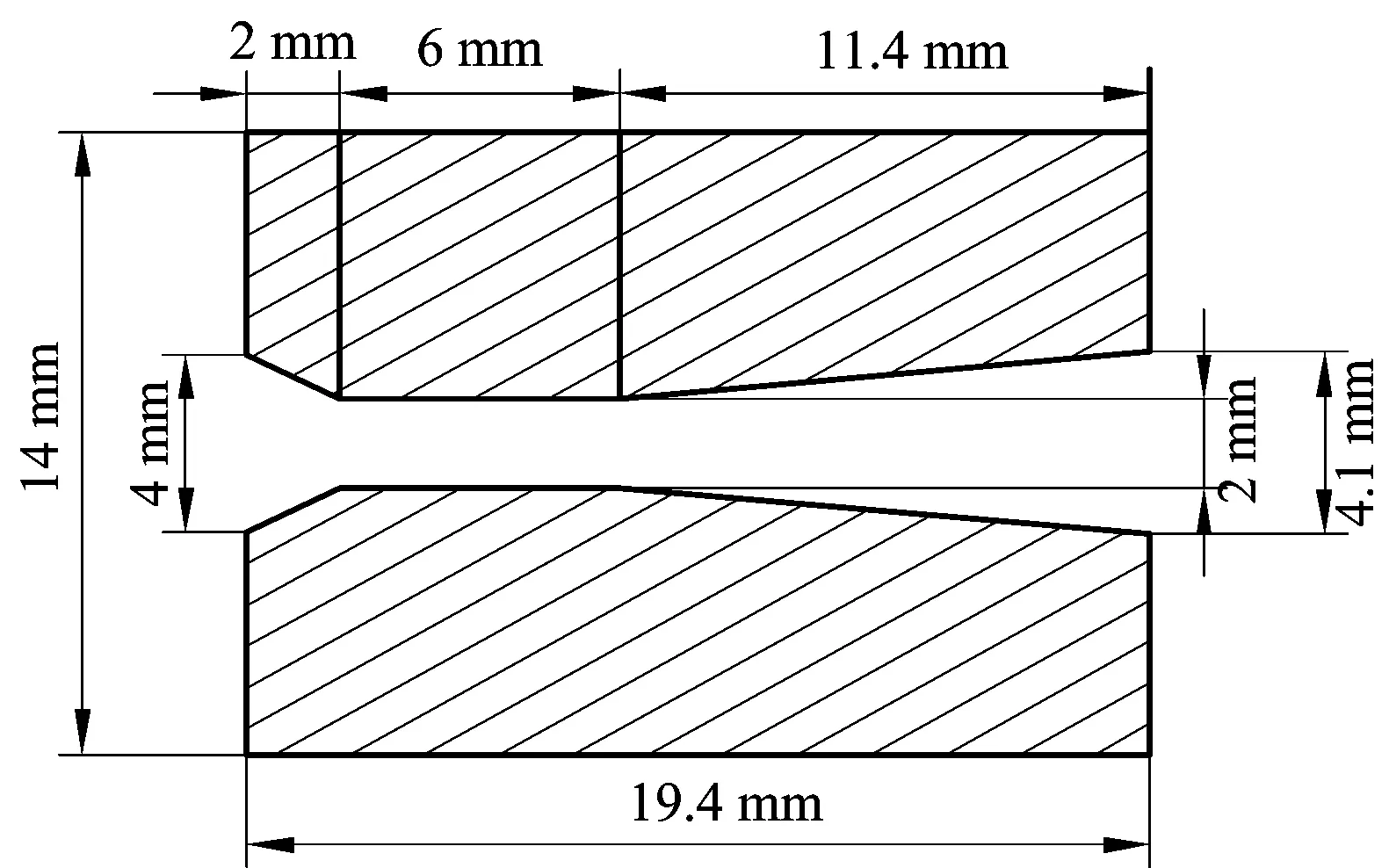
图1 喷嘴几何形状及尺寸Fig.1 The structure of Laval nozzle
1.2 网格划分
由于喷嘴结构的对称性,其数值模拟计算的区域可以选喷嘴的二分之一,在此基础上对喷嘴的计算区域采用GAMBIT软件划分网格。本文选取的拉法尔喷嘴结构简单,采用四边形网格生成结构化的网格类型。对于气体流场的分析主要包括喷嘴内和喷嘴外的自由射流区域,其计算模型和网格如图2所示。其中,喷嘴入口条件为压力入口条件,壁面为无滑移绝热壁面条件,出口条件设置为压力出口。本文主要进行高压气体射流的数值模拟,故将操作压力设置为0.1 MPa,入口温度为300 K,入口压力取15 MPa。
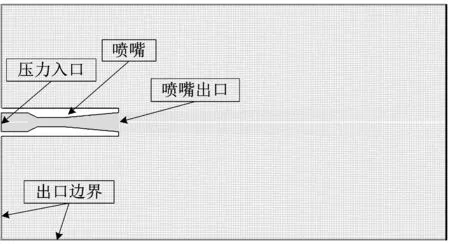
图2 网格划分示意Fig.2 The mesh of computational domain
1.3 计算模型
计算模型选择Fluent内置湍流模型中的RNG k-ε模型,主要包括4个控制方程:连续方程、动量方程、k方程和ε方程。
1)连续方程
(1)
2)动量方程
三维应用开发框架属于整个系统的基础层,要具有三维CAD设计系统底层框架的所有功能,具体如图1所示。该框架具有二维和三维显示功能,作为三维可视化设计系统,要将二维和三维图形的显示功能体现出来,由于三维模型显示数据有庞大的处理量,在交互操作时,存在较多复杂性因素,对三维显示的性能提出了较高的要求。

(2)
3)k方程

(3)
4)ε方程

(4)
其中:

式中:ρg为气体密度,kg/m3;t为时间,s;μg(i),μg(j),xg(i),xg(j)分别为气体速度分量与坐标分量;μeff为粘性系数;μ和μt分别为运动粘性系数与紊动粘性系数;经验常数Cu=0.09,C1ε=1.44,C2ε=1.92,C3ε=1.72;T为温度,K;Prt为湍流能量普朗特数,值为0.85;pc为修正压力,Pa;fi为质量力,N;k为紊动脉动动能,J;ε为紊流脉动动能的耗散率,%;αk,αε分别为湍动能和耗散率的有效普朗特数的倒数;gi为重力加速度在i上的分量;Gk为由层流速度梯度而产生的湍流动能,J;Gb为由浮力产生的湍流动能,J;YM为可压缩湍流中,过度扩散产生的波动;a为声速,m/s;R为方程定义的修正常量。
2 数值模拟及结果分析
在分析磨料加速时,考虑到质量流量对磨料加速的影响,射流压力设为15 MPa,磨料属性选用磨料粒径0.18 mm,密度约为3 500 kg/m3的石榴石磨料,质量流量为16 g/s。基于该条件进行数值模拟,分析磨料在喷嘴内各段和喷嘴外自由射流段的加速过程。喷嘴出口以外自由射流段区域为200 mm×40 mm。数值模拟结果如图3所示。
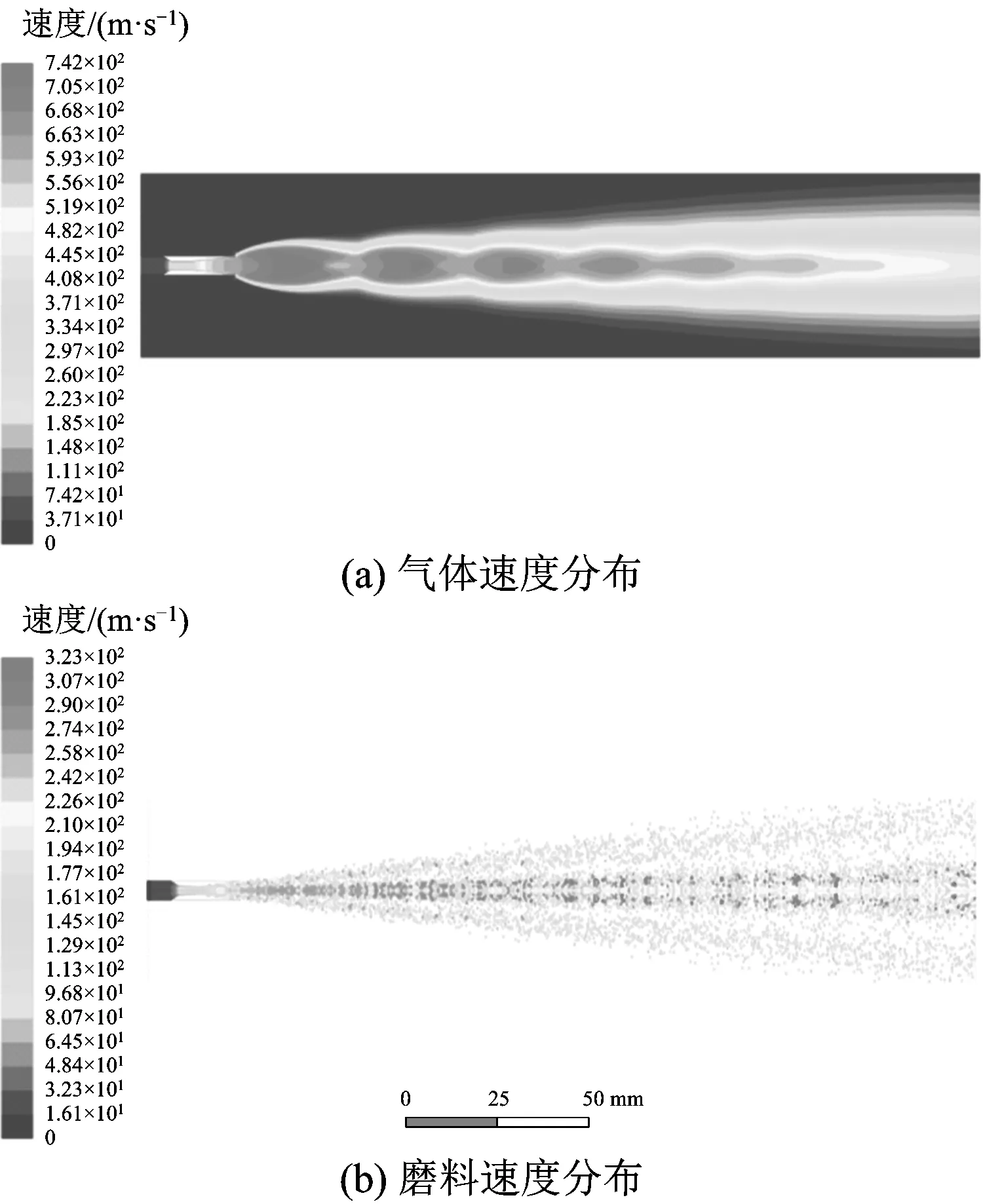
图3 气体和磨料的速度分布Fig.3 The velocity distribution of abrasives and gas
2.1 喷嘴内气体及磨料加速规律分析
高压磨料气体射流中磨料粒子的加速过程是个十分复杂的过程,不同轴向和不同纵向位置处,磨料的速度不同[13]。通过分析喷嘴轴线位置的速度变化,能够得出磨料粒子的加速过程。磨料粒子加速动力由气体提供,研究磨料的加速过程首先要分析气体的加速过程。根据数值模拟结果,分析在喷嘴入口直管段、喷嘴收敛段、喷嘴喉管部以及喷嘴扩张段气体的加速过程。在此基础上,分析磨料在喷嘴内的加速过程,然后对自由射流段气体和磨料加速规律进行模拟。
2.1.1 气体加速规律分析
由图4(e)可以发现,在喷嘴内高压气体的加速主要在收敛段和扩张段,尤其是扩张段。气体流经收敛段和扩张段时速度增加了437.2m/s。在收敛段以及扩张段,高压气体经过2次膨胀加速,加速效果明显。
高压气体是磨料加速的动力来源,在高压气体中添加DPM粒子分析磨料粒子的加速情况。设置气体压力为15 MPa,磨料质量流量为16 g/s,此时喷嘴轴线位置上磨料粒子在喷嘴中的加速过程,如图5所示。
2.1.2 磨料加速规律分析
在喷嘴入口直管段,磨料粒子做加速度减小的加速运动,在接近收敛段时,加速度增大。在直管段内,气体的速度基本不变,随着磨料粒子的加速,磨料和气体的速度差逐渐减小。因此,磨料的加速逐渐减缓。在收敛段前,气体开始加速,并且气体加速度大于磨料加速度,使磨料加速增快。在喷嘴收敛段,气体的加速增快,并且其加速度大于磨料粒子,使磨料和气体的速度差增大。因此,磨料在收敛段一直处于加速度增大的加速状态。在喷嘴扩张段,磨料加速逐渐减缓。在整个喷嘴内,磨料的加速主要在喷嘴收敛段、喉管以及扩张段,尤其是收敛段和扩张段。磨料经过喷嘴加速,在喷嘴出口速度可以达到240.3 m/s。磨料在喷嘴收敛段和扩张段与气体的加速具有一致性。
2.2 自由射流段气体及磨料加速规律分析
对于高压气体射流,其自由射流段的射流核心区较长,并且气体喷出喷嘴后速度先增大,之后在射流核心区呈波动状递减[14],在靶距为0~150 mm范围内,气体最大速度为741 m/s;在靶距为150 mm时,速度仍然达到577 m/s。然而,磨料在喷嘴出口速度仅为240.3 m/s,磨料与气体的速度差较大。因此,磨料在射流核心区会进一步加速。图6和图7分别为磨料、气体由喷嘴喷出以后的轴线速度。

图4 喷嘴内各段气体速度Fig.4 The gas velocity in nozzle
图5 喷嘴内各段磨料速度Fig.5 Theabrasive velocity in nozzle
图6 喷嘴外磨料速度Fig.6 The abrasive velocity in nozzle exit
图7 喷嘴外气体速度Fig.7 The gas velocity in nozzle exit
由于磨料加速所需能量由气体提供,气体在自由射流段会出现膨胀波和压缩波,膨胀波使气体进一步加速,压缩波使气体减速,磨料在射流核心区的加速规律受气体射流膨胀波和压缩波的影响[15]。磨料喷出喷嘴后,速度增加,在气体出现第1个压缩波时,磨料速度减小。磨料的加速和气体的加速具有一致性,膨胀波促进磨料加速,压缩波使磨料粒子减速。磨料密度较大,其速度的波动远小于气体速度的波动。随着压比(气体压力与环境压力的比值)的降低,磨料速度的波动减弱。在整个核心区,磨料处于加速的趋势,磨料速度由240.3 m/s提高到318 m/s,在喷嘴出口130 mm处,磨料基本达到最大速度。相比于喷嘴内,磨料在自由射流段加速效果不明显。
3 不同质量流量的磨料加速数值分析
在射流压力为15 MPa的情况下,改变磨料的质量流量,分析其加速情况。磨料的加速主要在喷嘴内和射流核心区,因此应主要分析喷嘴内和射流核心区磨料的加速过程。质量流量分别为32,50,75和100 g/s时,磨料速度分布如图8所示。
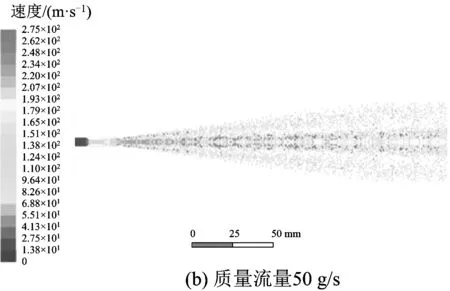
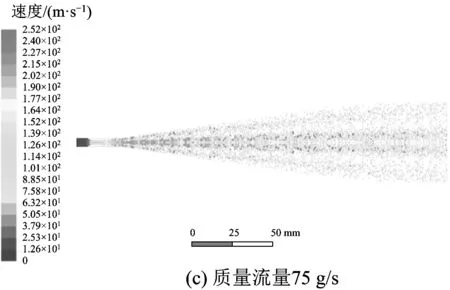
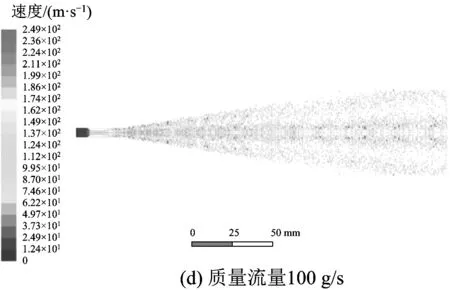
图8 磨料的速度分布Fig.8 The velocity distribution of abrasives
对比不同磨料质量流量时磨料粒子速度分布图可知,在不同的磨料质量流量条件下,磨料在喷嘴内的加速具有相似性,较高速度粒子主要分布在轴线两侧,在射流边界外层,磨料速度降低。磨料粒子在喷嘴入口直管段,其速度很低,磨料经喷嘴加速以后可以获得较高的速度。在改变磨料质量流量情况下,磨料在喷嘴出口的速度和磨料的最大速度如表1所示。

表1 喷嘴出口磨料速度Table 1 The abrasive velocity in nozzle exit
随着磨料质量流量的增加,喷嘴出口磨料的速度以及磨料所能加速到的最大速度都降低,对磨料速度进行拟合,如图9所示。可以得出磨料质量流量和磨料速度的关系。
喷嘴出口磨料速度v1与磨料质量流量的关系为:
v1=0.003 4q2-1.183 4q+258.06
(5)
磨料最大速度v和磨料质量流量的关系为:
v=0.011 2q2-2.191 6q+355.52
(6)
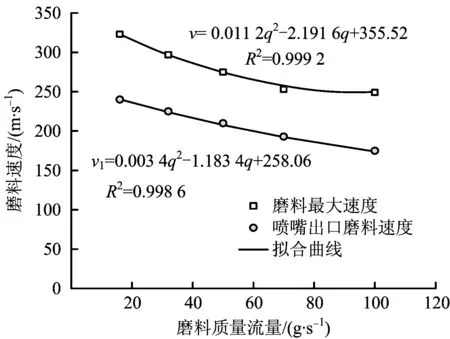
图9 磨料质量流量与磨料速度的关系Fig.9 The relation between mass flow and velocity of abrasives
式中:v为磨料速度,m/s;q为磨料质量流量,g/s。拟合公式的相关性系数分别为0.998 6和0.999 2,拟合精确度较高。为了检验拟合公式的可靠性,计算磨料质量流量分别为10和80 g/s时,喷嘴出口磨料的速度和磨料的最大速度,如表2~3所示。
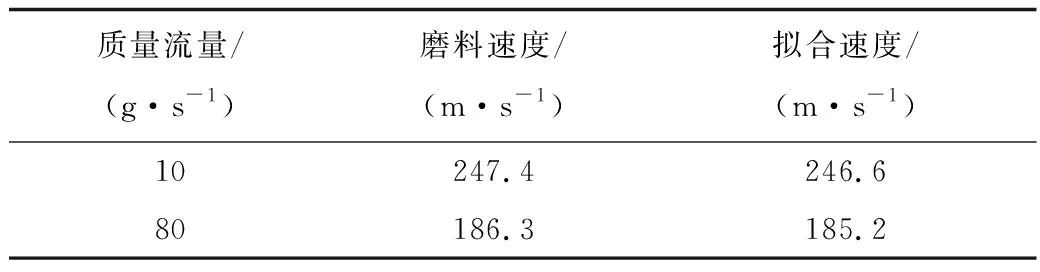
表2 喷嘴出口磨料速度Table 2 The abrasive velocity in nozzle exit

表3 磨料最大速度Table 3 The abrasive maximum velocity
通过比较喷嘴出口磨料速度与拟合计算的结果可以发现,其差值最大为1.1 m/s,误差较小,而且在10和80 g/s时,拟合曲线所求的磨料最大速度与数值模拟结果的数值分别相差0.08 和0.8 m/s,其误差分别为0.02%和0.32%,模拟验证其准确度较高,可以用来表征射流压力为15 MPa时,磨料喷嘴出口速度与质量流量的关系,以及磨料气体射流中磨料所能加速到的最大速度和磨料质量流量的关系。
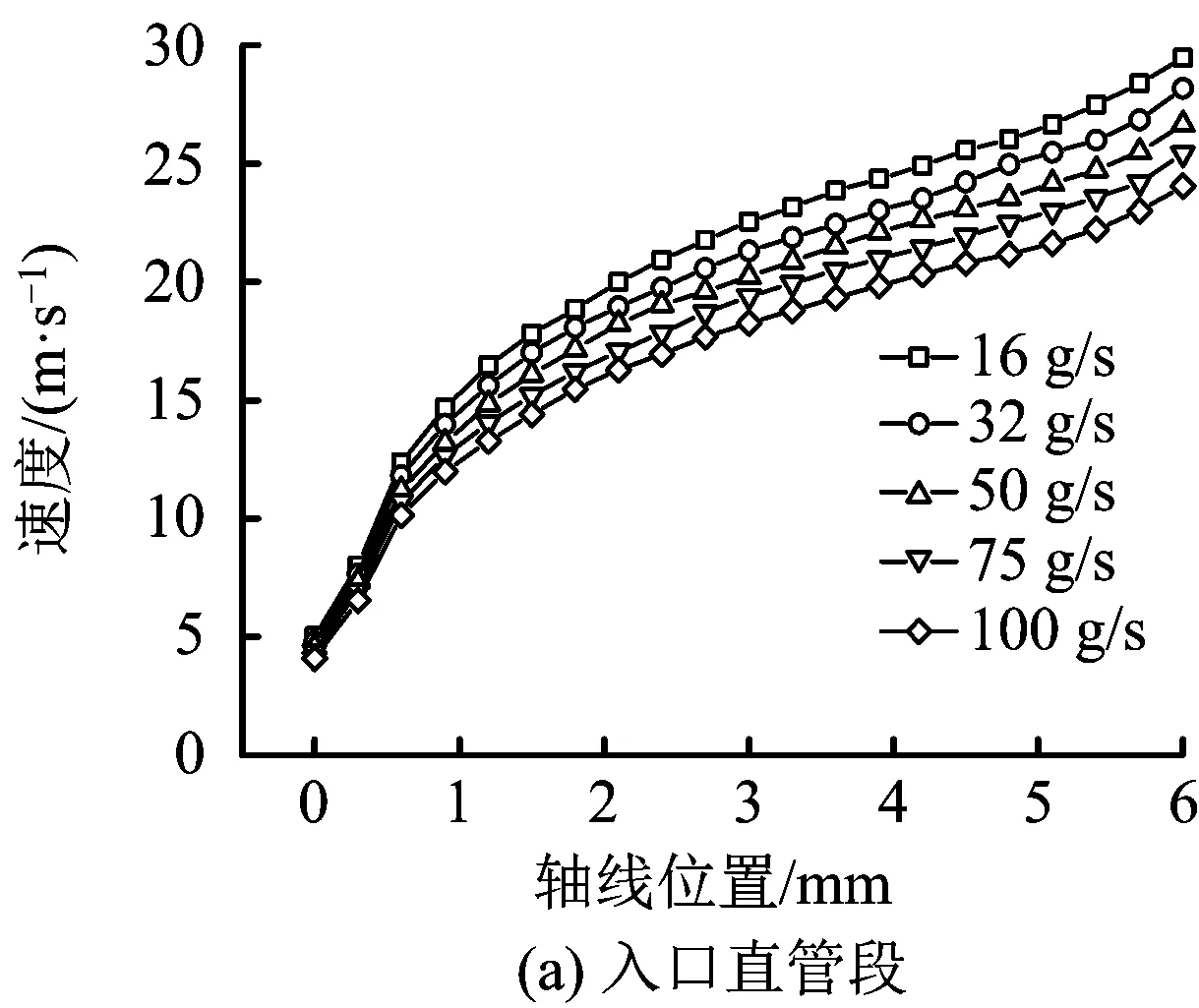
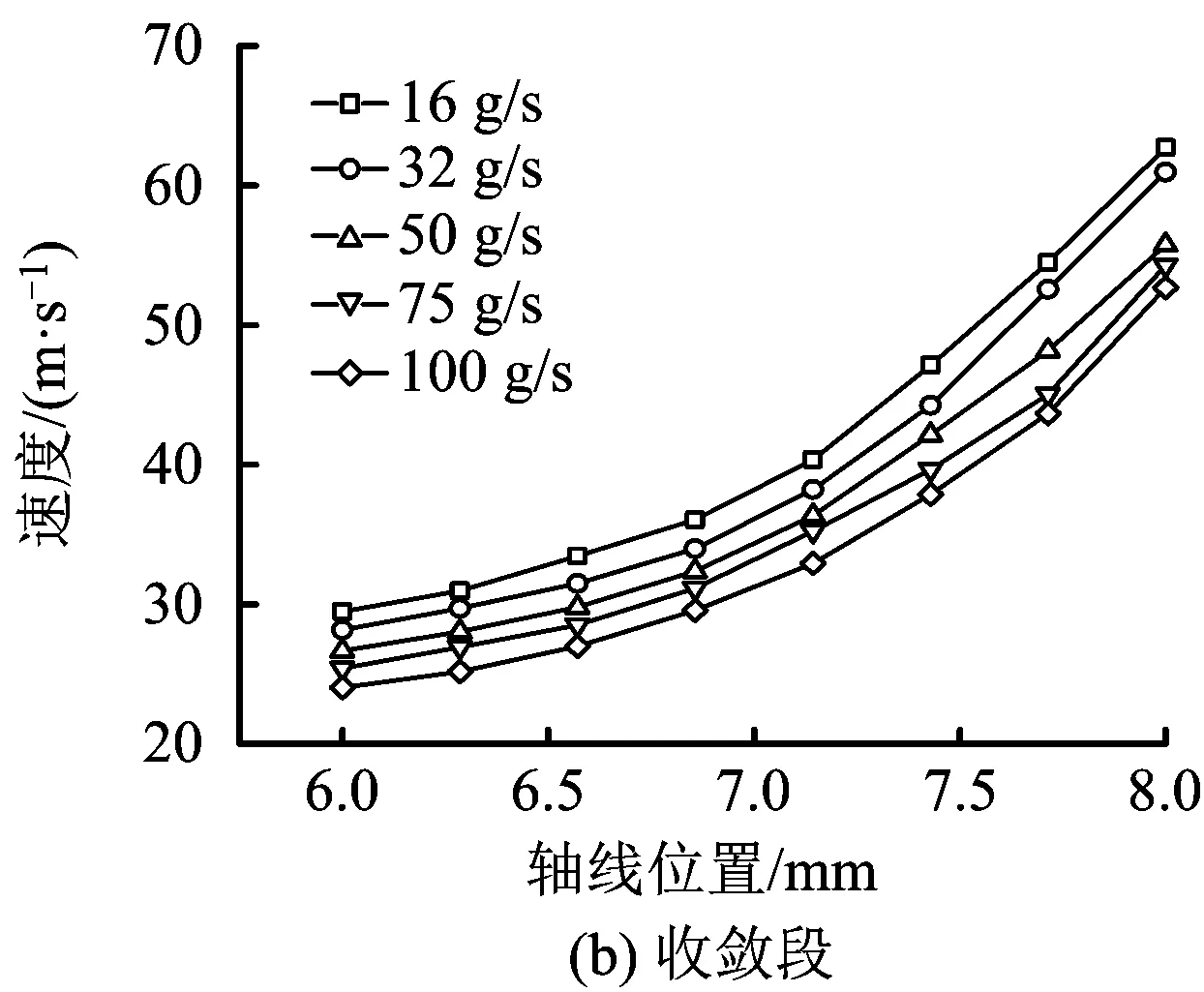
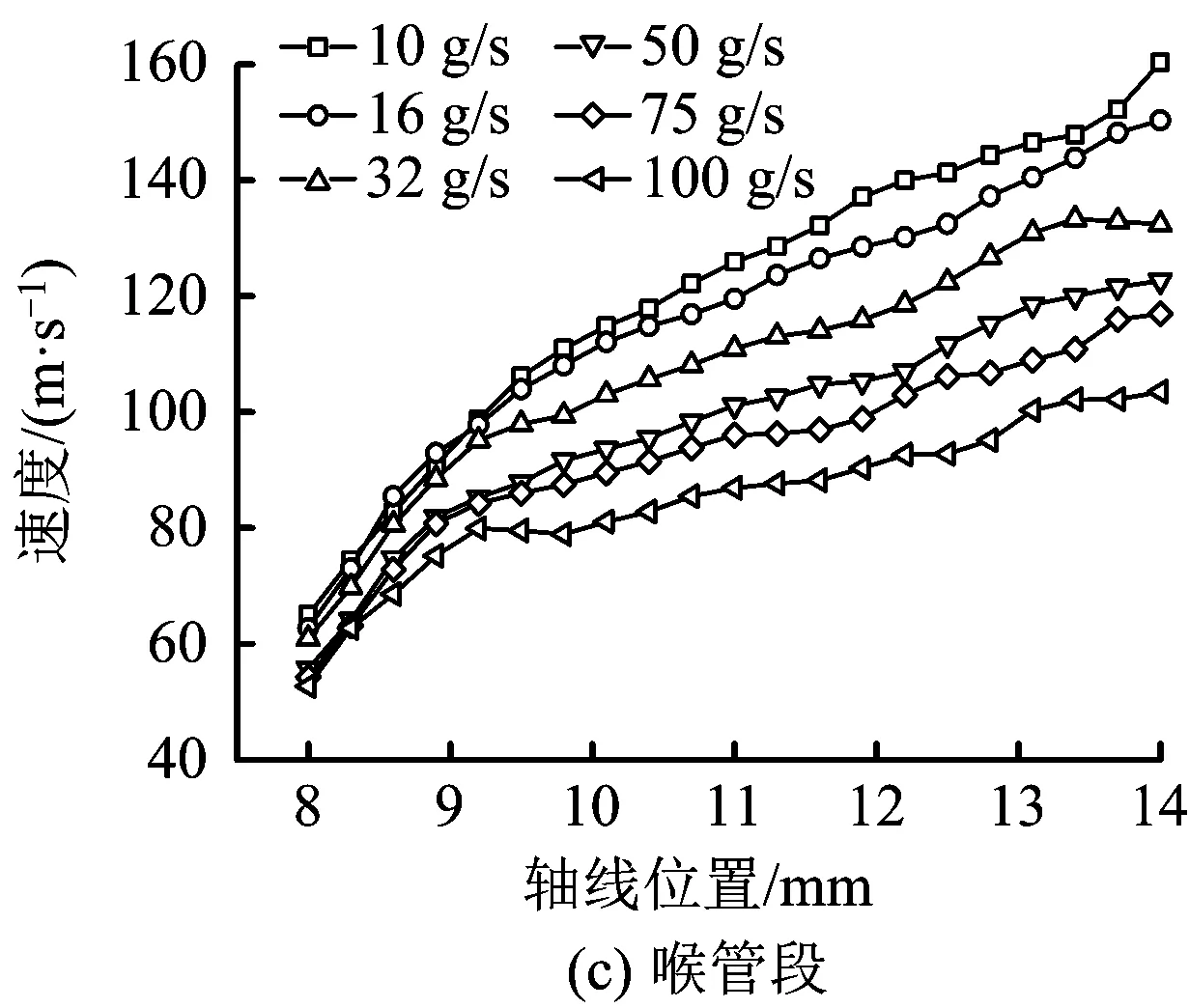

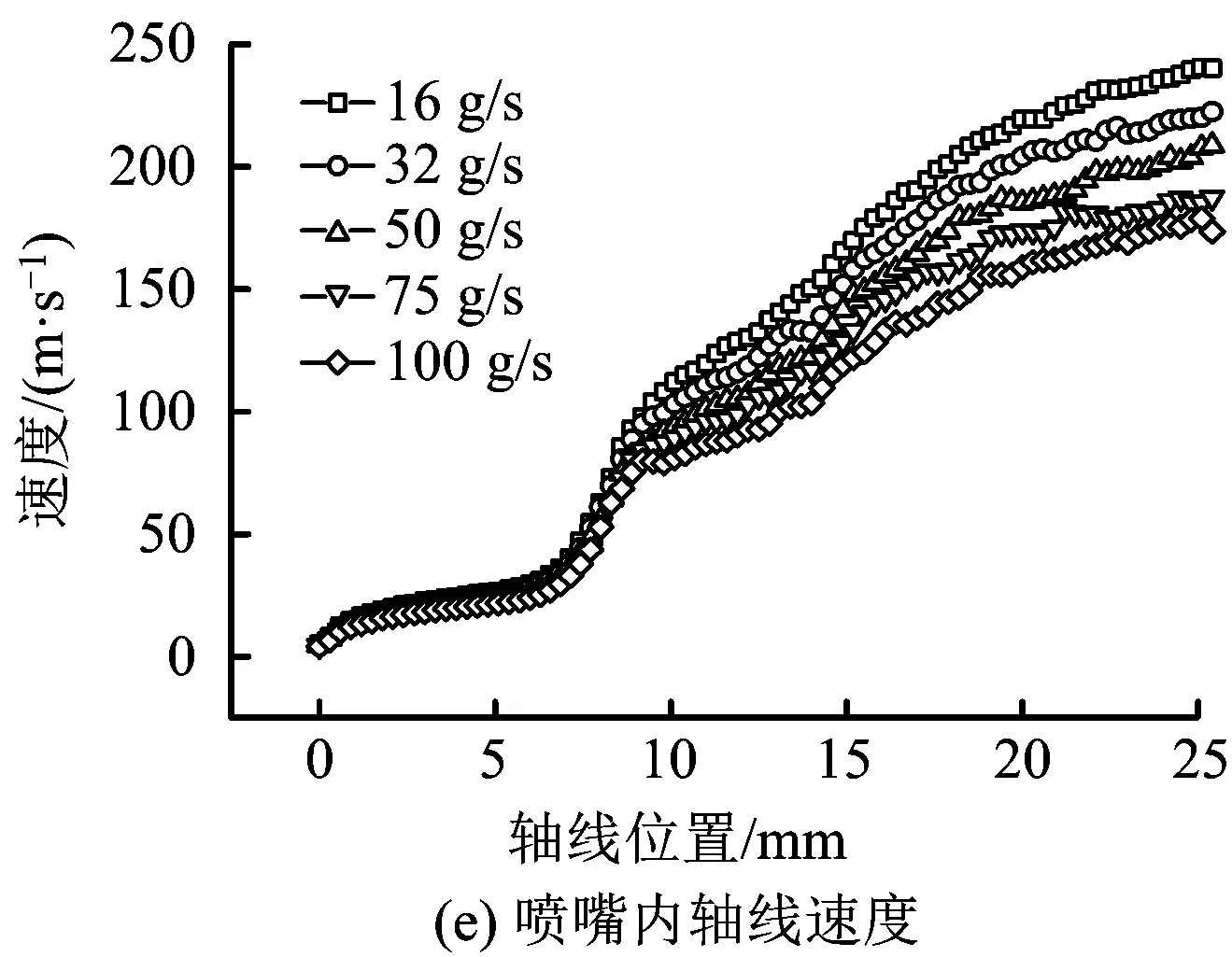
图10 喷嘴内各段轴线磨料速度Fig.10 The abrasive velocity in nozzle
在不同的磨料质量流量条件下,磨料在喷嘴内的加速具有相似性,为了方便,这里同样分析磨料沿轴线位置的加速过程,喷嘴内各段轴线磨料速度如图10所示。对于磨料粒子而言,由于密度大,在加速过程中需要一定的时间,在其刚加入到管路中时,其获得初始速度较低,在不同磨料质量的条件下,初始速度约为4~5 m/s,磨料在以后的加速过程中,质量流量越大磨料的速度越低。对于收敛段和扩张段,磨料颗粒加速过程和气体加速具有相似性,加速效果明显。在磨料质量流量75和100 g/s时,磨料进入喉管段时出现速度降低的现象。因为磨料质量流量较大,磨料颗粒数较多,由收缩段进入喉管时,磨料沿轴线方向运动,进入喉管后,磨料颗粒间作用加强,阻碍磨料加速,使磨料速度降低。
在自由射流段磨料粒子的加速不明显。在磨料质量流量16 g/s时,磨料在喷嘴外速度由240.3 m/s增加至318.2 m/s;质量流量32 g/s时,磨料在喷嘴外的速度由222.5 m/s增加至296.5 m/s;质量流量50 g/s时,磨料在喷嘴外的速度由213.2 m/s增加至269.2 m/s;质量流量75 g/s时,磨料在喷嘴外的速度由176.4 m/s增加至232.4 m/s;质量流量100 g/s时,磨料在喷嘴外的速度由173.5 m/s增加至221.3 m/s。随着磨料质量流量增大,磨料在自由射流段速度的增加值是减小的。磨料质量流量为16 g/s时,速度增加了77.9 m/s;32 g/s时速度增加了74 m/s;75 g/s时速度增加了56 m/s;100 g/s时,速度仅仅增加了47.8 m/s。
4 结论
1)基于拉法尔喷嘴的高压气体射流气体加速主要在喷嘴收敛段和扩张段,自由射流段的气体速度受到膨胀波和压缩波的影响波动较大。
2)磨料粒子在整个喷嘴内部持续加速,且在喷嘴收敛段和扩张段加速较快,磨料的加速主要是在喷嘴内,自由射流段加速相对较小,其加速过程与气体相似。
3)恒定入口压力条件下,磨料质量流量与喷嘴出口磨料速度和磨料的最大速度均呈二次函数关系,利用拟合的二次函数公式,可以计算15 MPa入口压力条件下,不同质量流量的喷嘴出口处磨料速度以及最大磨料速度。
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
煤气与热力(2022年4期)2022-05-23
昆明医科大学学报(2022年1期)2022-02-28
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
制造技术与机床(2018年9期)2018-09-19
浙江工业大学学报(2017年5期)2018-01-22
噪声与振动控制(2015年4期)2015-01-01
制冷学报(2014年3期)2014-03-01
筑路机械与施工机械化(2014年7期)2014-03-01